含锆稀土铸造镁合金熔炼中锆元素的加入方法与流程
1.本发明涉及铸造镁合金熔炼技术领域,尤其是涉及一种含锆稀土铸造镁合金熔炼中锆元素的加入方法。
背景技术:
2.镁合金具有密度低、高比强度、比刚度等优点,在航天航空以及海洋船舶领域的轻量化工程有广泛的应用前景。目前国内常用的铸造镁合金常温下抗拉强度可达到230mpa,相比于铝合金能达到的300mpa还有一定的差距,此外镁合金的耐蚀性较差,无法在苛刻的环境下使用。
3.目前,在镁合金中添加nd、gd、zn等作为强化元素起固溶强化的作用,添加zr元素在镁合金中具有细化晶粒的作用,使得到的mg-nd-gd-zn-zr合金的常温抗拉强度、屈服强度和延伸率得到一定提高。
4.在含锆稀土镁合金中,zr元素通常都作为晶粒细化剂存在,能够有效细化晶粒,同时还可减小热裂倾向,提高合金的强度、塑性和抗蠕变性。此外zr元素还可以净化镁合金熔体提高其耐蚀性能。但在含锆稀土镁合金的实际熔炼过程中,zr的添加比较困难且工艺较为复杂,这是因为zr的熔点(1850℃)高、密度(6.5g/cm3)大,而镁的熔点为651℃,密度为1.74g/cm3,熔炼过程中添加的zr的中间合金为固态或熔体温度较低时zr难以溶解、易于沉淀或发生比重偏析;而熔体温度升高又会给熔体保护等带来困难;此外zr在镁合金中的溶解度小且化学性质活泼,容易与大气或炉气中的氧气、氮气等发生反应,形成氧化物等沉淀于熔炼炉底部。上述原因导致在含锆稀土镁合金实际熔炼过程中必须要添加6~7倍于理论用量的镁-锆中间合金才能达到目标的锆含量要求,造成了中间合金的浪费,此外还导致了zr含量的不稳定性、细化晶粒效果差及比重偏析大等问题,进而影响合金铸件的性能。
5.有鉴于此,特提出本发明。
技术实现要素:
6.本发明的目的在于提供含锆稀土铸造镁合金熔炼中锆元素的加入方法,以解决现有技术中存在的含锆中间合金过度消耗、zr元素含量不稳定等技术问题。
7.为了实现本发明的上述目的,特采用以下技术方案:
8.含锆稀土铸造镁合金熔炼中锆元素的加入方法,包括如下步骤:
9.所述锆元素由镁-锆中间合金提供;其中,在精炼前向780~810℃的熔液中加入部分镁-锆中间合金,全部熔化后捞底搅拌,然后进行精炼;在精炼静置25~30min后,在780
±
10℃的熔液中加入余量镁-锆中间合金,全部熔化后,搅拌得到合金液。
10.本发明的锆元素的加入方法,能够显著减少镁-锆合金的添加量,且具有更好的晶粒细化效果,得到的合金中的zr元素含量更稳定,减轻了比重偏析倾向,使得到的合金铸件性能得到显著提高。
11.在本发明的具体实施方式中,所述精炼前加入的所述部分镁-锆中间合金的量为
所述镁-锆中间合金总量的65%~85%,优选为70%~80%。
12.在本发明的具体实施方式中,所述捞底搅拌的时间为10~15min。
13.在本发明的具体实施方式中,在向所述熔液中加入所述镁-锆中间合金前,将所述镁-锆中间合金预热至300~400℃。
14.在本发明的具体实施方式中,所述镁-锆中间合金包括镁-30锆(mg-30%zr)和/或镁-40锆(mg-40%zr)。
15.在本发明的具体实施方式中,所述镁-锆中间合金的用量,以锆计,为按所述含锆稀土铸造镁合金的化学计量比所需的锆含量的3~4倍。
16.在本发明的具体实施方式中,所述精炼前,所述熔液的熔炼包括:将除镁-锆中间合金外的炉料于熔化炉中熔炼得到熔液。在实际操作中,所述炉料预热至200℃以上再进行熔炼。
17.在本发明的具体实施方式中,所述含锆稀土铸造镁合金为mg-nd-gd-zn-zr合金。进一步的,所述mg-nd-gd-zn-zr合金,包括按质量百分比计的如下组分:
18.nd 2.6%~3.1%、gd 2.0%~2.5%、zn 0.2%~0.5%、zr 0.4%~1%和余量mg及不可避免杂质。
