基于负压注射的液体金属泡沫状弹性体制备方法及设备
1.本发明属于柔性复合材料技术领域,涉及一种基于负压注射的液体金属泡沫状弹性体制备方法及设备,可用于制备液体金属泡沫状弹性体。
背景技术:
2.液体金属泡沫状复合弹性体在柔性电子散热,可穿戴电子领域具有重要应用。液态金属作为一种良好的散热填充材料,受到工业界的关注,使用液态金属为导热填料的复合导热材料也被相继开发。但是,液态金属是一种高表面张力的液体,由于表面张力的作用,难以进入到柔性多孔复合材料中,这使得制备蕴含有液态金属的液体金属泡沫状复合弹性体成为难题。
3.专利号cn110970150b中,利用将冷冻成固体的液态金属泡沫浸润硅胶型柔性复合材料中,制备液态金属泡沫状弹性体。该方法存在需要冷冻处理,且在硅胶型柔性复合材料完全固化前需要持续保持低温,防止液态金属熔化,导致了该工艺具有局限性。专利号cn111070833b中,将液体金属与高分子聚合物基底共混后制备液体金属复合材料。但该方法制备出的复合材料内,液态金属处于分离状态,液态金属没有构成有效的联通网络。专利号cn113136499a中,通过搅拌的方式将惰性气体引入液态金属,从而制备多孔液态金属,但其制备的多孔液态金属没有聚合物基底,不具备柔弹性。专利号cn112981207a中,使用超声共混法,将液态金属、高导热填料和聚合物材料超声共混,后热压成片,但该方法制备的液态金属复合材料中,液体金属成现球状分离状态,没有构成连同的通路。专利cn112969302a中,将液态金属与聚吡咯超声分散后涂覆在tpu材料表面,从而制备液体金属核壳结构复合材料,但方法制备的液态金属复合材料中,液体金属成现球状分离状态,没有构成连同的通路。
技术实现要素:
4.为了解决上述问题,本发明提供一种基于负压注射的液体金属泡沫状弹性体制备方法,负压与注射相结合,通过外力将液态金属克服阻力推入柔性多孔基底内部,基底厚度对制备过程无影响,兼顾了大柔性和优异的电导性能,应用范围广,制备简单,效率高,成本低,解决了现有技术中存在的问题。
5.本发明另一目的是提供一种基于负压注射的液体金属泡沫状弹性体制备方法中的负压注射设备。
6.本发明所采用的技术方案是,一种基于负压注射的液体金属泡沫状弹性体制备方法,具体按照以下步骤进行:s1,准备柔性多孔基底;柔性多孔基底的内部存在相互连通的微孔,柔性多孔基底的外层封闭;s2,将柔性多孔基底内部空气抽走,使得柔性多孔基底呈负压收缩状态,微孔内的气体完全排出;
s3,在柔性多孔基底维持原负压收缩状态时,通过外力将液态金属克服阻力推入柔性多孔基底内部相互连通的微孔中,即得。
7.进一步的,所述步骤s2采用三方向可闭合连通阀门,三方向可闭合连通阀门的第二端口连接推入仓含有液态金属的推入器,关闭第二端口;真空泵通过三方向可闭合连通阀门的第一端口、第三端口将柔性多孔基底内部空气抽走,使得柔性多孔基底呈完全负压收缩状态。
8.进一步的,所述步骤s3,关闭真空泵,关闭三方向可闭合连通阀门与真空泵连接的第一端口,打开三方向可闭合连通阀门的第二端口,通过外力将推入器的液态金属克服阻力推入柔性多孔基底内部相互连通的微孔中,即得。
9.进一步的,所述液态金属为镓铟合金、镓铟锡合金或铋基合金。
10.进一步的,所述柔性多孔基底的厚度对制备过程无影响。
11.进一步的,所述柔性多孔基底的弹性模量为20kpa-10mpa。
12.进一步的,所述柔性多孔基底内部相互连通的微孔的孔径范围是10μm-100μm。
