一种金属表面耐腐蚀处理方法与流程
1.本发明涉及金属表面处理技术,具体涉及一种改善共渗层金属耐腐蚀性的方法。
背景技术:
2.模具通过自身的特定形状用一定方式将原料批量加工成产品,这种方式生产的产品不仅质量优良,生产效率高,还能节省原料和降低成本等,在铸造、锻造、冲压、塑料、橡胶、玻璃、以及陶瓷制品等许多生产行业中得到了广泛的应用。因此模具在整个现代工业生产中发挥越来越重要的作用,现在60%-90%的工业产品都需要使用模具进行加工。
3.随着模具加工技术的快速发展,对模具材料的要求也越来越严格,现在仅依靠对模具钢基体材料化学成分的调配和组织结构的改善,已经很难满足工业生产中对模具的强度、硬度、耐磨性和耐腐烛性等性能的要求,因为模具在使用过程中除了脆断损坏外,大多是由于表面疲劳、磨损以及高温氧化和表面腐蚀导致的失效。因而需要通过不同的表面处理技术,改变模具钢的表面状态来有效提高模具表面的耐磨性、耐烛性、热稳定性、抗咬合等性能,同时保持材料心部原有韧性,进而延长其使用寿命。
4.渗钒是一种传统且新兴的高碳钢模具表面强化工艺,在高温下,将模具零件置于能产生活性钒的特种熔盐介质中,在一定温度下加热保温适当时间,渗剂的热分解使钒活性原子被吸附到工件表面,形成数十微米的金属碳化物覆层,从而改变工件表层的性能。该金属碳化物覆层硬度可达1600~3200hv,具有良好的耐蚀性、抗氧化性、良好的耐热黏性、耐冲击性和耐剥落性。此外,该碳化物履层与基体结合牢固,渗层致密,模具表面租糙度不受影响,使模具的使用寿命大大提高。
5.盐浴渗钒的实质就是在工件表面将合金化与热处理工艺相结合,在熔盐环境下使工件表面形成碳化钒覆层的热处理方法。要顺利获得碳化钒覆层,首先要获得活性钒原子,其次是使活性钒原子能够顺利地进入金属表面,最后是要使渗入的钒元素向金属内部的扩散,这样才能在金属表面产生致密的碳化钒覆层,这几个过程缺一不可。活性钒原子的获取是来自熔盐中溶剂或是介质的分解。通常中性原子或分子,因其化学活性不够或是体积过大而无法渗入工件表面。只有具有较大能量的新生态的活性原子才能与金属表面的原子发生相互作用,渗入工件表面。因此溶剂或是介质在高温下的分解反应是产生活性钒原子的基础。由分解反应产生的活性钒原子,同金属表面产生相互作用,先被吸附或是沉积在金属表面,然后渗入基体的晶格中,并向内部逐渐扩散,形成吸附式扩散,而模具钢表面的碳原子与活性钒原子产生化学反应,最终形成碳化钒覆层。通过盐浴处理来获得覆层的工艺,实质上是利用元素的扩散性进行覆层。溶剂或介质发生分解反应的速度主要取决于参加反应的物质本身的化学性质,除此之外还跟反应时的外界条件有密切关系,反应物的浓度,温度条件,是否有催化剂等因素有关。因此在盐浴渗钒前必须需求合适的渗钒溶剂。钒原子能否顺利地渗入金属表面取决于两个关键因素,第一是要有钒元素的活性原子,第二是钒元素能够溶入模具钢基体中。这两个条件必须同时满足才能使渗钒得以进行。模具钢表面吸收活性钒原子后,钒元素的浓度大大提高,使得基体表面与内部产生钒元素的显著浓度差,在
970oc,处理2-6h;(2.4) 油淬,然后在400-500℃回火后空气冷却;(3)钝化处理:将经过步骤(2.4)处理的金属置于钝化液中,所述钝化液中由4-4.5g/l ce(no3)、1-1.5g/l navo3,0.1-0.3 g/l naf,0.1-0.5 g/l苯丙三氮唑和去离子水组成,使用磷酸或氨水调节钝化液的ph为2.5
±
0.3,温度为40-50oc,时间25-30min;(4)表面清洁、干燥。