19.在本发明的具体实施方式中,所述精炼前,所述熔液的熔炼包括:
20.(a)在预热的熔化炉侧壁和底部覆盖熔剂,加入预热纯镁锭,覆盖熔剂,升温熔化;升温至730
±
10℃时,向已经熔化的纯镁锭中加入镁-钆中间合金,待熔化后,搅拌1~2min;
21.(b)升温至750~760℃,加入锌粒,继续升温至780~810℃后,加入镁-钕中间合金。
22.在实际操作中,在步骤(b)中,加入镁-钕中间合金后,再加入所述部分镁-锆中间合金。
23.在实际操作中,所述熔剂预先经200
±
20℃条件烘干处理1~2h。
24.在本发明的具体实施方式中,在所述捞底搅拌后,在790
±
10℃下进行精炼。进一步的,所述精炼中,将精炼勺或机械搅拌器沉入合金液2/3深处,由上至下垂直搅拌合金液,直至合金液液面呈银白色镜面光泽为止,停止搅拌,静置25~30min。进一步的,所述搅拌的时间为10~15min。在实际操作中,在搅拌过程中,向合金液液面均匀而不断撒精炼熔剂。
25.本发明的精炼条件,在780~810℃熔液中加入镁-锆中间合金,待全部熔化后,在790
±
10℃进行精炼。高温下的熔体保护通过撒硫磺和通sf6保护气体保护。
26.在本发明的具体实施方式中,待所述合金液降温至浇铸温度时,进行浇铸。进一步的,在所述浇铸的过程中,采用sf6和硫磺进行保护。
27.在本发明的具体实施方式中,所述浇铸得到的合金的晶粒尺寸为30~40μm。
28.与现有技术相比,本发明的有益效果为:
29.本发明通过采用特定的锆元素的加入方法配合精炼条件的改变,能够显著减少镁-锆合金的添加量,且具有更好的晶粒细化效果,得到的合金中的zr元素含量更稳定,减轻了比重偏析倾向,使得到的合金铸件性能得到显著提高。
附图说明
30.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体
实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
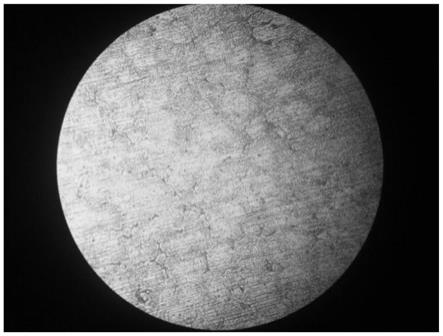
31.图1为本发明实施例1提供的方法得到的合金的金相组织图;
32.图2为比较例1提供的方法得到的合金的金相组织图。
具体实施方式
33.下面将结合附图和具体实施方式对本发明的技术方案进行清楚、完整地描述,但是本领域技术人员将会理解,下列所描述的实施例是本发明一部分实施例,而不是全部的实施例,仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
34.含锆稀土铸造镁合金熔炼中锆元素的加入方法,包括如下步骤:
35.所述锆元素由镁-锆中间合金提供;其中,在精炼前向780~810℃的熔液中加入部分镁-锆中间合金,全部熔化后捞底搅拌,然后进行精炼;在精炼静置25~30min后,在780
±
10℃的熔液中加入余量镁-锆中间合金,全部熔化后,搅拌得到合金液。
36.本发明的锆元素的加入方法,能够显著减少镁-锆合金的添加量,避免了中间合金的过度消耗,且具有更好的晶粒细化效果,得到的合金中的zr元素含量更稳定,减轻了比重偏析倾向,使得到的合金铸件性能得到显著提高。
37.在本发明的具体实施方式中,所述精炼前加入的所述部分镁-锆中间合金的量为所述镁-锆中间合金总量的65%~85%,优选为70%~80%。
38.如在不同实施方式中,所述精炼前加入的所述部分镁-锆中间合金的量可以为所述镁-锆中间合金总量的65%、66%、67%、68%、69%、70%、71%、72%、73%、74%、75%、76%、77%、78%、79%、80%、81%、82%、83%、84%、85%等等;相应的,在精炼静置25~30min后,在780
