一种旋转锂靶材组件的制备方法与流程
1.本发明涉及金属锂靶材技术领域,应用于电致变色玻璃的生产,特别是涉及一种旋转锂靶材组件的制备方法。
背景技术:
2.金属锂是一种稀有元素,密度0.534g/cm3,熔点180.54℃,沸点1317℃,是最轻的金属。金属锂质地较软,韧性大,延展性好,化学活性好,负电位高、比能量大,可与大量无机试剂和有机试剂发生反应,与水反应非常剧烈。但是金属锂熔点低,不稳定,不能使用传统的粉末冶金、喷涂等方法制备靶材。
3.金属锂靶材可以通过溅射至玻璃上从而获得电致变色玻璃,目前电致变色玻璃在建筑、飞机、汽车等领域得到了广泛应用,有助于节能和环保。但是传统铸造方法制备的产品会出现缩孔、气孔等现象,使得产品合格率不高。
4.中国专利申请号2015107056173.0公开了一种金属锂靶材的制备方法,该方法浇铸金属锂自下而上冷却制得金属锂靶材,但是对金属锂冷却速率要求加高,相对而言操作较为复杂,且制得金属锂靶材顶部形状不规整,需要进行必要的机械加工。
技术实现要素:
5.基于此,本发明要解决的技术问题是提供一种旋转锂靶材组件的制备方法,采用真空浇铸的方式制备高纯金属锂旋转靶材,为电致变色玻璃的推广提供高性能原料支持。
6.本发明提供一种旋转锂靶材组件的制备方法。所述旋转锂靶材组件的制备方法包括:步骤1,将锂靶材衬管、浇铸模具组件、挤压模具组件放入铸造室的密封空间中;步骤2,对所述锂靶材衬管和所述浇铸模具组件接触金属锂的表面进行清洁处理,对所述浇铸模具组件的内壁进行防粘黏处理;步骤3,组合所述锂靶材衬管与所述浇铸模具组件,使用加热装置加热所述锂靶材衬管与所述浇铸模具组件,加热后进行浇铸操作;步骤4,关闭所述加热装置,使用冷却装置从内而外的冷却所述锂靶材衬管,冷却后得到旋转锂靶材组件;步骤5,对所述挤压模具组件接触金属锂的表面进行防粘黏处理,将所述旋转锂靶材组件与所述挤压模具组件组合,对所述旋转锂靶材组件进行挤压操作;步骤6,取出挤压操作后的旋转锂靶材组件并封包。
7.进一步的,所述密封空间为真空环境或保护气体环境。
8.进一步的,对所述浇铸模具组件内壁进行防粘黏处理的方式为在所述浇铸模具组件的内壁涂覆防黏材料,所述防黏材料为聚酰胺66或者聚酰胺6或者聚乙烯或者涂油薄膜。
9.进一步的,在浇铸操作前,调节所述浇铸模具组件的第一支撑件,将所述浇铸模具组件一端抬升,所述浇铸模具组件抬升的一端具有冒口,从所述冒口处进行浇铸操作。
10.进一步的,所述锂靶材衬管与所述浇铸模具组件加热温度在200~230℃。
11.进一步的,所述冷却装置采用梯度降温方式进行冷却。
12.进一步的,对所述挤压模具组件中的挤压凸模的挤压面进行防粘黏处理,所述防粘黏处理的方式为涂覆聚乙烯隔膜或者聚丙烯隔膜或者涂油薄膜。
13.本发明的旋转锂靶材组件的制备方法,在真空环境中铸造旋转锂靶材组件可以有效的减少气泡产生;在浇铸前将模具一端升高,通过模具上端冒口进行浇铸,可有效解决缩孔问题,采用本方法制备旋转锂靶材组件,工艺简单,操作方便,且可以有效的消除浇铸方式制备旋转锂靶材组件产生的缩孔、气泡等不良缺陷,从而减少原材料的浪费,旋转锂靶材组件金属锂纯度大于等于99.9%。