11.进一步的,所述共渗层的厚度为5-10微米。
12.进一步的,所述钝化液形成的钝化膜厚度为2-5μm。
13.进一步的,经过耐腐蚀处理的金属的腐蚀电位为-0.1~-0.2v vs. sce,腐蚀电流密度的数量级为10-7
。
14.进一步的,所述步骤(2.1)原料质量百分比:四硼酸钠68.5wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%、氧化钒9 wt.%、氧化锰1.9 wt.%、碳化硼6.5 wt.%、硝酸铈1.1 wt.%、氟化钠6 wt.%。
15.5. 如权利要求1所述的一种金属表面耐腐蚀处理方法,其特征在于所述金属中的碳含量≥0.87wt.%。
16.进一步的,所述金属为硅铁、镍铁、钨铁、铬铁、铬钼、锰铁等多元铁合金金属。
17.进一步的,所述表面清洁为使用去离子水洗涤,所述干燥为鼓风炉干燥,干燥温度为35-40℃,时间为1-2h。
18.关于本发明的预处理,现有技术中通常会对金属进行脱脂、机械打磨或者其他表面预处理工艺,其目的是为了获得洁净平整的表面,现有技术中认为平整的表面有利于提高共渗层与基材的结合力,或者提高钒的渗入均匀性,但未有明确的证实,相比而言,本发明无需任何的脱脂或者机械打磨处理工艺,主要原因是熔盐共渗法的温度极高,通常都在900-1000℃,该温度下,任何机械加工油均能完全分解,因此脱脂显得无足轻重,关于机械打磨,本发明的主要目的是为了减少还原钒在金属表面的附着量,或者减少未与碳反应的还原量,具体而言,具体而言,通过熔盐还原获得的活性钒是无法完全与扩散碳进行反应的,多余吸附于金属表面的钒,或者渗入表面的钒未与扩散的碳进行反应,这些未与碳反应的钒或吸附的表面钒对于金属共渗层的硬度没有明显影响,但对于金属表面的耐腐蚀性却至关重要,其中渗入的钒会引发晶格缺陷,吸附的钒会引入孔隙,成为腐蚀位点,进而降低了金属的耐腐蚀性,因此本发明需要对所述金属基材的耐腐蚀性做进一步的耐腐蚀性处理,即钝化处理,而本领域技术人员知晓的,对于钝化层而言,平整的表面对于钝化层并没有积极的效果,相比而言,相对粗糙的表面,更有利于加剧原电池阴阳极的反应,进而造成局部ph变化,从而提高钝化膜的生成量和致密度,基于上述内容,本发明无需对金属基材进行任何机械平整预处理。
19.关于熔盐:熔盐的主要成分为基础熔盐、金属源、还原剂、活化剂,加速剂其中基础熔盐是整个表面处理中最主要的加热载体,也是供钒剂、还原剂的熔体,所述熔体应当保持有良好的流动性、低熔点和低偏析性,本发明采用的基础熔盐中包括有四硼酸钠68.5wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%,其中四硼酸钠为主要成分,其含水量较高,因此需要进行脱水处理,四硼酸钠本身的熔点较高,流动性差,因此需要加入其它的中性盐来降低熔
点,提高流动性,提高渗钒的速度,本发明采用的中性盐成分选 bacl2和 nacl 的混合物,通过正交筛选,氯化钠0.78 wt.%、氯化钡6.22 wt.%能够获得最佳的熔盐流动性、降低熔盐偏析。
