一种汽车防撞梁铸造模具设备及铸造工艺的制作方法
1.本发明涉及汽车生产制造技术领域,具体为一种汽车防撞梁铸造模具设备及铸造工艺;
背景技术:
2.20世纪以来,世界汽车年产量先以几千辆、几万辆计,后以千万辆计,至 1978年已达到4249万辆左右;汽车工业已成为世界最大的制造工业;80年代,世界上20个最大的工业企业中有6个是汽车制造公司;1980年,全世界汽车保有量约为3.35亿辆,其中轿车为2.65亿辆,货运汽车和客车为7000万辆;汽车的生产和使用,涉及的面很广。
3.对于汽车前端的防撞钢梁的生产制造,通常首先通过模具进行压制成型,之后在对其进行精细加工,在压制成型后的防撞钢梁,通常是嵌入在底模中,现有技术下通常是由工作人员用手将其取出,一方面,比较麻烦,给工作人员带来不便,降低其工作效率,另一方面,在这工程中,操作不当可能会对工作人员手部造成损伤,或者对其加工部件造成损伤,工作人员人身安全得不到保证,对于其工作经济效益也具有影响,为此,本发明提出一种汽车防撞梁铸造模具设备及铸造工艺用于解决上述问题;
技术实现要素:
4.本发明的目的在于提供一种汽车防撞梁铸造模具设备及铸造工艺,以解决上述背景技术中提出的问题;
5.为实现上述目的,本发明提供如下技术方案:一种汽车防撞梁铸造模具设备,包括底座、底模和卸料机构、辅助机构、定位机构;
6.所述底座中嵌接设置有底模,底座中在底模底端还连接设置有卸料机构,并且卸料机构的边侧位置设置有辅助机构,辅助机构通过定位机构进行锁紧定位,并且定位机构设置在底座的侧壁上。
7.优选的,所述卸料机构包含有第一活动圆块、第一连接轴、控制手轮、凸板、连接板、辅助弹簧、挤压柱、活动槽、支撑体,所述第一活动圆块活动设置在底座中,并且第一活动圆块一体成型设置在第一连接轴的一端,第一连接轴插接设置在底座中,并且其另一端焊接设置有控制手轮,所述第一活动圆块的一侧一体成型设置有凸板,凸板中活动设置有连接板,所述连接板的一端活动设置在凸板中,并且端部一体成型等距设置有辅助弹簧,辅助弹簧另一端一体成型设置在凸板中,所述连接板的另一端一体成型设置有挤压柱,所述挤压柱活动设置在活动槽中,所述活动槽设置在支撑体的一侧,并且支撑体活动设置在底座中,支撑体设置在底模的底端面上。
8.优选的,所述辅助机构包含有第一活动圆块、弧形挤压斜槽、挤压块、凹型支撑杆、支撑块、防护垫、第二连接轴、旋钮、锁紧卡槽,所述第一活动圆块活动设置在底座中,并且第一活动圆块上设置有弧形挤压斜槽,所述挤压块的一端活动设置在弧形挤压斜槽中,另一端设置有凹型支撑杆,所述凹型支撑杆的两端对称设置有支撑块,并且支撑块上设置有
防护垫,所述第一活动圆块设置在第二连接轴的一端,所述第二连接轴插接设置在底座中,并且第二连接轴的另一端设置有旋钮,旋钮的一侧设置有锁紧卡槽。
9.优选的,所述挤压块一体成型设置在凹型支撑杆的中心对称位置上,并且挤压块活动设置在弧形挤压斜槽中一端的端部设置为弧形面。
10.优选的,所述定位机构包含有固定体、锁紧卡条、挤压斜槽、传动块,所述固定体一体成型设置在底座的一侧,并且设置在旋钮的边侧位置,固定体中活动设置有锁紧卡条,所述锁紧卡条上设置有挤压斜槽,并且其一端一体成型对称设置有第一复位弹簧,固定体中在挤压斜槽的边侧位置活动设置有传动块。
11.优选的,所述传动块的一侧一体成型设置有凸片,凸片上设置有第二复位弹簧,并且传动块靠近挤压斜槽一端的端面设置为弧形曲面。
12.优选的,所述锁紧卡条和旋钮上的锁紧卡槽设置位置相对应、设置组数相同,并且锁紧卡条的端部形状与锁紧卡槽的槽口截面形状相同,即两者截面的长度相等、宽度相等。