14.本发明的旋转锂靶材组件的制备方法,利用浇铸方式制造旋转锂靶材组件,工艺简单,成本较低;利用冒口设计和真空环境设计制造旋转锂靶材组件避免了浇铸过程中旋转锂靶材组件易出现的缩孔、气泡等缺陷;利用防粘黏处理手段解决金属锂易粘黏问题,使旋转锂靶材组件的生产操作简易,且有效减少原材料的浪费。
附图说明
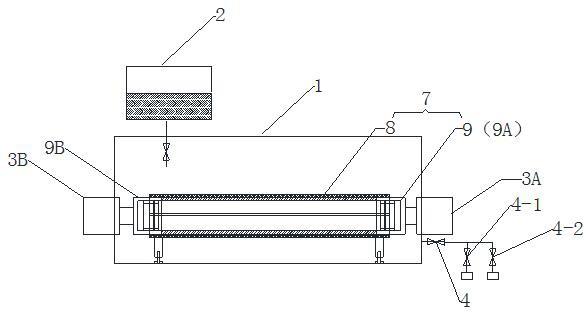
15.图1为本发明的旋转锂靶材组件的制备方法的结构示意图;图2为图1所示旋转锂靶材组件的制备方法的一实施方式的结构示意图;图3为图1所示旋转锂靶材组件的制备方法的浇铸模具组件的结构示意图;图4为图1所示旋转锂靶材组件的制备方法的锂靶材衬管和浇铸模具组件的配合关系示意图;图5为图1所示旋转锂靶材组件的制备方法的挤压凹模的结构示意图;图6为图1所示旋转锂靶材组件的制备方法的挤压模具组件和锂靶材衬管的配合关系示意图;图7为一实施方式的浇铸成型的旋转锂靶材组件的结构示意图;图8为图7所示旋转锂靶材组件的另一视角的结构示意图。
16.附图标记说明:铸造室1,熔炼装置2,导流管2-1,第一挤压缸3a,第二挤压缸3b、气体装置4、真空泵4-1、氩气瓶4-2、锂靶材衬管5、金属锂层5-1、浇铸模具组件6、上浇铸模具6a、下浇铸模具6b、冒口6a-1、第一支撑件6b-1、第一支撑轮6b-2、挤压模具组件7、挤压凹模8、挤压凸模9、上挤压凹模8a、下挤压凹模8b、第二支撑件8b-1、第二支撑轮8b-2、右挤压凸模9a、左挤压凸模9b、旋转锂靶材组件10。
具体实施方式
17.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
18.请参阅图1-图8,本发明提供一种旋转锂靶材组件的制备方法,包括铸造室1,所述铸造室的内腔为密封空间;
与铸造室1相连的熔炼装置2,所述熔炼装置用于熔炼金属锂,所述熔炼装置包括用于浇铸金属锂的导流管2-1;与铸造室1相连的挤压装置(图未标),所述挤压装置包括第一挤压缸3a和第二挤压缸3b;具体的,由两个挤压缸驱动,挤压缸可以为油缸或气缸,在本实施方式中,挤压缸为油缸驱动;与铸造室1相连的气体装置4,所述气体装置4为铸造室1的内腔提供真空环境或氩气保护环境,所述气体装置包括真空泵4-1和氩气瓶4-2,真空泵4-1和氩气瓶4-2均通过管道和铸造室1的内腔连通,所述管道上设有用于启闭的阀门;收容于铸造室1内的锂靶材衬管5和浇铸模具组件6,所述锂靶材衬管5的规格形状可根据实际情况进行定制;所述浇铸模具组件6与锂靶材衬管5形成的空间为浇铸金属锂的空间,所述浇铸模具组件内壁具有防粘黏处理或防粘黏部件;挤压模具组件7,所述挤压模具组件7由挤压凹模8和挤压凸模9组成,挤压凸模9包括右挤压凸模9a和左挤压凸模9b,所述挤压模具组件7与旋转锂靶材组件结合用于对旋转锂靶材组件进行挤压处理;加热装置,用于加热浇铸模具组件和锂靶材衬管;冷却装置,用于冷却锂靶材衬管。
19.在一个实施方式中,所述锂靶材衬管、所述浇铸模具组件以及所述挤压模具组件以可拆卸地安装在所述铸造室中。
20.在一个实施方式中,为了提高金属锂在锂靶材衬管5上的附着结合能力,对所述锂靶材衬管5用于附着金属锂的表面进行表面粗糙化处理,表面粗糙化处理包括物理或化学的方式,其中物理方式有打磨、喷砂等,化学方式有酸蚀刻等。所述浇铸成型的旋转锂靶材组件10由锂靶材衬管5及其附着的金属锂层5-1组成。