20.金属源和还原剂:金属源提供活性钒和活性锰,还原剂主要是用来还原金属源,生成足量的活性金属原子使金属表面生成碳化物的物质。理论上形成共渗层的分为如下几个阶段:首先通过还原反应将熔盐中的金属源还原为金属原子,金属原子在金属表面被吸附,而金属中含有碳(半径为0.086nm),碳原子溶入fe(半径为0.052nm,比碳的小)中,产生畸变,溶于的越多,畸变越大,即碳原子会溶入奥氏体中,而吸附于金属表面活性钒和锰会最先进入奥氏体,导致奥氏体中的多余碳会析出来,进而发生反应形成金属碳化物,然后,这个过程中会消耗碳,导致基材表面的碳的浓度下降,在基体内部与表面之间就形成了由高到低的碳的化学位梯度,促使内部的碳原子向基体表面继续不断地扩散,使表面的碳原子得到补充,碳化物就可以继续形核长大,形成保护共渗层,其中锰的原子半径明显低于钒原子,而钒的扩散较为困难无法有效的进入金属,通过锰元素的优先进入,可以为增加金属的错位或增加晶界,为钒的进入提供路径,进而于金属中扩散的富有的碳进行化合反应,从而有效的增加了钒的扩距离,减少未反应的钒原子浓度,提高了共渗层中的钒碳化钨的浓度,当然氧化锰的用量应当控制,优选为1.9wt.%。
21.对金属源进行还原处理,主要方程式如下:8v2o5+5b4c=16v+10b2o3+5co24mno2+b43
→
4mn+2b2o3+co2依照完全反应,氧化钒9 wt.%消耗的还原剂为5.625wt.%,氧化锰1.9 wt.%消耗的还原剂为0.475wt.%,即反应原料中至少应当存在6.1wt.%的还原剂,此外由于b4c粉末是在高温条件下,很容易与空气中的氧气发生氧化反应,失去还原能力,造成损耗,因此需要增加还原剂的用量为6.5wt.%,还原剂碳化硼的用量不能过多,过多会导致在熔盐中形成颗粒沉淀。
22.关于活化剂:活化剂为氟化钠,活化剂的加入目的是调整熔盐的浓度,以增加盐浴的流动性,降低共熔点,对渗钒锰起到促进作用,不参与供钒剂的还原和氧化,其促进作用主要是熔盐流动性提高,,有利于活性钒金属原子的生成和吸附,类似于物理促进活化,非化学促进活化。
23.加速剂:硝酸铈的加入主要是为了提高扩散速度,进而短时间能获得较为合适的共渗层厚度,由于铈的原子半径较大,因此并不会向金属内部进行扩散,适当的硝酸铈尤为重要,如果硝酸铈的浓度太低,无法发挥加速作用,浓度太高,会使得稀土元素沉积、吸附于金属表面,从而使得盐浴中的活性金属原子若要在金属表面与基材中的碳原子形成金属碳化物覆层,则必须克服试样表面的稀土元素带来的扩散阻力,从而降低了其互扩散速率,即稀土沉积会阻塞扩散位点,且盐浴中加入稀土元素量过多,会引起盐浴流动性变差、粘度变大,从而使得活性金属原子的扩散驱动力降低。
24.关于钝化液:本发明采用的钝化液由4-4.5g/l ce(no3)、1-1.5g/l navo3,0.1-0.3 g/l naf,0.1-0.5 g/l苯丙三氮唑和去离子水组成,使用磷酸或氨水调节钝化液的ph为2.5
±
0.3,钝化温度为40-50oc,时间25-30min。
25.如上述,钝化的主要原理为电化学的反应,
在阳极区:m
→mn+
+ne,其中m取决于具体的金属合金,本发明实施例采用的为cr12mov钢合金,即m可以为fe、cr、v、ni、ti、mn等多种金属,即在阳极区产生对应的金属离子。
26.阴极区为:2h2o+2e
→
2h2+2oh-;进而形成氧化物钝化膜,本发明使用的钝化液为稀土盐和钒酸盐,可能的化学反应如下:首先,本领域技术人员明白,钒单质与稀酸在常温条件下不进行反应酸化反应,如上述本发明的金属表面存在有部分与扩散碳无法接触的活性金属钒,所述钒的活性较高,在酸性钝化液中会发生发音形成钒金属离子,此外,铁同样参与反应形成铁离子,由于局部的氢被消耗,而形成钒氢氧化物和铁氢氧化物,同时钒酸盐和铈酸盐液对应的发生如下反应:vo
2+
+2h2o
→
vo(oh)3+h
