一种高牌号硅钢用连铸结晶器保护渣及其制备方法和应用与流程
1.本发明涉及冶金技术领域,具体涉及一种高牌号硅钢用连铸结晶器保护渣及其制备方法和应用。
背景技术:
2.高牌号硅钢具有铁损低、能效高等优点,广泛应用于家电、汽车、发电、电机等领域。近年来,随着电机能效提升和新能源汽车发展,市场对高牌号无取向硅钢的需求显著增长,对硅钢性能也提出了更高要求,如更低铁损、更薄规格、更高磁感等。这就需要开发更高si、al含量的硅钢产品,而si、al含量的提高对连铸结晶器保护渣提出了更高要求,需要保护渣在高速连铸过程中保持良好的润滑和传热效果,确保连铸坯表面质量。否则在连铸高拉速生产时坯料表面易出现鼓肚、凹陷、裂纹等问题。
3.现有技术公开了一种高牌号硅钢的保护渣,其组成成分质量百分比:sio
2 32-34%、cao 26-28%、al2o
3 8-10%、mgo≤1%、fe2o3≤1%、f 4-6%、k2o+na2o+li2o 12-14%、c 2-4%。该保护渣采用低熔点、低粘度保护渣,虽然成渣速度快,具有良好的铺展性,然而其碱度高,不利于保护渣中玻璃相的形成,散热慢,从而存在漏钢风险,且过高的碱度无法有效抑制高牌号硅钢在连铸时铸坯表面易出现凹陷和裂纹的现象。
技术实现要素:
4.本发明的目的在于克服现有连铸结晶器保护渣无法有效抑制高牌号硅钢在连铸时铸坯表面易出现凹陷和裂纹现象的缺陷,进而提供一种高牌号硅钢用连铸结晶器保护渣及其制备方法和应用。
5.为达到上述目的,本发明采用如下技术方案:
6.一种高牌号硅钢用连铸结晶器保护渣,所述保护渣包括如下质量百分比的化学成分:sio2:40-45%、cao:20-27%、mgo:1.0-2.5%、al2o3:1-3%、na2o:12-16%、f:10-13%、c:1-3%,其余为不可避免的杂质;
7.其中所述保护渣的二元碱度cao/sio2为0.5-0.6,熔点为950-1000℃,1300℃下的粘度为0.25-0.35pa
·
s。
8.进一步优选的,所述保护渣包括如下质量百分比的化学成分:sio2:42%、cao:23%、mgo:1.8%、al2o3:2%、na2o:14%、f:12%、c:2%,其余为不可避免的杂质。
9.cao、sio2:在本发明所述的一种高牌号硅钢用连铸结晶器保护渣中,以cao-sio2二元系作为基础渣系,考虑到碱度cao/sio2与粘度、熔点的关系,碱度cao/sio2上限控制在0.60。cao/sio2碱度太低会造成粘度上升明显,不利于增加保护渣渣耗及形成良好的润滑性能,cao/sio2下限控制在0.50。为了碱度cao/sio2控制在0.50~0.60范围内及保证保护渣主要成分配比,cao质量百分配比控制为20-27%,sio2的质量百分比控制为40-45%。
10.al2o3:对于本发明所述的一种高牌号硅钢用连铸结晶器保护渣而言,低al2o3含量有利于保护渣吸收al2o3夹杂物后保持稳定性能,因此,保护渣中该成分尽可能控制在较低
水平。基于此,在本发明所述保护渣中控制al2o3的质量百分比在1~3%。
11.mgo:对于本发明所述的一种高牌号硅钢用连铸结晶器保护渣而言,mgo会升高保护渣熔点。因此,mgo的质量百分比控制在1.0~2.5%。
12.na2o:在本发明所述的一种高牌号硅钢用连铸结晶器保护渣中,na2o是保护渣中的助熔剂,可有效降低保护渣的熔点和粘度。因此,na2o质量百分比控制在12%~16%。
13.f:在本发明所述的一种高牌号硅钢用连铸结晶器保护渣中,f会降低保护渣粘度及熔点,因此,f含量应控制在较高水平,质量百分比控制在10~13%。
14.c:对于本发明所述的一种高牌号硅钢用连铸结晶器保护渣而言,为控制保护渣在钢水表面的稳定熔化并保持一定的粉渣层厚度(可起到绝热保温的效果),炭质材料必不可少。因为c是一种高熔点物质,可防止熔化的保护渣小液滴聚集,且低c含量可增大液渣膜厚度,提高润滑效果,防止高牌号硅钢铸坯表面增碳,因此,c的加入量控制在1~3%。