13.进一步的,制得液体金属泡沫状弹性体中液态金属与液态金属泡沫状弹性体的体积比为7:3。
14.一种基于负压注射的液体金属泡沫状弹性体制备方法中的负压注射设备,包括真空泵、推入器、中空注射针头、三方向可闭合连通阀门和连接管道,真空泵通过连接管道与三方向可闭合连通阀门的第一端口相连;推入器通过连接管道与三方向可闭合连通阀门的第二端口相连;中空注射针头通过连接管道与三方向可闭合连通阀门的第三端口相连;中空注射针头插入柔性多孔基底内部的微孔;三方向可闭合连通阀门用于控制气体或液态金属的通断。
15.本发明的有益效果是:本发明负压与注射相结合,通过外力将液态金属克服阻力推入柔性多孔基底内部,克服了液态金属的高表面张力,使得液态金属能够填充到弹性较大的多孔基底中,制得的液态金属泡沫状弹性体的弹性模量很低,兼顾了大柔性和优异的电导性能,适用于柔性电子器件散热、可穿戴器件散热和热界面材料等领域。
16.本发明的制备方法在常温常压即可实行。相较于其他的冷冻固化法,该方法制备过程简单,无需维持制备过程中的低温环境,也无需等待聚合物材料的固化时间,同时,也能适用于高温固化和热塑性弹性体基底材料,基底厚度对制备过程无影响,效率高,成本低,具有很高的市场应用价值。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
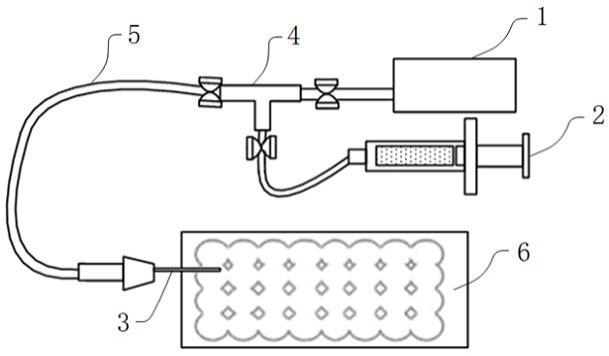
18.图1为本发明实施例制备液体金属泡沫状弹性体的设备连接示意图。
19.图2为本发明实施例中将柔性多孔基底内部空气抽走的示意图。
20.图3为本发明实施例中将液态金属推入柔性多孔基底内的示意图。
21.图4为本发明实施例2制得液态金属泡沫状弹性体的热导率测试曲线。
22.图5为本发明实施例3的红外照片。
23.图中,1.真空泵,2.推入器,3.中空注射针头,4.三方向可闭合连通阀门,5.连接管道,6.柔性多孔基底。
具体实施方式
24.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.本发明的基本构思:标准pdms模量是5mpa,当多孔泡沫模量较低时,表面张力和空气阻力阻止了液体金属进入多孔泡沫中,难以获得柔性大的液体金属泡沫弹性体;如果使用负压微灌注法,负压作用力大于泡沫的结构力,泡沫发生明显收缩,液态金属无法进入多孔泡沫内,如果采用直接注射,气体无法排出,根本无法注射进入;上述方法难以提供较大的向内压力,制作的厚度有限大多为微米级别。本发明实施例首先利用真空泵抽走柔性多孔材料中的空气,防止气体阻碍了后续液态金属的灌入;然后,在保持柔性多孔材料内部低压状态下,通过外力使液体金属克服柔性聚合物多孔材料的阻力,注入柔性聚合物多孔材料中,完成液态金属泡沫状弹性体的制备。
26.实施例1,一种基于负压注射的液体金属泡沫状弹性体制备方法,具体按照以下步骤进行:s1,准备柔性多孔基底6;柔性多孔基底6的内部存在相互连通的微孔,柔性多孔基底6的外层封闭;s2,将柔性多孔基底6内部空气抽走,使得柔性多孔基底6呈负压收缩状态,微孔内的气体完全排出;s3,在柔性多孔基底6维持原负压收缩状态时,通过外力将液态金属克服阻力推入柔性多孔基底6内部相互连通的微孔中,即得。
