一种增材制造装置及方法与流程
1.本公开实施例涉及金属增材制造技术领域,尤其涉及一种增材制造装置及方法。
背景技术:
2.双金属/多金属复合材料是由两层或多层金属合金组合而成的,因兼并两种金属或多种金属的优点而具有广泛的使用性以及工艺性能,因其特殊的结构与性能,可以在实际生产中取代价格昂贵的材料或者稀缺金属。现如今已有很多双金属材料已投入生产中,例如钢板、钢筋、钢丝、钢管等。在金属材料的选择上,主要受力的构件一般都为厚度较大的金属组成,为了节约成本,主要受力的基体材料会选择较便宜的金属。根据对双金属材料/多金属材料的需求来选择不同的镀层作为另一种材料,一般镀层金属均为较珍贵或较稀有的金属材料制成,从而实现双金属材料所需的性能指标,如较强的耐磨性、耐腐蚀性或者较高的机械强度等。
3.现有的双金属/多金属加工技术有现有爆炸复合技术、轧制复合法、粉末冶金法等,首先第一由于加工方法的复杂性导致加工工艺较为繁琐,生产效率较低、成本较高;第二,大部分方法无法直接成形产品零件,需要通过焊接的方法实现整体结构件的成形,焊接中由于材料的差异导致焊接接头处性能复杂;第三采用传统方法很容易使双金属或多金属结合界面成为整个材料或结构件最薄弱的地方。现有的激光选区熔化技术,由于能量源为激光,很难成形难熔金属材料,而对于一些性能较好的结构件往往会采用难熔金属作为第二金属,同时激光打印零件残余应力较多,不利于成形脆性材料,并且由于双金属间线膨胀系数差异可能会很大,这样更容易出现应力集中,而导致结构件质量变差,影响产品成品率。
4.因此,有必要改善上述相关技术方案中存在的一个或者多个问题。
5.需要注意的是,本部分旨在为权利要求书中陈述的本公开的技术方案提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
技术实现要素:
6.本公开实施例的目的在于提供一种增材制造装置及方法,进而至少在一定程度上克服由于相关技术的限制和缺陷而导致的一个或者多个问题。
7.根据本公开实施例的第一方面,提供一种增材制造装置,包括:成形仓,内部为真空环境;成形基板,设置在所述成形仓内;电子束热源,设置于所述成形仓上方,用于提供热源;粉料仓组,至少包括两个粉料仓,分别设置在所述成形仓周侧,用于提供粉末;可移动送粉单元,设置于所述电子束热源的一侧,所述可移动送粉单元内设置至少两个精准粉料仓,用于对预设选区进行铺粉;控制单元,用于控制所述电子束热源、所述粉料仓组和所述可移动送粉单元。
8.本公开的一实施例中,所述粉料仓组有三个,包括第一粉料仓、第二粉料仓和第三粉料仓,所述第一粉料仓设置于成形仓的第一侧,用于设置第一粉末,所述第二粉料仓设置于成形仓的第二侧,用于设置第二粉末,所述第三粉料仓设置于所述第一粉料仓或第二粉料仓上方,用于设置第三粉末。
9.本公开的一实施例中,所述第三粉料仓内设置有震动单元,用于使所述第三粉料仓通过震动方式出粉。
10.本公开的一实施例中,所述可移动送粉单元设置有三个精准粉料仓,包括第一精准粉料仓、第二精准粉料仓及第三精准粉料仓,所述第一精准粉料仓、所述第二精准粉料仓及所述第三精准粉料仓分别设置所述第一粉末、所述第二粉末及所述第三粉末。
11.本公开的一实施例中,还包括吸粉单元,设置在所述可移动送粉单元上。
12.本公开的一实施例中,所述成形基板底部设置有成形基板升降单元,用于调整所述成形基板的水平高度以调整铺粉厚度,所述铺粉厚度为0.03mm~0.1mm。
13.根据本公开实施例的第二方面,还提供了一种增材制造方法,应用于上述任一项所述的增材制造装置,该方法包括:获取待打印零件模型的每层切片数据;根据所述切片数据,使用所述粉料仓组铺设粉末,使用所述可移动送粉单元在所述成型平台进行铺粉及所述预设选区铺粉。
14.本公开的一实施例中,将打印时混合的粉末根据不同的粒度进行粒度分配。