±
10℃的熔液中所加入的余量镁-锆中间合金的用量可以为所述镁-锆中间合金总量的35%、34%、33%、32%、31%、30%、29%、28%、27%、26%、25%、24%、23%、22%、21%、20%、19%、18%、17%、16%、15%等等。
39.通过调控先加入的部分镁-锆中间合金的量在上述范围内,以加入3倍于合金目标zr含量的镁-锆合金为例,先加入的部分镁-锆中间合金约2倍于合金目标zr含量,充分熔入镁液中,由于zr的晶体结构与mg相近,有助于形核和晶粒细化,但与杂质反应以及沉淀会导致zr元素损失,使得到的合金不能达到目标zr含量;在精炼后加入剩余的zr以补充损失的zr,但剩余的镁-锆中间合金如果太多,会增加合金熔化时间,既不利于zr的均匀化也增加了合金的氧化夹渣风险;若剩余的镁-锆中间合金量太少,zr补充效果不好导致晶粒细化效果不好。
40.在本发明的具体实施方式中,所述捞底搅拌的时间为10~15min。采用捞底搅拌一定时间,保证加镁-锆中间合金后的熔化和搅拌充分,以使镁液成分均匀,使合金均匀化。
41.如在不同实施方式中,所述捞底搅拌的时间可以为10min、11min、12min、13min、14min、15min等等。
42.在本发明的具体实施方式中,在向所述熔液中加入所述镁-锆中间合金前,将所述镁-锆中间合金预热至300~400℃。
43.如在不同实施方式中,所述镁-锆中间合金的预热温度可以为300℃、310℃、320℃、330℃、340℃、350℃、360℃、370℃、380℃、390℃、400℃等等。
44.在本发明的具体实施方式中,所述镁-锆中间合金包括mg-30%zr和/或mg-40%zr。
45.在本发明的具体实施方式中,所述镁-锆中间合金的用量,以锆计,为按所述含锆稀土铸造镁合金的化学计量比所需的锆含量的3~4倍。
46.本发明通过采用特定的锆元素的加入方式,能够显著降低镁-锆中间合金的用量,用量远少于现有工艺中的6~7倍。并且,本发明的加入方式,能够在降低镁-锆中间合金的用量的同时,保证合金和铸件中zr含量的稳定性,并使晶粒得到有效细化且晶粒尺寸稳定。
47.在本发明的具体实施方式中,所述精炼前,所述熔液的熔炼包括:将除镁-锆中间合金外的炉料于熔化炉中熔炼得到熔液。在实际操作中,所述炉料预热至200℃以上再进行熔炼。
48.在本发明的具体实施方式中,所述含锆稀土铸造镁合金为mg-nd-gd-zn-zr合金。进一步的,所述mg-nd-gd-zn-zr合金,包括按质量百分比计的如下组分:
49.nd 2.6%~3.1%、gd 2.0%~2.5%、zn 0.2%~0.5%、zr 0.4%~1%和余量mg及不可避免杂质。
50.在本发明的具体实施方式中,所述精炼前,所述熔液的熔炼包括:
51.(a)在预热的熔化炉侧壁和底部覆盖熔剂,加入预热纯镁锭,覆盖熔剂,升温熔化;升温至730
±
10℃时,向已经熔化的纯镁锭中加入镁-钆中间合金,待熔化后,搅拌1~2min;
52.(b)升温至750~760℃,加入锌粒,继续升温至780~810℃后,加入镁-钕中间合金。
53.在实际操作中,在步骤(b)中,加入镁-钕中间合金后,再加入所述部分镁-锆中间合金。
54.在实际操作中,所述熔剂预先经200
±
20℃条件烘干处理1~2h。
55.在本发明的具体实施方式中,在所述捞底搅拌后,在790
±
10℃下进行精炼。进一步的,所述精炼中,将精炼勺或机械搅拌器沉入合金液2/3深处,由上至下垂直搅拌合金液,直至合金液液面呈银白色镜面光泽为止,停止搅拌,静置25~30min。进一步的,所述搅拌的时间为10~15min。在实际操作中,在搅拌过程中,向合金液液面均匀而不断撒精炼熔剂。