13.一种汽车防撞梁铸造模具铸造工艺,该铸造工艺包括以下步骤:
14.s1:(顶料)在对压制成型好的防撞钢梁进行卸料工作时,首先通过卸料机构对其进行初步卸料,即通过控制手轮带动卸料机构的运转,将底模连通物料顶出到一定高度;
15.s2:(物料定位)在第一步操作之后再通过辅助机构对其进行卸料辅助工作,即通过将设置在底座中两侧的支撑块顶出,与物料的两端接触,对于物料进行支撑,紧接着再通过设置的定位机构对辅助机构进行定位,即对物料位置进行定位,最后再反向转动控制手轮,使得底模与物料分离,底模回到初始位置,最后再将物料取出即可,对于物料的卸料工作即可完成,方便、安全,工作效率高。
16.与现有技术相比,本发明的有益效果是:
17.对于本发明设计的汽车防撞梁铸造模具装置,通过设置的底座、底模和卸料机构,在对成型物料进行卸料工作时,可以对物料进行预卸料工作,在这过程中避免工作人员的手部与物料直接接触,从提高其卸料工作安全性,之后再与辅助机构、定位机构进行配合工作,在保证物料的品质和工作人员的人身安全的情况下,提高卸料工作的工作效率,操作简单、安全可靠,进而提高生产加工经济效益。
附图说明
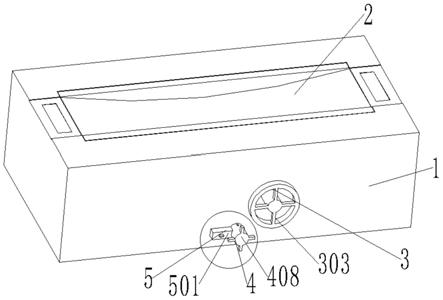
18.图1为本发明结构连接示意图;
19.图2为本发明图1中结构连接局部放大示意图;
20.图3为本发明结构连接局部剖视左侧示意图;
21.图4为本发明图3中结构连接局部放大示意图;
22.图5为本发明卸料机构中局部结构连接示意图;
23.图6为本发明结构连接局部剖视右侧示意图;
24.图7为本发明图6中结构连接局部放大示意图;
25.图8为本发明定位机构与辅助机构结构连接示意图。
26.图中:底座1、底模2、卸料机构3、第一活动圆块301、第一连接轴302、控制手轮303、凸板304、连接板305、辅助弹簧306、挤压柱307、活动槽 308、支撑体309、辅助机构4、第一活动圆块401、弧形挤压斜槽402、挤压块403、凹型支撑杆404、支撑块405、防护垫406、第二连
接轴407、旋钮 408、锁紧卡槽409、定位机构5、固定体501、锁紧卡条502、挤压斜槽503、传动块504。
具体实施方式
27.下面将对本发明实施例中的技术方案进行清楚、完整地描述;本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围;
28.请参阅图请参阅图1至图7,本发明提供一种技术方案:一种汽车防撞梁铸造模具设备,本发明包括底座1、底模2和卸料机构3、辅助机构4、定位机构5;
29.底座1中嵌接设置有底模2,底座1中在底模2底端还连接设置有卸料机构3,并且卸料机构3的边侧位置设置有辅助机构4,辅助机构4通过定位机构5进行锁紧定位,并且定位机构5设置在底座1的侧壁上。
30.这里的卸料机构3包含有第一活动圆块301、第一连接轴302、控制手轮 303、凸板304、连接板305、辅助弹簧306、挤压柱307、活动槽308、支撑体309,第一活动圆块301活动设置在底座1中,并且第一活动圆块301一体成型设置在第一连接轴302的一端,第一连接轴302插接设置在底座1中,并且其另一端焊接设置有控制手轮303,第一活动圆块301的一侧一体成型设置有凸板304,凸板304中活动设置有连接板305,连接板305的一端活动设置在凸板304中,并且端部一体成型等距设置有辅助弹簧306,辅助弹簧306 另一端一体成型设置在凸板304中,连接板305的另一端一体成型设置有挤压柱307,挤压柱307活动设置在活动槽308中,活动槽308设置在支撑体 309的一侧,并且支撑体309活动设置在底座1中,支撑体309设置在底模2 的底端面上。