27.实施例2,一种基于负压注射的液体金属泡沫状弹性体制备方法,具体按照以下步骤进行:s1,安装设备;设备包括真空泵1、推入器2、中空注射针头3、三方向可闭合连通阀门4和连接管道5,真空泵1通过连接管道5与三方向可闭合连通阀门4的第一端口相连;推入器2通过连接管道5与三方向可闭合连通阀门4的第二端口相连;中空注射针头3通过连接管道5与三方向可闭合连通阀门4的第三端口相连;中空注射针头3插入柔性多孔基底6内部的微孔;三方向可闭合连通阀门4的三个端口都处于闭合状态。
28.真空泵1,用于将空气等流体抽走。
29.推入器2的推入仓含有液态金属,可施加力量将液态金属从推入仓内推出。
30.中空注射针头3,用于将流体通过中空结构注射或吸出。
31.三方向可闭合连通阀门4,用于控制流体(气体或金属液体)的通断。
32.连接管道5,用于实现流体在管道内的流动,并不会发生气体泄漏,能维持管道内外压差。
33.液态金属,具有高表面张力的金属液体,熔点在200℃以内的低温液态金属,以镓铟合金、镓铟锡合金和铋基合金。
34.s2,打开真空泵1,使真空泵1开始抽真空,此时三方向可闭合连通阀门4的第一端口、第三端口处于开启状态,三方向可闭合连通阀门4的第二端口处于关闭状态,通过真空泵1将柔性多孔基底6材料内部空气抽走,使得柔性多孔基底6材料出现负压收缩状态,该步骤持续至柔性多孔基底6材料不再继续收缩,使得微孔内的气体完全排出,不影响下一步液态金属的灌入。
35.s3,关闭真空泵1,关闭三方向可闭合连通阀门4的第一端口,打开三方向可闭合连通阀门4的第二端口,通过外力将推入器2内的液态金属克服阻力推入柔性多孔基底6材料中,完成液态金属泡沫状弹性体的制备。
36.柔性多孔基底6的材质是柔性高分子材料,实施例2中采用seps热塑性弹性体;柔性多孔基底6内部相互连通的微孔的孔径范围是10μm-100μm;制得超柔软多孔材料液态金属复合弹性体中液态金属与液态金属泡沫状弹性体的体积比为7:3;实施例2制得的超柔软多孔材料液态金属复合弹性体的热导率为8.9。热导率采用瞬态热线法测试得到,如图4。
37.实施例3,为了进一步的验证本发明的散热性能,使用蛇形电发热线对实施例2制得的超柔软多孔材料液态金属复合弹性体和seps弹性材料进行加热5分钟后散热,并利用红外热像仪对散热过程进行观察。观察结果如表1,红外照片如图5。
38.表1 本发明与现有seps基底材料的散热性能对比 散热9s散热13s散热17s本发明实施例248℃26℃22℃seps基底材料59℃45℃40℃实施例4,本发明实施例理论上柔性多孔基底6的厚度对制备过程无影响,制得的液态金属复合弹性体的散热性能与柔性多孔基底6的厚度无关,热导率和散热不会发生变化。因此,柔性多孔基底6的厚度达到10cm及以上,根据使用需求灵活选择,大幅提高了适用性。
39.实施例5,通过发泡法或模板法制备,分别得到弹性模量分别为20kpa、45kpa、4.5mpa、10mpa的柔性多孔基底6,采用实施例2所述制备方法,制得的液态金属复合弹性体的热导率和散热效果均很好。本发明实施例理论上适用于大范围模量复合材料的制备,当柔性多孔基底6的弹性模量低于5mpa,制得的液态金属复合弹性体的热导率和散热不会发生较大变化。使得本发明实施例可适用于柔性电子器件散热、可穿戴器件散热和热界面材料等领域,具有热导率高、杨氏模量低等优点。
40.以上所述仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1