56.本发明的精炼条件,在780~810℃熔液中加入镁-锆中间合金,待全部熔化后,不需要降温,在790
±
10℃进行精炼。
57.在实际操作中,加入余量镁-锆中间合金,全部熔化后,搅拌1~5min得到所述合金液。
58.在本发明的具体实施方式中,待所述合金液降温至浇铸温度时,进行浇铸。进一步的,在所述浇铸的过程中,采用sf6和硫磺进行保护。
59.在本发明的具体实施方式中,所述浇铸得到的合金的晶粒尺寸为30~40μm。
60.以mg-nd-gd-zn-zr合金为例,由原料制备得到相应合金的方法,包括如下步骤:
61.(1)按mg-nd-gd-zn-zr合金化学计量比配料,其中,mg-zr中间合金的用量,以zr
计,为mg-nd-gd-zn-zr合金的理论化学计量比计算的所需zr含量的3~4倍;将各炉料预热至200℃以上,mg-zr中间合金预热至300~400℃;
62.(2)在预热的熔化炉侧壁和底部覆盖熔剂,加入预热纯镁锭,覆盖熔剂,升温熔化;升温至730
±
10℃时,向已经熔化的纯镁锭中加入mg-gd中间合金,待熔化后,搅拌1~2min;升温至750~760℃,加入锌粒;
63.(3)继续升温至780~810℃后,分批加入mg-nd中间合金,加入65%~85%量的mg-zr中间合金,待全部熔化后,捞底搅拌10~15min;
64.(4)在790
±
10℃条件下进行精炼;具体的,将精炼勺或机械搅拌器沉入合金液2/3深处,由上至下垂直搅拌合金液10~15min,直至合金液液面呈银白色镜面光泽为止,停止搅拌,静置25~30min,向780
±
10℃的熔液中加入余量的mg-zr中间合金,搅拌至全部熔化后继续搅拌2~4min;待合金液降温至浇铸温度,进行浇铸,浇铸过程中用sf6和硫磺保护。
65.在本发明的具体实施方式中,对于上述mg-nd-gd-zn-zr合金,mg-zr中间合金的实际加入量,以zr计,为理论化学计量比计算的所述zr含量的3~4倍。
66.实施例1
67.本实施例提供了含锆稀土铸造镁合金熔炼中锆元素的加入方法,包括如下步骤:
68.(1)按mg-nd-gd-zn-zr合金中,各元素质量百分数分别为:nd 2.6%~3.1%、gd 2.0%~2.5%、zn 0.2%~0.5%、zr 0.5%、mg余量进行配料,原料为纯镁锭、mg-30%gd中间合金、锌粒、mg-30%nd中间合金和mg-30%zr中间合金,其中,mg-zr中间合金的用量,以zr计,为mg-nd-gd-zn-zr合金的理论化学计量比计算的所需zr含量的3倍。将各炉料预热至200℃以上,mg-zr中间合金预热至300~400℃。
69.(2)将坩埚预热至暗红色,在坩埚壁和底部撒上适量覆盖熔剂(熔剂经200
±
20℃烘干1~2h,熔剂为常规镁合金熔剂),加入预热的纯镁锭,在炉料上撒上适量熔剂,升温熔化。
70.(3)升温至730
±
10℃时,将mg-gd中间合金直接加入到已经熔化的纯镁锭中,待其完全熔化后,搅拌1~2min;升温至750~760℃,加入锌粒。
71.(4)继续升温至780~810℃,缓慢加入mg-nd中间合金,然后加入部分mg-zr中间合金(占mg-zr中间合金总量的75%),待全部熔化后,捞底搅拌10~15min,使合金均匀化。
72.(5)待合金均匀化后,在790
±
10℃条件下进行精炼;具体的,将精炼勺或机械搅拌器沉入合金液2/3深处,由上至下垂直搅拌合金液10~15min,直至合金液液面呈银白色镜面光泽为止,停止搅拌,静置25~30min。在实际操作中,在搅拌过程中,向合金液液面均匀而不断撒精炼熔剂(常规镁合金精炼剂)。
73.(6)向步骤(5)得到的合金液中,于780
±