15.优选的,所述高牌号硅钢包括如下质量百分比的化学成分:c:≤0.0030%、si:2.50-3.20%、mn:0.10-0.30%、p:≤0.025%、s:≤0.004%、al:0.50-1.00%、sn:0.025-0.050%,其余为fe和不可避免的杂质。进一步优选的,所述高牌号硅钢包括如下质量百分比的化学成分:c:0.0001-0.0030%、si:2.50-3.20%、mn:0.10-0.30%、p:0.0001-0.025%、s:0.0001-0.004%、al:0.50-1.00%、sn:0.025-0.050%,其余为fe和不可避免的杂质。
16.本发明还提供一种上述所述的连铸结晶器保护渣的制备方法,包括如下步骤:
17.s1:按配方比例称取除碳质材料外的原料,将其混合得到混合料,然后对混合料进行预熔化处理,得到预熔后的混合料;
18.s2:将预熔后的混合料进行降温、粉碎,得到基料;
19.s3:在基料中加入碳质材料、粘结剂、水进行混合,得到浆料;
20.s4:对浆料进行喷雾造粒,干燥、烘烤,得到所述连铸结晶器保护渣。
21.优选的,步骤s1中所述预熔化温度为1450-1600℃,保温时间1-2h。
22.可以理解的,预熔后的混合料具有很高的温度,为了对预熔后的混合料进行粉碎需要对混合料进行降温,本发明不对降温的温度做具体限定,优选的,降温至室温,降温的方式可采用水冷降温,当采用水冷降温方式时,可以理解的,需要对粉碎后的混合料进行干燥以除去混合料中的水分。
23.优选的,步骤s3中所述粘结剂选自淀粉、糊精、羧甲基纤维素中的一种或多种;粘结剂的加入量为基料质量的2-3%。
24.优选的,步骤s3中所述的基料与水的质量比为1:(2.5-3.0)。
25.优选的,步骤s4中所述干燥温度为10-40℃,干燥时间为5-20s,烘烤温度为100-200℃,烘烤时间3-4h。
26.优选的,所述连铸结晶器保护渣的粒度不小于100目。可选的,连铸结晶器保护渣的粒度可为100-200目。
27.可选的,保护渣原料选自硅酸钙精炼渣、铝酸钙精炼渣、石灰石、铝矾土、氟化钠、镁砂、石英砂、萤石和碳质材料,可选的,碳质材料可为石墨。
28.本发明还提供上述所述的连铸结晶器保护渣或上述所述的制备方法制备得到的保护渣在高牌号硅钢的连铸生产中的应用。可选的,连铸生产中,拉速控制在0.8-1.2m/
min。
29.优选的,所述高牌号硅钢包括如下质量百分比的化学成分:c:≤0.0030%、si:2.50-3.20%、mn:0.10-0.30%、p:≤0.025%、s:≤0.004%、al:0.50-1.00%、sn:0.025-0.050%,其余为fe和不可避免的杂质。
30.本发明的有益效果:
31.本发明提供的连铸结晶器保护渣,针对高牌号硅钢材料,通过特定组分和含量的控制,其中采用低碳含量一方面减少连铸增碳,另一方面提高保护渣熔化速率;低al2o3含量有利于保护渣吸收al2o3夹杂物后保持稳定的性能;高na2o、高f有利于降低熔点,设计出一种低熔点、低粘度、低碱度结晶器保护渣,低熔点确保结晶器内保护渣形成稳定的三层结构,并且具有较深的液渣层厚度;低粘度确保保护渣渣耗增加,润滑效果良好;低碱度有利于增加玻璃相比例,促进散热,减小漏钢风险,三者共同作用,保证高牌号硅钢连铸高拉速生产时铸坯表面缺陷发生率低,降低了铸坯表面凹陷和裂纹发生率,提高了铸坯质量。
具体实施方式
32.提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近似的产品,均落在本发明的保护范围之内。
33.实施例中未注明具体实验步骤或条件者,按照本领域内的文献所描述的常规实验步骤的操作或条件即可进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规试剂产品。
34.实施例1