21.在一个实施方式中,所述锂靶材衬管5与浇铸模具组件6之间以镶嵌的方式结合,所述浇铸模具组件6的上浇铸模具6a和下浇铸模具6b以镶嵌的方式组合,所述上浇铸模具6a一侧具有冒口6a-1,所述下浇铸模具6b底部一侧具有高度可调节的第一支撑件6b-1,所述冒口6a-1与第一支撑件6b-1位于浇铸模具组件的同一侧。所述下浇铸模具6b底部还具有一个方便移动模具的第一支撑轮6b-2。
22.在一个实施方式中,所述挤压模具组件7由挤压凹模8和挤压凸模9组成,挤压凹模8分为上挤压凹模8a和下挤压凹模8b,所述下挤压凹模8b底部两侧具有高度可调节的第二支撑件8b-1,所述下挤压凹模8b底部还具有一个方便移动模具的第二支撑轮8b-2。上挤压凹模8a和下挤压凹模8b以镶嵌的方式组合形成挤压凹模8,挤压凹模8所形成的内腔表面与旋转锂靶材组件10上金属锂外表面相对贴合,挤压凸模9的挤压面有与旋转锂靶材组件10上金属锂侧面相同的横截面形状,即,所述挤压凹模形成的内腔表面与锂靶材外表面相对贴合,所述挤压凸模的挤压面与锂靶材衬管上附着的金属锂侧面具有相同的横截面形状。
23.在一个实施方式中,所述挤压模具组件的挤压凸模与锂靶材接触部位具有防粘黏处理或防粘黏部件,所述挤压模具组件的上、下挤压凹模与旋转锂靶材组件上金属锂接触部位具有防粘黏处理或防粘黏部件。
24.在一个实施方式中,所述浇铸模具组件和锂靶材衬管与所述加热装置是同一装置,或者所述浇铸模具组件和锂靶材衬管是加热装置的一部分。
25.在一个实施方式中,所述锂靶材衬管与所述冷却装置是同一装置,或者所述锂靶材衬管是冷却装置的一部分。
26.本发明制造旋转锂靶材组件的过程如下:步骤1,将锂靶材衬管5、浇铸模具组件6、挤压模具组件7放入铸造室,通过抽真空操作将铸造室内气氛改为真空环境;步骤2,提供锂靶材衬管5和浇铸模具组件6,所述锂靶材衬管5用于金属锂附着,所述浇铸模具组件6用于金属锂塑形,对锂靶材衬管表面进行清洁操作;对浇铸模具组件6内壁进行清洁操作,清洁操作结束后进行防粘黏处理,防粘黏处理为涂抹白油,在浇铸模具组件6内壁形成涂油薄膜。
27.步骤3,将锂靶材衬管5与浇铸模具组件6进行组合,形成用于浇铸金属锂的空间,浇铸模具组件中的上浇铸模具6a的冒口6a-1和下浇铸模具6b的第一支撑件6b-1位于同一侧,调节下浇铸模具的第一支撑件6b-1将浇铸模具组件一端抬升,使用加热装置加热锂靶材衬管5与浇铸模具组件6,加热完毕后从上浇铸模具冒口6a-1处浇铸金属锂,加热浇铸模具组件6的装置为加热带,加热锂靶材衬管5的装置为白油介质加热管;步骤4,关闭加热装置,使用冷却装置从内而外的冷却锂靶材衬管,冷却锂靶材衬管5的装置为白油介质冷却管;步骤5,取出旋转锂靶材组件(初始件),提供挤压模具组件7,对挤压模具组件7中的挤压凹模8内壁进行防粘黏处理,对挤压模具组件7中的挤压凸模9挤压面进行防粘黏处理,防粘黏处理包括使用隔膜如聚乙烯隔膜(pe)、聚丙烯隔膜(pp)或涂油薄膜,防粘黏处理为涂抹白油形成涂油薄膜,将挤压模具组件7与旋转锂靶材组件(初始件)组合,对旋转锂靶材组件(初始)进行挤压操作。
28.步骤6,取出锂靶材组件并封包。