31.这里的辅助机构4包含有第二活动圆块401、弧形挤压斜槽402、挤压块 403、凹型支撑杆404、支撑块405、防护垫406、第二连接轴407、旋钮408、锁紧卡槽409,第二活动圆块401活动设置在底座1中,并且第二活动圆块 401上设置有弧形挤压斜槽402,挤压块403的一端活动设置在弧形挤压斜槽 402中,另一端设置有凹型支撑杆404,这里对于挤压块403一体成型设置在凹型支撑杆404的中心对称位置上,并且挤压块403活动设置在弧形挤压斜槽402中一端的端部设置为弧形面,凹型支撑杆404的两端对称设置有支撑块405,并且支撑块405上设置有防护垫406,第二活动圆块401设置在第二连接轴407的一端,第二连接轴407插接设置在底座1中,并且第二连接轴 407的另一端设置有旋钮408,旋钮408的一侧设置有锁紧卡槽409。
32.这里的定位机构5包含有固定体501、锁紧卡条502、挤压斜槽503、传动块504,固定体501一体成型设置在底座1的一侧,并且设置在旋钮408的边侧位置,固定体501中活动设置有锁紧卡条502,这里对于锁紧卡条502和旋钮408上的锁紧卡槽409设置位置相对应、设置组数相同,并且锁紧卡条 502的端部形状与锁紧卡槽409的槽口截面形状相同,即两者截面的长度相等、宽度相等,锁紧卡条502上设置有挤压斜槽503,并且其一端一体成型对称设置有第一复位弹簧,固定体501中在挤压斜槽503的边侧位置活动设置有传动块504,这里对于传动块504的一侧一体成型设置有凸片,凸片上设置有第二复位弹簧,并且传动块504靠近挤压斜槽503一端的端面设置为弧形曲面。
33.实际操作过程:首先对于压制成型好的防撞钢梁进行卸料工作时,首先通过卸料
机构3对其进行初步卸料,即通过控制手轮303带动卸料机构3的运转,将底模2连通物料顶出到一定高度,这一操作过程具体为,转动控制手轮303带动第一活动圆块301的转动,第一活动圆块301再带动凸板304 和连接板305的周向移动,进而带动挤压柱307的移动,挤压柱307对支撑体309中活动槽308的上侧壁进行挤压,对支撑体309进行挤压,进而将底模2连同物料顶出,到达最高高度时,再通过辅助机构4对其进行卸料辅助工作,即通过将设置在底座1中两侧的支撑块405顶出,与物料的两端接触,对于物料进行支撑,这一过程的具体操作是,旋钮408通过第二连接轴407 带动第二活动圆块401的转动,进而使得弧形挤压斜槽402对挤压块403进行挤压,挤压块403再推动凹型支撑杆404对支撑块405进行挤压,使得支撑块405顶出并且对物料进行支撑,之后与此同时,设置在旋钮408一侧的锁紧卡槽409到达固定体501中锁紧卡条502位置,锁紧卡条502在第一复位弹簧作用下卡接在锁紧卡槽409中,使得支撑块405位置固定,设置在支撑块405上防护垫406的作用是对物料具有一个保护作用,避免在对其进行支撑工作时造成刮擦损伤,最后再反向转动控制手轮303,使得底模2与物料分离,底模2回到初始位置,最后再将物料取出即可,之后再通过按压传动块504进入到锁紧卡条502一侧的挤压斜槽503中,使得锁紧卡条502从锁紧卡槽409中分离出来,再通过反向转动旋钮408将支撑块405恢复到原位置即可,对于物料的卸料工作即可完成,方便、安全,工作效率高。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1