35.本实施例提供一种高牌号硅钢用连铸结晶器保护渣,由如下质量百分比的化学成分组成:sio2:40%、cao:20%、mgo:2.5%、al2o3:3%、na2o:16%、f:13.0%、c:3%,其余为不可避免的杂质;
36.其中所述保护渣的二元碱度cao/sio2为0.5,熔点为950℃,1300℃下的粘度为0.25pa
·
s。
37.所述保护渣的制备方法包括如下步骤:
38.s1:按上述配方比例称取硅酸钙精炼渣、铝酸钙精炼渣、石灰石、铝矾土、氟化钠、镁砂、石英砂、萤石,将其放入混料机内充分混合,得到混合料,然后将混合料加入熔化炉中进行预熔化,预熔化温度为1450℃,保温时间1.0h,得到预熔后的混合料;
39.s2:将预熔后的混合料降温至室温,粉碎,得到基料;
40.s3:在基料中加入石墨,淀粉粘结剂(淀粉粘结剂的加入量为基料质量的2%),水(基料与水的质量比为1:2.5),混合均匀,得到浆料;
41.s4:将浆料通过高压喷枪喷出,在喷雾造粒塔内进行喷雾造粒,造粒结束后进行干燥、烘烤、筛分,得到所述连铸结晶器保护渣;所述干燥温度为10℃,干燥时间为20s,所述烘烤温度为100℃,烘烤时间为3h,所述连铸结晶器保护渣的粒度为100目。
42.实施例2
43.本实施例提供一种高牌号硅钢用连铸结晶器保护渣,由如下质量百分比的化学成
分组成:sio2:42%、cao:23%、mgo:1.8%、al2o3:2%、na2o:14%、f:12.0%、c:2%,其余为不可避免的杂质;
44.其中所述保护渣的二元碱度cao/sio2为0.55,熔点为970℃,1300℃下的粘度为0.3pa
·
s。
45.所述保护渣的制备方法包括如下步骤:
46.s1:按上述配方比例称取硅酸钙精炼渣、铝酸钙精炼渣、石灰石、铝矾土、氟化钠、镁砂、石英砂、萤石,将其放入混料机内充分混合,得到混合料,然后将混合料加入熔化炉中进行预熔化,预熔化温度为1500℃,保温时间1.5h,得到预熔后的混合料;
47.s2:将预熔后的混合料降温至室温,粉碎,得到基料;
48.s3:在基料中加入石墨,糊精粘结剂(糊精粘结剂的加入量为基料质量的2.5%),水(基料与水的质量比为1:2.7),混合均匀,得到浆料;
49.s4:将浆料通过高压喷枪喷出,在喷雾造粒塔内进行喷雾造粒,造粒结束后进行干燥、烘烤、筛分,得到所述连铸结晶器保护渣;所述干燥温度为25℃,干燥时间为15s,所述烘烤温度为150℃,烘烤时间为3.5h,所述连铸结晶器保护渣的粒度为120目。
50.实施例3
51.本实施例提供一种高牌号硅钢用连铸结晶器保护渣,由如下质量百分比的化学成分组成:sio2:45%、cao:27%、mgo:1.0%、al2o3:1%、na2o:12%、f:11.0%、c:1%,其余为不可避免的杂质;
52.其中所述保护渣的二元碱度cao/sio2为0.60,熔点为1000℃,1300℃下的粘度为0.35pa
·
s。
53.所述保护渣的制备方法包括如下步骤:
54.s1:按上述配方比例称取硅酸钙精炼渣、铝酸钙精炼渣、石灰石、铝矾土、氟化钠、镁砂、石英砂、萤石,将其放入混料机内充分混合,得到混合料,然后将混合料加入熔化炉中进行预熔化,预熔化温度为1500℃,保温时间2.0h,得到预熔后的混合料;
55.s2:将预熔后的混合料降温至室温,粉碎,得到基料;
56.s3:在基料中加入石墨,羧甲基纤维素粘结剂(羧甲基纤维素粘结剂的加入量为基料质量的3%),水(基料与水的质量比为1:3),混合均匀,得到浆料;
57.s4:将浆料通过高压喷枪喷出,在喷雾造粒塔内进行喷雾造粒,造粒结束后进行干燥、烘烤、筛分,得到所述连铸结晶器保护渣;所述干燥温度为40℃,干燥时间为5s,所述烘烤温度为200℃,烘烤时间为4h,所述连铸结晶器保护渣的粒度为150目。
58.对比例1
59.本对比例提供一种连铸结晶器保护渣,由如下质量百分比的化学成分组成:sio2:35%、cao:32%、mgo:4.0%、al2o3:5%、na2o:8%、f:7.0%、c:5%,其余为不可避免的杂质;