29.下面结合上述本制备方法的详细说明,对旋转锂靶材组件的制作方法做一具体实施例说明:步骤1,将锂靶材衬5、浇铸模具组件6、挤压模具组件7放入密封空间,通过抽真空操作将密封空间内气氛改为真空环境,真空度≤-0.09mpa,在熔炼装置2中加入适量的金属锂并进行熔炼操作,加热温度200~230℃,密封空间浇铸环境可以为真空环境或保护气体环境;步骤2,提供锂靶材衬管5和浇铸模具组件6,所述锂靶材衬管5用于金属锂附着,所述浇铸模具组件6用于金属锂塑形,对锂靶材衬管5表面和浇铸模具组件6内壁进行清洁处理;清洁操作结束后对浇铸模具组件6内壁进行防粘黏处理,防粘黏处理为涂抹白油,在浇铸模具组件6内壁形成涂油薄膜,可选的在其内壁涂覆防黏材料如聚酰胺66(pa66)、聚酰胺6(pa6)、聚乙烯(pe)、涂油薄膜等;步骤3,将锂靶材衬管5与浇铸模具组件6进行组合,形成用于浇铸金属锂的空间,应当注意的是浇铸模具组件中的上浇铸模具6a的冒口6a-1和下浇铸模具6b的第一支撑件6b-1位于同一侧,调节下浇铸模具的第一支撑件6b-1将浇铸模具组件一端抬升,模具抬升的一端具有冒口,将所述锂靶材衬管5与浇铸模具组件6按照上述方式组装后,使用加热装置将浇铸模具组件6进行加热,加热温度控制在200~230℃,在熔炼装置中加热熔化金属锂,熔化温度控制在200~230℃,金属锂熔化且浇铸模具组件6加热至要求温度之后,从冒口处进行浇铸操作,使用导流管2-1从冒口6a-1处浇铸金属锂;
步骤4,浇铸完成后撤去导流管,使用冷却装置以梯度降温的方式使金属锂冷却,降温冷却要求,靶材衬管温度降低至200℃时,浇铸模具组件温度控制在205℃,保温30min,靶材衬管温度降低至190℃时,浇铸模具组件温度控制在195℃,保温30min,靶材衬管温度降低至180℃时,浇铸模具组件温度控制在185℃,保温30min,靶材衬管温度降低至170℃,浇铸模具组件温度控制在175℃,进行保温30min,之后撤去冷却装置进行自然降温,保证金属锂为从内而外地进行冷却;步骤5,取出旋转锂靶材组件(初始件),提供挤压模具组件7,对挤压模具组件7中的挤压凹模8内壁进行防粘黏处理,对挤压模具组件7中的挤压凸模9挤压面进行防粘黏处理,防粘黏处理包括使用隔膜如聚乙烯隔膜(pe)、聚丙烯隔膜(pp)或涂油薄膜,防粘黏处理为涂抹白油形成涂油薄膜,将挤压模具组件7与旋转锂靶材组件(初始件)组合,对旋转锂靶材组件(初始)进行挤压操作。
30.步骤6,取出旋转锂靶材组件并封包。
31.本发明的旋转锂靶材组件的制备方法,在真空环境中铸造旋转锂靶材组件可以有效的减少气泡产生;在浇铸前将模具一端升高,通过模具上端冒口进行浇铸,可有效解决缩孔问题,采用本方法制备旋转锂靶材组件,工艺简单,操作方便,且可以有效的消除浇铸方式制备旋转锂靶材组件产生的缩孔、气泡等不良缺陷,从而减少原材料的浪费,旋转锂靶材组件金属锂纯度大于等于99.9%。
32.本发明的旋转锂靶材组件的制备方法,利用浇铸方式制造旋转锂靶材组件,工艺简单,成本较低;利用冒口设计和真空环境设计制造旋转锂靶材组件避免了浇铸过程中旋转锂靶材组件易出现的缩孔、气泡等缺陷;利用防粘黏处理手段解决金属锂易粘黏问题,使旋转锂靶材组件的生产操作简易,且有效减少原材料的浪费。
33.上述实施例仅表达了本发明的实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1