15.本公开的一实施例中,所述可移动送粉单元铺粉之前,先使用吸粉单元将预设选区内粉末吸走,所述吸粉单元可控制吸力大小,所述吸粉选区精度能达到0.02~0.05mm。
16.本公开的一实施例中,打印到过度层面时,所述电子束热源顺时针转向扫描且连续的两次扫描的夹角为45
°
~90
°
,所述过渡层面预设为m层,每层需预设扫描n次,其中,m=2~4,n=1~3。
17.本公开的实施例提供的技术方案可以包括以下有益效果:本公开的实施例中,本发明以电子束为能量源,利用其能量密度高、利用率高的优势,保证一些难熔金属、脆性材料成形的高致密度,利用电子束热源快速扫描特点,对成形基板进行预热,保证极高的零件成形温度,有利于减少不同材料由于热膨胀系数不同而导致其冷却产生残余应力过大,导致零件产生较多缺陷,极大规避了变形开裂风险。高真空洁净的环境降低了打印零件中的杂质含量,防止因杂质浓度过高导致的脆性问题恶化,而且采用多个粉料仓及可移动送粉单元,解决了双金属或多金属难加工的难题。同时可直接成形具有复杂形状的双金属构件,无需后续机加工与热处理,提高了材料的利用率,相比传统的加工工艺,极大地缩短了制造周期,节约了成本,在熔化结合界面是采用多次多层的扫描方式,有利于增加结合处的结合强度;本发明采用优化的粉末粒度分配、回收技术,提高了粉末增材制造适用性和打印质量。
附图说明
18.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据
这些附图获得其他的附图。
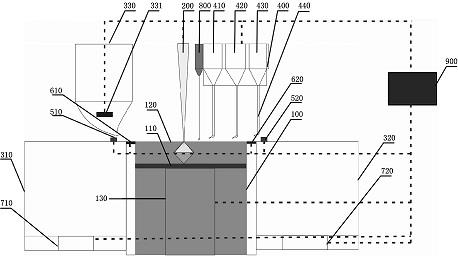
19.图1示出本公开示例性实施例中一种增材制造装置的示意图;图2示出本公开示例性实施例中增材制造方法流程图;图3示出本公开示例性实施例中筛粉单元示意图;图4示出本公开示例性实施例中一种预热区域示意图;图5示出本公开示例性实施例中粉末分级示意图;图6示出本公开示例性实施例中过渡层及扫描方式示意图。
20.100、成形仓;110、成形基板;120、成形平台;130、成形基板升降单元;200、电子束热源;310、第一粉料仓;320、第二粉料仓;330、第三粉料仓;331、震动单元;400、可移动送粉单元;410、第一精准粉料仓;420、第二精准粉料仓;430、第三精准粉料仓;510、第一刮刀单元;520、第二刮刀单元;610、第一落粉单元;620、第二落粉单元;710、第一升降单元;720、第二升降单元;800、吸粉单元;900、控制单元。
具体实施方式
21.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本公开将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。
22.此外,附图仅为本公开实施例的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。附图中所示的一些方框图是功能实体,不一定必须与物理或逻辑上独立的实体相对应。
23.本示例实施方式中首先提供了一种增材制造装置。该增材制造装置可以包括:成形仓100,所述成形仓100内设置有成形基板110,所述成形仓100正上方设置有电子束热源200,所述成形仓100外设置有粉料仓组,所述电子束热源200一侧设置有可移动送粉单元400,所述电子束热源200和所述可移动送粉单元400电连接控制单元900。
24.通过上述增材制造装置,本发明以电子束为能量源,利用其能量密度高、利用率高的优势,保证一些难熔金属、脆性材料成形的高致密度,利用电子束快速扫描特点,对成形基板110进行预热,保证极高的零件成形温度,有利于减少不同材料由于热膨胀系数不同而导致其冷却产生残余应力过大,导致零件产生较多缺陷,极大规避了变形开裂风险。高真空洁净的环境降低了打印零件中的杂质含量,防止因杂质浓度过高导致的脆性问题恶化,同时解决了双金属或多金属难加工的难题。同时可直接成形具有复杂形状的双金属构件,无需后续机加工与热处理,提高了材料的利用率。