60.其中所述保护渣的二元碱度cao/sio2为0.91,熔点为1150℃,1300℃下的粘度为0.55pa
·
s。
61.所述保护渣的制备方法包括如下步骤:
62.s1:按上述配方比例称取硅酸钙精炼渣、铝酸钙精炼渣、石灰石、铝矾土、氟化钠、镁砂、石英砂、萤石,将其放入混料机内充分混合,得到混合料,然后将混合料加入熔化炉中进行预熔化,预熔化温度为1450℃,保温时间1.0h,得到预熔后的混合料;
63.s2:将预熔后的混合料降温至室温,粉碎,得到基料;
64.s3:在基料中加入石墨,淀粉粘结剂(淀粉粘结剂的加入量为基料质量的2%),水(基料与水的质量比为1:2.5),混合均匀,得到浆料;
65.s4:将浆料通过高压喷枪喷出,在喷雾造粒塔内进行喷雾造粒,造粒结束后进行干燥、烘烤、筛分,得到所述连铸结晶器保护渣;所述干燥温度为10℃,干燥时间为20s,所述烘烤温度为100℃,烘烤时间为3h,所述连铸结晶器保护渣的粒度为100目。
66.对比例2
67.本对比例提供一种连铸结晶器保护渣,由如下质量百分比的化学成分组成:sio2:28%、cao:25%、mgo:0.5%、al2o3:5.5%、na2o:18%、f:14%、c:6%,其余为不可避免的杂质;
68.其中所述保护渣的二元碱度cao/sio2为0.89,熔点为960℃,1300℃下的粘度为0.26pa
·
s。
69.所述保护渣的制备方法包括如下步骤:
70.s1:按上述配方比例称取硅酸钙精炼渣、铝酸钙精炼渣、石灰石、铝矾土、氟化钠、镁砂、石英砂、萤石,将其放入混料机内充分混合,得到混合料,然后将混合料加入熔化炉中进行预熔化,预熔化温度为1450℃,保温时间1.0h,得到预熔后的混合料;
71.s2:将预熔后的混合料降温至室温,粉碎,得到基料;
72.s3:在基料中加入石墨,淀粉粘结剂(淀粉粘结剂的加入量为基料质量的2%),水(基料与水的质量比为1:2.5),混合均匀,得到浆料;
73.s4:将浆料通过高压喷枪喷出,在喷雾造粒塔内进行喷雾造粒,造粒结束后进行干燥、烘烤、筛分,得到所述连铸结晶器保护渣;所述干燥温度为10℃,干燥时间为20s,所述烘烤温度为100℃,烘烤时间为3h,所述连铸结晶器保护渣的粒度为100目。
74.测试例1
75.采用如下生产工艺kr
→
bof
→
rh
→
cc生产高牌号硅钢,具体包括如下步骤:
76.kr工序:对铁水进行机械搅拌,并喷入石灰粉、萤石脱硫;
77.bof工序:将kr脱硫得到的铁水倒入转炉,对铁水进行吹氧升温,脱碳、脱磷,得到低碳钢水;
78.rh工序:将钢水吊运至真空精炼工序,进行脱气,合金化,温度控制,得到温度、成分符合要求的钢水;
79.cc工序:将温度、成分符合要求的钢水吊运至连铸平台,进行保护浇注,得到连铸坯。
80.上述制备得到的高牌号硅钢的化学成分的质量百分含量为:c:0.0015%、si:2.85%、mn:0.20%、p:0.015%、s:0.0012%、al:0.80%、sn:0.035%,其余为fe和不可避免的杂质。
81.其中在生产高牌号硅钢过程中分别采用实施例1-3和对比例1-2的保护渣对上述连铸坯进行保护浇铸,浇注断面尺寸为220mm
×
1250mm板坯,拉速控制在1.0m/min。
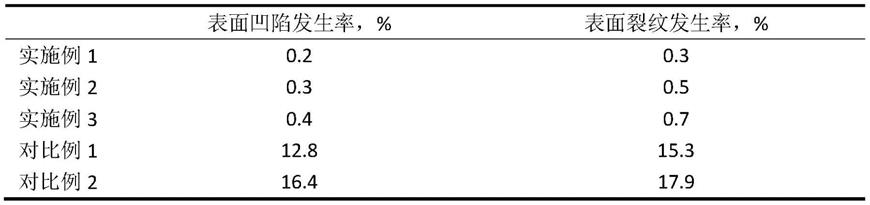
82.对制备得到的铸坯的表面凹陷发生率和裂纹发生率进行统计,统计方法为统计每种保护渣对应生产的100块连铸坯表面上存在凹陷、裂纹的块数,结果如表1所示,其中表面凹陷发生率(%)=存在凹陷的板坯块数/100*100%,裂纹发生率(%)=存在裂纹的板坯块
数/100*100%。
83.表1铸坯的表面凹陷及裂纹发生率
[0084][0085]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1