一种镍基铸态钎焊粉末的制备方法
1.本发明涉及焊料制备技术领域,尤其涉及一种镍基铸态钎焊粉末的制备方法。
背景技术:
2.在当前镍基高温合金钎焊研究中,普遍采用ni-cr-b或ni-cr-si-b合金钎料,通过添加b和/或si并适当调整其添加量来达到降低熔点的效果,通过适当增加w和/或mo等元素提升高温强度,但是b、si、w和mo的添加会使焊料在熔炼过程中易形成富集相,如硬脆的富si共晶相,活跃的b易在晶界处形成硼化物相,使得焊料在进行熔炼时由于成分不均匀,而导致制备得到的铸态焊料硬而脆。
3.在进行制粉时,现有技术通常采用的气雾化制粉、旋转电极制粉等方式对铸态焊料的尺寸精度、表面状态和铸件缺陷等要求极高,为达到相应要求,需在熔炼、机械加工等方面进行严格控制,制备成本高,且在上述制粉过程中,铸态钎料中存在的富集相不易消除。
技术实现要素:
4.本发明的目的在于提供了一种镍基铸态钎焊粉末的制备方法。所述制备方法制备得到的镍基铸态钎焊粉末成本低且能够有效消除富集相。
5.为了实现上述发明目的,本发明提供以下技术方案:
6.本发明提供了一种镍基铸态钎焊粉末的制备方法,包括以下步骤:
7.将镍基铸态钎料取屑后,进行球磨,得到所述镍基铸态钎焊粉末;
8.所述镍基铸态钎料包括b和/或si,还包括w和/或mo。
9.优选的,当所述镍基铸态钎料包括b时,所述b在镍基铸态钎料中的质量百分含量为1.0~4.0%;
10.当所述镍基铸态钎料包括si时,所述si在镍基铸态钎料中的质量百分含量为0.5~4.0%;
11.当所述镍基铸态钎料包括w时,所述w在镍基铸态钎料中的质量百分含量为3.5~6.5%;
12.当所述镍基铸态钎料包括mo时,所述mo在镍基铸态钎料中的质量百分含量为3.0~7.0%。
13.优选的,所述镍基铸态钎料,按质量百分比计,包括以下组分:c0.05~0.1%,si 2.5~4.0%,mo 3.0~4.0%,ti 7.0~8.0%,al 2.5~6.5%,b 1.0~2.5%,co 9.0~10.0%,fe 0.05~0.20%,hf0.1~1.5%,re 0.02~0.2%,ta 0.02~0.2%,w3.5~4.5%、cr 1.0~13.5%和余量ni。
14.优选的,所述取屑采用的车床主轴转速为40~60r/min,进给量为0.008~0.012mm/r,吃刀量为0.4~0.5mm。
15.优选的,所述球磨的转速为400~500r/min,时间为7~9h,球料比为(10~12):1。
9.0~10.0%,fe 0.05~0.20%,hf0.1~1.5%,re 0.02~0.2%,ta0.02~0.2%,w 3.5~4.5%、cr 1.0~13.0%和余量ni;更优选包括以下组分:c0.06~0.08%,si 3.0~3.4%,mo 3.2~3.5%,ti 7.3~7.6%,al 2.8~6.2%,b1.3~2.1%,co 9.6~10.0%,fe 0.13~0.18%,hf0.6~1.2%,re 0.07~0.16%,ta0.07~0.13%,w 3.8~4.2%、cr 1.1~12.0%和余量ni。
39.本发明对所述镍基铸态钎料的制备过程没有任何特殊的限定,采用本领域技术人员熟知的过程进行常规制备即可。
40.在本发明中,所述取屑优选采用车床对所述镍基铸态钎料进行取屑;所述取屑采用的车床主轴转速优选为40~60r/min,更优选为45~55r/min,最优选为48~52r/min;进给量优选为0.008~0.012mm/r,更优选为0.009~0.011mm/r;吃刀量优选为0.4~0.5mm,更优选为0.43~0.45mm。
41.在本发明中,所述球磨的转速优选为400~500r/min,更优选为420~480r/min,最优选为430~450r/min;时间优选为7~9h,更优选为7.6~8.2h;球料比优选为(10~12):1,更优选为(10.8~11.5):1。在本发明中,所述球料比为球磨珠的质量与镍基铸态钎料的质量比。在本发明中,所述球磨的方式优选为湿法球磨;所述湿法球磨的球磨介质优选为无水乙醇;本发明对所述无水乙醇的用量没有任何特殊的限定,采用本领域技术人员熟知的用量即可。在本发明中,所述无水乙醇的作用是为了防止球磨过程中产生过热的现象。在本发明中,所述球磨优选在行星球磨机中进行。
42.所述球磨后,本发明还优选包括干燥,所述干燥的温度优选为80℃,时间优选为8~10h。在本发明中,所述干燥优选在烘箱中进行。
43.所述干燥完成后,本发明还优选包括过筛,所述过筛的筛网直径优选为100~200目,更优选为120~180目。
44.下面结合实施例对本发明提供的镍基铸态钎焊粉末的制备方法进行详细的说明,但是不能把它们理解为对本发明保护范围的限定。
45.实施例1
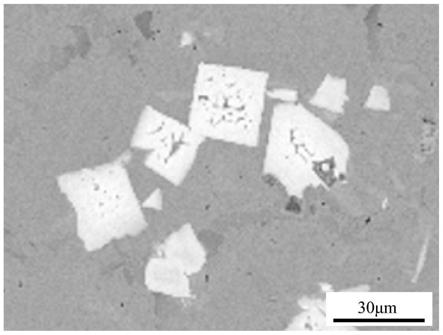
46.镍基铸态钎料的组成:c 0.1%,si 3.5%,mo 3.5%,ti 7.5%,al 3.2%,b 1.8%,co 9.5%,fe 0.15%,hf0.6%,re 0.08%,ta 0.09%,w4.0%、cr 11.5%和余量ni,显微组织如图1所示(所述镍基铸态钎料中存在大量的由si、mo和w等富集形成的骨架状富si共晶相,即富集相);