+
;ce
3+
+2h2o
→
ce(oh)3+3h
+
;当然,同样也会发生vo(oh)
3 +ce(oh)3→
cevo4+3h2o反应,其中铁和活性钒位点对应处产生的钒铁氢氧化物也会参与反应,进而形成铈钒铁氧化物(还有锰铬镍的杂质氧化物),由于本技术的活性钒渗入共渗浅层处,因此形成氢氧化物的结合力和致密性更强,对应的耐腐蚀性能更为优良。
27.有益技术效果:(1)本发明通过在对金属基材进行表面处理,尤其通过熔盐处理获得高硬度的共渗层,所述渗层中的钒渗透量多,浓度较高,且在形成的钒碳化物在共渗层中均匀分布,无明显的梯度。
28.(2)在熔盐处理过程中,钒渗入金属基材,基材表面存在部分没有与扩散碳结合的活性钒,所述活性钒可以作为钝化液的活化位点,形成的钝化膜的结合力更好,更致密。
29.(3)通过钒酸盐和铈酸盐液处理,获得的钝化膜钝化效果好,能够显著提高金属的耐腐蚀性。
附图说明
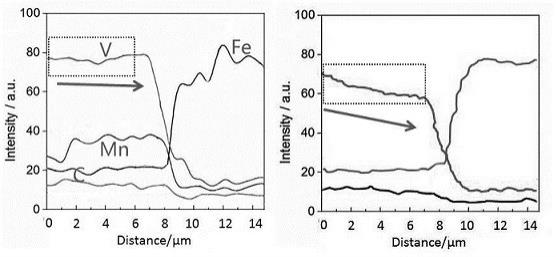
30.附图1为本发明实施例2制备的共渗层的横截面的线性能谱图。
31.附图2为本发明对比例1制备的共渗层的横截面的线性能谱图。附图3为本发明实施例2处理的金属的网格附着力测试图。
32.附图4为本发明实施例5制备获得的金属材料在3.7wt.%nacl溶液中浸泡不同时间后的极化曲线。
具体实施方式
33.为了凸显本发明熔盐共渗的强化效果,实施例1-3不对强化后的金属基材进行钝化处理,所述所有实施例和对比例使用金属基材为cr12mov钢合金。
34.实施例1一种金属硬度强化方法,于包括如下步骤:(1)选用合适含碳金属基材,并对其进行表面预处理:所述表面预处理为酸洗活化
除去氧化膜,所述活化使用的溶液为6wt.%硫酸水溶液,温度为37oc,时间为4min,清洗,放入氮气炉中,以6oc/min的速率升至500oc,保温20min。
35.(2)表面处理,形成多元复合共渗层;所述表面处理过程如下:(2.1)预先对原料进行脱水干燥处理或选用无水原料,所述原料包括有四硼酸钠、氯化钠、氯化钡、氧化钒、氧化锰、碳化硼、硝酸铈、氟化钠;(2.2)称取部分四硼酸钠、氯化钠和氯化钡混合均匀后放入坩埚中,加热,控制温度800℃,待完全熔化,依次加入氟化钠、氧化钒、氧化锰,硝酸铈并补足剩余的四硼酸钠、氯化钠和氯化钡,搅拌,待完全熔融后加入碳化硼,所述熔盐中各个成分的配比为:四硼酸钠68.5wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%、氧化钒9 wt.%、氧化锰1.9 wt.%、碳化硼6.5 wt.%、硝酸铈1.1 wt.%、氟化钠6 wt.%,然后800℃恒温30min;(2.3)将经过表面预处理的金属基材放置于坩埚炉中,以2oc/min升至910oc,处理2h;(2.4) 油淬,然后在400℃回火后空气冷却。
36.实施例2一种金属硬度强化方法,于包括如下步骤:(1)选用合适含碳金属基材,并对其进行表面预处理:所述表面预处理为酸洗活化除去氧化膜,所述活化使用的溶液为6wt.%硫酸水溶液,温度为37oc,时间为4min,清洗,放入氮气炉中,以6oc/min的速率升至500oc,保温20min。