25.下面,将参考图1对本示例实施方式中的上述增材制造装置的各个部分进行更详细的说明。
26.在一个实施例中,该增材制造装置还设置有吸粉单元800,设置在所述可移动送粉单元400上,用于吸取所述预设选区的粉末。具体的,所述可移动送粉单元400上设置有吸粉单元800,在可移动送粉单元400工作时,先在成形平台120先铺设一层粉末,然后再使用吸粉单元800将需要精准送粉的选区的粉末吸走,再用可移动送粉单元400铺设所需粉末。
27.在一个实施例中,如图1所示,所述粉料仓组有三个,包括第一粉料仓310、第二粉
料仓320和第三粉料仓330,所述第一粉料仓310设置于成形仓100的第一侧,用于设置第一粉末,所述第二粉料仓320设置于成形仓100的第二侧,用于设置第二粉末,所述第三粉料仓330设置于所述第一粉料仓310或第二粉料仓320上方,用于设置第三粉末。
28.具体的,在成形仓100两侧分别设置第一粉料仓310和第二粉料仓320,将第三粉料仓330设置在第一粉料仓310上方,第一粉料仓310、第二粉料仓320和第三粉料仓330中分别装有第一粉末、第二粉末和第三粉末。
29.在一个实施例中,如图1所示,所述第三粉料仓330内设置有震动单元331,用于所述使第三粉料仓330通过震动方式出粉。具体的,第三粉料仓330内设置震动单元331,震动单元331震动之后,会将第三粉末震落出第三粉料仓330,同时可以通过所述震动单元331精准的控制第三粉料仓330中第三粉末的出粉量。
30.在另一个实施例中,通过阀门开关控制第三粉料仓330的出粉。具体的,第三粉料仓330出口设置一阀门,通过控制阀门的开关来控制第三粉末的出粉。
31.在一个实施例中,如图1所示所述可移动送粉单元400设置有三个精准粉料仓,包括第一精准粉料仓410、第二精准粉料仓420及第三精准粉料仓430,所述第一精准粉料仓410、所述第二精准粉料仓420及所述第三精准粉料仓430分别设置所述第一粉末、所述第二粉末及所述第三粉末。
32.在一个实施例中,如图1所示,所述成形基板底110部设置有成形基板升降单元130,用于调整所述成形基板110的水平高度以调整铺粉厚度,所述控制单元900控制所述成形基板升降单元130,所述铺粉厚度为0.03mm~0.1mm。
33.具体的,在成形仓100内,所述成形基板110用于设置所述第一粉末、所述第二粉末及所述第三粉末,成形基板110底部设置有成形基板升降单元130,用于调整所述成形基板110的水平高度,所铺设的粉末与正在打印零件的上表面构成成形平台120。其中,先利用电子束热源200预热使粉末流动性变差,成形基板升降单元130再下降,保证第一刮刀单元510和第二刮刀单元520不会将成形平台120上的粉末刮走,然后再利用第一刮刀单元510和第二刮刀单元520将第一粉末、第二粉末及第三粉末刮送至成形基板110,再对选区粉末进行熔融成形,随着零件每成形一层,成形基板升降单元130便会下调一层,使成形基板110高度下降一层,直至完成打印,铺粉厚度为0.03mm~0.1mm,例如,铺粉厚度为0.1mm,此处不作具体限制。
34.在一个实施例中,如图1所示,该增材制造装置还包括第一刮刀单元510和第二刮刀单元520;所述第一刮刀单元510设置与所述第一粉料仓310与所述成形仓100之间,所述第二刮刀单元520设置与所述第二粉料仓320与所述成形仓100之间,所述控制单元900控制所述第一刮刀单元510与所述第二刮刀单元520。