47.采用车床对所述镍基铸态钎料进行取屑,所述车床主轴转速为50r/min,进给量为0.01mm/r,吃刀量为0.5mm;在行星球磨机上使用碳化钨球磨罐和球磨珠进行球磨,球磨介质为无水乙醇,球料比为10:1,转速为400r/min,时间为8h;将球磨后的物料置于烘箱中80℃干燥8h后,过160目网筛,得到所述镍基铸态钎焊粉末;
48.图2为所述镍基铸态钎焊粉末的背散射电子图像,由图2可知,制备得到的镍基铸态钎焊粉末的粒度较为均匀,且相对于图1来说,铸态钎料中存在的大块骨架状富si共晶相球磨相显著减少;
49.实施例2
50.镍基铸态钎料的组成:c 0.1%,si 2.5%,mo 3.5%,ti 7.5%,al 3.2%,b 1.5%,co 9.5%,fe 0.15%,hf0.6%,re 0.08%,ta 0.09%,w 4.0%、cr 13.5%和余量
ni,显微组织如图3所示(所述镍基铸态钎料中存在大量的由si、mo和w等富集形成的骨架状富si共晶相,即富集相);
51.采用车床对所述镍基铸态钎料进行取屑,所述车床主轴转速为50r/min,进给量为0.01mm/r,吃刀量为0.5mm;在行星球磨机上使用碳化钨球磨罐和球磨珠进行球磨,球磨介质为无水乙醇,球料比为10:1,转速为400r/min,时间为8h;将球磨后的物料置于烘箱中80℃干燥8h后,过160目网筛,得到所述镍基铸态钎焊粉末;
52.图4为所述镍基铸态钎焊粉末的背散射电子图像,由图4可知,制备得到的镍基铸态钎焊粉末的粒度较为均匀,且相对于图3来说,铸态钎料中存在的大块骨架状富si共晶相球磨相显著减少。
53.实施例3
54.镍基铸态钎料的组成:c 0.1%,si 3.5%,mo 3.5%,ti 7.5%,al 3.2%,b 1.0%,co 9.5%,fe 0.15%,hf0.6%,re 0.08%,ta 0.09%,w 4.0%、cr 13.0%和余量ni,显微组织如图5所示(所述镍基铸态钎料中存在大量的由si、mo和w等富集形成的骨架状富si共晶相,即富集相);
55.采用车床对所述镍基铸态钎料进行取屑,所述车床主轴转速为52r/min,进给量为0.011mm/r,吃刀量为0.45mm;在行星球磨机上使用碳化钨球磨罐和球磨珠进行球磨,球磨介质为无水乙醇,球料比为10:1,转速为500r/min,时间为8.2h;将球磨后的物料置于烘箱中80℃干燥9h后,过160目网筛,得到所述镍基铸态钎焊粉末;
56.图6为所述镍基铸态钎焊粉末的背散射电子图像,由图6可知,制备得到的镍基铸态钎焊粉末的粒度较为均匀,且相对于图5来说,铸态钎料中存在的大块骨架状富si共晶相球磨相显著减少。
57.测试例1
58.将实施例1制备得到的镍基铸态钎焊粉末对镍基高温合金进行钎焊,所述镍基高温合金的组成为cr 2.5%,al 6.5%,mo 8.0%,re 0.9%,hf0.1%,ta 1.0~4.5%,c 0.1%和余量ni;钎焊的温度为1240℃,保温时间为40min;
59.图7为得到的焊缝的显微组织照片,由图7可知,钎焊焊缝饱满,等温凝固区较宽,铸态钎料中的大块骨架状富si共晶相显著减少;
60.按照gb/t 228.2-2015《金属材料拉伸试验第2部分:高温试验方法》对钎焊接头进行拉伸性能测试,所述钎焊接头在760℃的抗拉强度为737mpa,980℃的抗拉强度为387mpa。
61.对比例1
62.镍基铸态钎料的组成:c 0.05%,si 2.9%,mo 2.4%,al 4.9%,b 1.2%,hf 1.42%,w 4.2%、cr 1.2%和余量的ni;所述镍基铸态钎料中的mo、si和b的含量较实施例1显著减少;
63.采用气雾化制粉的方式,对所述镍基铸态钎料进行制粉,所述气雾化制粉的条件为:雾化介质为氩气,雾化压力1.8mpa,喷嘴结构为环缝式,环缝宽度0.8mm,雾化夹角39
°
,漏管直径8mm,得到镍基铸态钎焊粉末;
64.图8为所述镍基铸态钎焊粉末的显微组织照片,由图8可知,所述镍基铸态钎焊粉末中有明显的富集相。
65.测试例2
66.将对比例1制备得到的镍基铸态钎焊粉末对镍基高温合金进行钎焊,所述镍基高温合金的组成为:cr 2.5%,al 6.5%,mo 8.0%,re 0.9%,hf0.1%,ta 1.0~4.5%,c 0.1%和余量ni;钎焊的温度为1240℃,保温时间为40min;
67.图9为得到的焊缝的显微组织照片,由图9可知,焊缝中存在规则的块状富集相,该富集相韧性差,不利于接头的力学性能;
68.按照gb/t 228.2-2015《金属材料拉伸试验第2部分:高温试验方法》对钎焊接头进行拉伸性能测试,所述钎焊接头在760℃的抗拉强度为527mpa,比测试例1中焊接接头760℃时的抗拉强度下降了210mpa。
69.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1