37.(2)表面处理,形成多元复合共渗层;所述表面处理过程如下:(2.1)预先对原料进行脱水干燥处理或选用无水原料,所述原料包括有四硼酸钠、氯化钠、氯化钡、氧化钒、氧化锰、碳化硼、硝酸铈、氟化钠;(2.2)称取部分四硼酸钠、氯化钠和氯化钡混合均匀后放入坩埚中,加热,控制温度800-810℃,待完全熔化,依次加入氟化钠、氧化钒、氧化锰,硝酸铈并补足剩余的四硼酸钠、氯化钠和氯化钡,搅拌,待完全熔融后加入碳化硼,所述熔盐中各个成分的配比为:四硼酸钠68.5wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%、氧化钒9 wt.%、氧化锰1.9 wt.%、碳化硼6.5 wt.%、硝酸铈1.1 wt.%、氟化钠6 wt.%,然后805℃恒温35min;(2.3)将经过表面预处理的金属基材放置于坩埚炉中,以3.5oc/min升至940oc,处理4h;(2.4) 油淬,然后在450℃回火后空气冷却。
38.实施例3一种金属硬度强化方法,于包括如下步骤:(1)选用合适含碳金属基材,并对其进行表面预处理:所述表面预处理为酸洗活化除去氧化膜,所述活化使用的溶液为6wt.%硫酸水溶液,温度为37oc,时间为4min,清洗,放入氮气炉中,以6oc/min的速率升至500oc,保温20min。
39.(2)表面处理,形成多元复合共渗层;所述表面处理过程如下:(2.1)预先对原料进行脱水干燥处理或选用无水原料,所述原料包括有四硼酸钠、
氯化钠、氯化钡、氧化钒、氧化锰、碳化硼、硝酸铈、氟化钠;(2.2)称取部分四硼酸钠、氯化钠和氯化钡混合均匀后放入坩埚中,加热,控制温度810℃,待完全熔化,依次加入氟化钠、氧化钒、氧化锰,硝酸铈并补足剩余的四硼酸钠、氯化钠和氯化钡,搅拌,待完全熔融后加入碳化硼,所述熔盐中各个成分的配比为:四硼酸钠68.5wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%、氧化钒9 wt.%、氧化锰1.9 wt.%、碳化硼6.5 wt.%、硝酸铈1.1 wt.%、氟化钠6 wt.%,然后810℃恒温40min;(2.3)将经过表面预处理的金属基材放置于坩埚炉中,以5oc/min升至970oc,处理6h;(2.4) 油淬,然后在500℃回火后空气冷却。
40.对比例1一种金属硬度强化方法,于包括如下步骤:(1)选用合适含碳金属基材,并对其进行表面预处理:所述表面预处理为酸洗活化除去氧化膜,所述活化使用的溶液为6wt.%硫酸水溶液,温度为37oc,时间为4min,清洗,放入氮气炉中,以6oc/min的速率升至500oc,保温20min。
41.(2)表面处理,形成多元复合共渗层;所述表面处理过程如下:(2.1)预先对原料进行脱水干燥处理或选用无水原料,所述原料包括有四硼酸钠、氯化钠、氯化钡、氧化钒、碳化硼、硝酸铈、氟化钠;(2.2)称取部分四硼酸钠、氯化钠和氯化钡混合均匀后放入坩埚中,加热,控制温度800-810℃,待完全熔化,依次加入氟化钠、氧化钒,硝酸铈并补足剩余的四硼酸钠、氯化钠和氯化钡,搅拌,待完全熔融后加入碳化硼,所述熔盐中各个成分的配比为:四硼酸钠68.975wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%、氧化钒9 wt.%、碳化硼6.025 wt.%、硝酸铈1.1 wt.%、氟化钠6 wt.%,然后805℃恒温35min;(2.3)将经过表面预处理的金属基材放置于坩埚炉中,以3.5oc/min升至940oc,处理4h;(2.4) 油淬,然后在450℃回火后空气冷却。
42.由于对比例1去除了氧化锰,因此对应的还原剂氮化硼的含量也应当减少,扣除0.475wt.%,碳化硼用量为6.025 wt.%,多余的成分使用四硼酸钠补齐,为68.975wt.%。