35.具体的,成形仓100与第一粉料仓310之间设置第一刮刀单元510,成形仓100与第二粉料仓320之间设置第二刮刀单元520;其中,第一刮刀单元510工作时,第一刮刀单元510移动到第一粉料仓310处,将第一粉料仓310内的第一粉末刮送至成形基板110进行铺粉;第二刮刀单元520工作时,第二刮刀单元520移动到第二粉料仓320处,将第二粉料仓内320的第二粉末刮送至成形基板110进行铺粉。
36.在一个实施例中,如图1所示,该增材制造装置还包括第一落粉单元610和第二落粉单元620,所述第一落粉单元610设置于所述成形仓100与所述第一刮刀单元510之间,所
述第二落粉单元620设置于所述成形仓100与所述第二刮刀单元520之间,所述控制单元900控制所述第一落粉单元610和所述第二落粉单元620。
37.具体的,成形仓100与第一刮刀单元510之间设置第一落粉单元610,成形仓100与第二刮刀单元520之间设置第二落粉单元620。第一落粉单元610与第二落粉单元620关闭时,连接成形仓100和第一粉料仓310与第二粉料仓320,确保粉末可以从第一落粉单元610与第二落粉单元620的上表面通过。其中,当第一刮刀单元510移动时,第一落粉单元610关闭,第二落粉单元620打开,第一刮刀单元510将第一粉末或第三粉末刮送至成形基板110后,继续刮送粉末至第二落粉单元620处,多余粉末从第二落粉单元620处落下,与此同时所述第二刮刀单元520不移动;同理,当第二刮刀单元520移动时,所述第二落粉单元620关闭,所述第一落粉单元610打开,第二刮刀单元520将第二粉末或第三粉末刮送至成形基板110后,继续刮送粉末至第一落粉单元610处,多余粉末从第一落粉单元610处落下,与此同时且所述第一刮刀单元510不移动。
38.在一个实施例中,如图1所示,所述第一粉料仓310内设置第一升降单元710,所述第二粉料仓320内设置第二升降单元720,所述控制单元900控制所述第一粉料仓310。
39.具体的,在第一粉料仓底310部设置有第一升降单元710,用于调整第一粉料仓310高度,在第二粉料仓底320部设置有第二升降单元720,用于调整第二粉料仓320高度。第一升降单元710调整第一粉料仓310高度,将第一粉末推出第一粉料仓310,然后由第一刮刀单元510将第一粉末刮送至成形平台120;同理,第二升降单元720调整第二粉料仓320高度,将第二粉末推出第二粉料仓320,然后由第二刮刀单元520将第二粉末刮送至成形平台120。
40.在一个实施例中,如图3所示,所述第一落粉单元610和所述第二落粉单元620内均设置筛粉单元,用于将打印时混合的粉末进行筛分,并回收利用粉末。
41.具体的,如图3所示,以第一落粉单元610为例,假设根据粉末不同的粒度区间设置7层相对应直径网孔的筛网,第二刮刀单元520将混合的粉末刮落到第一落粉单元610后,不同粒度区间的粉末经过筛网1至筛网7时,粒度小的粉末先被筛出,粒度大的粉末后被筛出;其中,方案一排布的筛网,粉末在筛网上的速度均匀,方案二排布的筛网,粉末在筛网上的速度先快后慢,方案三排布的筛网,粉末在筛网上的速度先慢后快。
42.通过上述装置,本发明以电子束为能量源,利用其能量密度高、利用率高的优势,保证一些难熔金属、脆性材料成形的高致密度,利用电子束快速扫描特点,对成形基板进行预热,保证极高的零件成形温度,有利于减少不同材料由于热膨胀系数不同而导致其冷却产生残余应力过大,导致零件产生较多缺陷,极大规避了变形开裂风险。高真空洁净的环境降低了打印零件中的杂质含量,防止因杂质浓度过高导致的脆性问题恶化,同时解决了双金属或多金属难加工的难题。同时可直接成形具有复杂形状的双金属构件,无需后续机加工与热处理,提高了材料的利用率,相比传统的加工工艺,极大地缩短了制造周期,节约了成本。
43.本示例实施方式中还提供了一种双金属或多金属增材制造方法,应用于上述发明所述的增材制造装置,参考图2所示,该方法步骤可以包括:步骤s101~步骤s102步骤s101:获取待打印零件模型的每层切片数据;具体的,先构建三维模型,然后对该模型进行切片处理,切成若干切层,根据每层切层的粉末占比生产切层数据。