43.表1 实施例和对比例的耐腐蚀性、硬度和结合力测试结果。
44.首先,如附图1所示,经过表面处理的金属层上附着有6-8μm的共渗层,所述v在金属表面和临接金属基材位置的钒的含量没有明显的变化,即扩散到基材内部的钒与金属表面的扩散的碳能够非常稳定的结合力,相比而言,如附图2所示,由虚框可以明显的看出,当溶液中不添加mn时,钒碳化物cv的分布具有明显的梯度,所述梯度分布并不利于镀层的硬度和结合力的稳定,如附图3所示,经过熔盐共渗处理的金属基材的表面涂层与金属基材具有高等级的附着力,对其结合力进行测试,共渗层与基材的结合力为53.4n左右,显示出较
高的结合力。
45.此外,如上表1所示,本发明制备处理的金属基材虽然能够获得较高的硬度和结合力,但是其耐腐蚀性能依然有待提高,如实施例2的腐蚀电流密度为2.63*10-4 ma/cm,还需对所述金属进行表面钝化处理,以提高其耐腐蚀性。
46.实施例4一种金属表面耐腐蚀处理方法,包括如下步骤:(1)选用合适含碳金属基材,并对其进行表面预处理:所述表面预处理为酸洗活化除去氧化膜,所述活化使用的溶液为6wt.%硫酸水溶液,温度为37oc,时间为4min,清洗,放入氮气炉中,以6oc/min的速率升至500oc,保温20min。
47.(2)表面处理,形成多元复合共渗层;所述表面处理过程如下:(2.1)预先对原料进行脱水干燥处理或选用无水原料,所述原料包括有四硼酸钠、氯化钠、氯化钡、氧化钒、氧化锰、碳化硼、硝酸铈、氟化钠;(2.2)称取部分四硼酸钠、氯化钠和氯化钡混合均匀后放入坩埚中,加热,控制温度800-810℃,待完全熔化,依次加入氟化钠、氧化钒、氧化锰,硝酸铈并补足剩余的四硼酸钠、氯化钠和氯化钡,搅拌,待完全熔融后加入碳化硼,所述熔盐中各个成分的配比为:四硼酸钠68.5wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%、氧化钒9 wt.%、氧化锰1.9 wt.%、碳化硼6.5 wt.%、硝酸铈1.1 wt.%、氟化钠6 wt.%,然后805℃恒温35min;(2.3)将经过表面预处理的金属基材放置于坩埚炉中,以3.5oc/min升至940oc,处理4h;(2.4) 油淬,然后在450℃回火后空气冷却。
48.(3)钝化处理:将经过步骤(2.4)处理的金属置于钝化液中,所述钝化液中由4g/l ce(no3)、1g/l navo3,0.1g/l naf,0.1 g/l苯丙三氮唑和去离子水组成,使用磷酸或氨水调节钝化液的ph为2.2,温度为40oc,时间25min;(4)表面清洁、干燥。
49.实施例5一种金属表面耐腐蚀处理方法,包括如下步骤:(1)选用合适含碳金属基材,并对其进行表面预处理:所述表面预处理为酸洗活化除去氧化膜,所述活化使用的溶液为6wt.%硫酸水溶液,温度为37oc,时间为4min,清洗,放入氮气炉中,以6oc/min的速率升至500oc,保温20min。
50.(2)表面处理,形成多元复合共渗层;所述表面处理过程如下:(2.1)预先对原料进行脱水干燥处理或选用无水原料,所述原料包括有四硼酸钠、氯化钠、氯化钡、氧化钒、氧化锰、碳化硼、硝酸铈、氟化钠;(2.2)称取部分四硼酸钠、氯化钠和氯化钡混合均匀后放入坩埚中,加热,控制温度800-810℃,待完全熔化,依次加入氟化钠、氧化钒、氧化锰,硝酸铈并补足剩余的四硼酸钠、氯化钠和氯化钡,搅拌,待完全熔融后加入碳化硼,所述熔盐中各个成分的配比为:四硼酸钠68.5wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%、氧化钒9 wt.%、氧化锰1.9 wt.%、碳化