44.步骤s102:根据所述切片数据,使用所述粉料仓组铺设粉末,使用所述可移动送粉单元400在所述预设选区进行铺粉。
45.具体的,开始打印时,先预热成形基板110,根据切层数据与扫描路径数据进行铺粉和熔化扫描,使用所述粉料仓组和所述可移动送粉单元400进行铺粉。
46.在一个实施例中,假设先铺设第一粉末,此时第一落粉单元610关闭、第二落粉单元620打开、第二刮刀单元520不移动,第一刮刀单元510将第一粉料仓中310的第一粉末刮送至成形基板110,同时可移动送粉单元400配合将第二粉末送至选区;在铺设第二粉末时,此时第二落粉单元620关闭、第一落粉单元610打开、第一刮刀单元510不移动,第二刮刀单元520将第二粉料仓320中的第二粉末刮送至成形基板110。
47.另外,如图4所示,假设第一粉末为a1,第二粉末为a2,打印到当前切片层时,第一粉末a1的占比大于或等于第二粉末a2占比,则启用所述第一粉料仓310、所述第一刮刀单元510及所述第二落粉单元620,将所述第一粉末均匀铺设在已经预热的所述成形基板110上,然后再通过可移动送粉单元400将第二粉末铺在预设选区,再对该切片层进行熔化扫描;当第一粉末的占比小于第二粉末占比,则启用所述第二粉料仓320、所述第二刮刀单元520及所述第一落粉单元610,将所述第二粉末均匀铺设在已经预热的所述成形基板110上,然后再通过可移动送粉单元400将第一粉末铺在预设选区,再对该切片层进行熔化扫描。
48.在一个实施例中,参考图5所示,该方法还包括:将打印时混合的粉末根据粉末不同的粒度对粉末进行粒度分配。
49.具体的,金属粉末的形状为球形,球形度>90%,质量纯度不小于99.9%,如图5所示,假设所用金属粉末粒度区间为30~180μm,根据需求粒度区间可分为n(n=q(等级数)
×
p(材料数))等份,p=2~5,每段粒度区间标记为,其中=150μm,每段粒度区间间隔=2~10μm,a1金属粉末粒径区间为,a2金属材料粉末粒径区间为,a3金属材料粉末粒径区间为,级配后的粉末松装密度≧50%的理论密度,流动性≤25s/50g,具体举例如下,例如,现在有a1、a2两种粉末,选取间隔=3μm,在打印之前,筛选a1的粒度为30~52μm、80~102μm和130~152μm区间的粉末作为基础粉末进行打印,筛选a2的粒度为55~77μm、105~127μm和155~180μm区间的粉末作为基础粉末进行打印,在粉末混合后,只需要按照固定的粒度区间就可以将a1、a2两种粉末区分开,同时,a1粉末55~77μm、105~127μm和155~180μm粒度区间,a2粉末30~52μm、80~102μm和130~152μm粒度区间的粉末也可以作为其他打印的基础粉末,这种方法既不会造成粉末的浪费,有利于不同粉末的回收,又不会降低粉末的打印质量。
50.在一个实施例中,所述可移动送粉单元400铺粉之前,先使用吸粉单元800将预设选区内粉末吸走,所述吸粉单元800可控制吸力大小,所述吸粉选区精度能达到0.02~0.05mm。
51.具体的,在打印时,铺设一层粉末后,需要使用可移动送粉单元400送粉时,先使用吸粉单元800将需要精准铺粉选区的基础粉进行微清理,然后再用可移动送粉单元400铺设粉末,吸粉单元800的吸力大小可以根据实际粉末烧结后的情况调节吸力,其中,所述吸粉选区精度能达到0.02~0.05mm,例如所述吸粉选区精度能达到0.02mm,但不作具体限制。
52.在一个实施例中,如图6所示,打印到过度层面时,所述电子束热源顺200时针转向
扫描且连续的两次扫描的夹角为45
°
~90
°
,所述过渡层面预设为m层,每层需预设扫描n次,其中,m=2~4,n=1~3。
53.具体的,打印到过渡层面时,若第一粉末与第二粉末物化性能差异较大,两者间无法通过电子束熔融方法产生冶金结合,则第三粉末可以为过渡元素、第一粉末与第二粉末的混合粉末或者为第一粉末与第二粉末的合金粉末。在过渡面层中,若第三粉末占比大于或等于第一粉末和第二粉末,则启用所述第三粉料仓330、所述可移动送粉单元400中的第一精准粉料仓410和/或第二精准粉料仓420对过渡层面进行铺粉,先用震动单元331将第三粉末震落,再用第一刮刀单元510或第二刮刀单元520将第三粉末刮送至成形基板110,然后再用可移动送粉单元400将第一粉末、第二粉末送至指定区域进行熔融;若第三粉末占比小于第一粉末和第二粉末,则启用第三精准粉料仓430、第一粉料仓310和/或第二粉料仓320对过渡层面进行铺粉,先用第一刮刀单元510或第二刮刀单元520将第一粉末或第二粉末刮送至成形基板110,然后再由可移动送粉单元400将第三粉末送至指定区域。同时,假设过渡层面层数m=3,每层扫描次数n=3,连续的两次扫描的夹角为45度,在此不作具体限制,n次的扫描路径分别为l1、l2
······
ln,即为l1、l2、l3,电子束热源200顺时针且两次扫描相隔45度扫描,其中,层数与扫描次数依据材料间固溶扩散速率而定,有利于增加结合处的结合强度。
54.综合上述方法,本发明以电子束为能量源,利用其能量密度高、利用率高的优势,保证一些难熔金属、脆性材料成形的高致密度,利用电子束快速扫描特点,对成形基板进行预热,保证极高的零件成形温度,有利于减少不同材料由于热膨胀系数不同而导致其冷却产生残余应力过大,导致零件产生较多缺陷,极大规避了变形开裂风险。高真空洁净的环境降低了打印零件中的杂质含量,防止因杂质浓度过高导致的脆性问题恶化,同时解决了双金属或多金属难加工的难题。高真空洁净的环境降低了打印零件中的杂质含量,防止因杂质浓度过高导致的脆性问题恶化,还解决了双金属或多金属难加工的难题。同时可直接成形具有复杂形状的双金属构件,无需后续机加工与热处理,提高了材料的利用率,相比传统的加工工艺,极大地缩短了制造周期,节约了成本。而且在熔化结合界面是采用多次多层的扫描方式,有利于增加结合处的结合强度。本发明采用优化的粉末粒度分配、回收技术,提高了粉末增材制造适用性和打印质量。
55.需要理解的是,上述描述中的术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底
”ꢀ“
内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本公开实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本公开实施例的限制。
56.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本公开实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
57.在本公开实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两
个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本公开中的具体含义。
58.在本公开实施例中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
59.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本公开的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
60.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1