硼6.5 wt.%、硝酸铈1.1 wt.%、氟化钠6 wt.%,然后805℃恒温35min;(2.3)将经过表面预处理的金属基材放置于坩埚炉中,以3.5oc/min升至940oc,处理4h;(2.4) 油淬,然后在450℃回火后空气冷却。
51.(3)钝化处理:将经过步骤(2.4)处理的金属置于钝化液中,所 述钝化液中由4.25g/l ce(no3)、1.25g/l navo3,0.2 g/l naf,0.3 g/l苯丙三氮唑和去离子水组成,使用磷酸或氨水调节钝化液的ph为2.5,温度为45oc,时间28min;(4)表面清洁、干燥。
52.实施例6一种金属表面耐腐蚀处理方法,包括如下步骤:(1)选用合适含碳金属基材,并对其进行表面预处理:所述表面预处理为酸洗活化除去氧化膜,所述活化使用的溶液为6wt.%硫酸水溶液,温度为37oc,时间为4min,清洗,放入氮气炉中,以6oc/min的速率升至500oc,保温20min。
53.(2)表面处理,形成多元复合共渗层;所述表面处理过程如下:(2.1)预先对原料进行脱水干燥处理或选用无水原料,所述原料包括有四硼酸钠、氯化钠、氯化钡、氧化钒、氧化锰、碳化硼、硝酸铈、氟化钠;(2.2)称取部分四硼酸钠、氯化钠和氯化钡混合均匀后放入坩埚中,加热,控制温度800-810℃,待完全熔化,依次加入氟化钠、氧化钒、氧化锰,硝酸铈并补足剩余的四硼酸钠、氯化钠和氯化钡,搅拌,待完全熔融后加入碳化硼,所述熔盐中各个成分的配比为:四硼酸钠68.5wt.%、氯化钠0.78 wt.%、氯化钡6.22 wt.%、氧化钒9 wt.%、氧化锰1.9 wt.%、碳化硼6.5 wt.%、硝酸铈1.1 wt.%、氟化钠6 wt.%,然后805℃恒温35min;(2.3)将经过表面预处理的金属基材放置于坩埚炉中,以3.5oc/min升至940oc,处理4h;(2.4) 油淬,然后在450℃回火后空气冷却。
54.(3)钝化处理:将经过步骤(2.4)处理的金属置于钝化液中,所述钝化液中由4.5g/l ce(no3)、1.5g/l navo3, 0.3 g/l naf, 0.5 g/l苯丙三氮唑和去离子水组成,使用磷酸或氨水调节钝化液的ph为2.8,温度为50oc,时间30min;(4)表面清洁、干燥。
55.对实施例5金属材料在3.7wt.%nacl溶液中浸泡不同时间后的极化曲线,如附图4所示,数据如下:将实施例5处理制备的样品浸泡在质量分数为3.7wt.%nacl溶液,时间点分别为新
制、浸泡20天,浸泡30天后,测试其tafel曲线,由上表可以看出,本发明制备的金属在30天内的腐蚀电压和腐蚀电流密度没有明显变化,其中随着时间的增加,腐蚀电压由-0.113v降至-0.132v,电流密度由1.89 *10-7
macm-2
升至5.182*10-7 macm-2
,即经过表面处理的金属显示出极高的耐腐蚀性,耐腐蚀电流密度的数量级维持在10-7 macm-2
,且随着时间变化,并未出现明显的起伏,即耐腐蚀寿命性能优良。
56.以上所述仅为本发明的具体实施例,并非因此限制本发明的专利范围,凡是利用本发明作的等效变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1