10℃加入剩余25%的mg-zr中间合金,搅拌至全部熔化后继续搅拌2~4min;待合金液降温至浇铸温度740~750℃,进行浇铸,浇铸过程中用sf6和硫磺保护。
74.实施例2
75.本实施例参考实施例1的方法,区别仅在于:步骤(1)中,mg-zr中间合金的用量,以zr计,为mg-nd-gd-zn-zr合金的理论化学计量比计算的所需zr含量的4倍。
76.实施例3
77.本实施例参考实施例1的方法,区别仅在于:步骤(1)中,mg-zr中间合金的用量,以
zr计,为mg-nd-gd-zn-zr合金的理论化学计量比计算的所需zr含量的7倍。
78.实施例4
79.本实施例提供了含锆稀土铸造镁合金熔炼中锆元素的加入方法,包括如下步骤:
80.(1)按mg-nd-gd-zn-zr合金中,各元素质量百分数分别为:nd 2.6%~3.1%、gd 2.0%~2.5%、zn 0.2%~0.5%、zr 0.5%、mg余量进行配料,原料为纯镁锭、mg-30gd中间合金、锌粒、mg-30%nd中间合金和mg-30%zr中间合金,其中,mg-zr中间合金的用量,以zr计,为mg-nd-gd-zn-zr合金的理论化学计量比计算的所需zr含量的3倍。将各炉料预热至200℃以上,mg-zr中间合金预热至300~400℃。
81.(2)将坩埚预热至暗红色,在坩埚壁和底部撒上适量覆盖熔剂(熔剂经200
±
20℃烘干1~2h),加入预热的纯镁锭,在炉料上撒上适量熔剂,升温熔化。
82.(3)升温至730
±
10℃时,将mg-gd中间合金直接加入到已经熔化的纯镁锭中,待其完全熔化后,搅拌1~2min;升温至750~760℃,加入锌粒。
83.(4)继续升温至780~810℃,缓慢加入mg-nd中间合金,然后加入部分mg-zr中间合金(占mg-zr中间合金总量的70%),待全部熔化后,捞底搅拌10~15min,使合金均匀化。
84.(5)待合金均匀化后,在790
±
10℃条件下进行精炼;具体的,将精炼勺或机械搅拌器沉入合金液2/3深处,由上至下垂直搅拌合金液10~15min,直至合金液液面呈银白色镜面光泽为止,停止搅拌,静置25~30min。在实际操作中,在搅拌过程中,向合金液液面均匀而不断撒精炼熔剂。
85.(6)向步骤(5)得到的合金液中,于780
±
10℃加入剩余30%的mg-zr中间合金,搅拌至全部熔化后继续搅拌2~4min;待合金液降温至浇铸温度740~750℃,进行浇铸,浇铸过程中用sf6和硫磺保护。
86.实施例5
87.本实施例提供了含锆稀土铸造镁合金熔炼中锆元素的加入方法,包括如下步骤:
88.(1)按mg-nd-gd-zn-zr合金中,各元素质量百分数分别为:nd 2.6%~3.1%、gd 2.0%~2.5%、zn 0.2%~0.5%、zr 0.5%、mg余量进行配料,原料为纯镁锭、mg-30%gd中间合金、锌粒、mg-30%nd中间合金和mg-30%zr中间合金,其中,mg-zr中间合金的用量,以zr计,为mg-nd-gd-zn-zr合金的理论化学计量比计算的所需zr含量的3倍。将各炉料预热至200℃以上,mg-zr中间合金预热至300~400℃。
89.(2)将坩埚预热至暗红色,在坩埚壁和底部撒上适量覆盖熔剂(熔剂经200
±
20℃烘干1~2h),加入预热的纯镁锭,在炉料上撒上适量熔剂,升温熔化。
90.(3)升温至730
±
10℃时,将mg-gd中间合金直接加入到已经熔化的纯镁锭中,待其完全熔化后,搅拌1~2min;升温至750~760℃,加入锌粒。
91.(4)继续升温至780~810℃,缓慢加入mg-nd中间合金,然后加入部分mg-zr中间合金(占mg-zr中间合金总量的80%),待全部熔化后,捞底搅拌10~15min,使合金均匀化。
92.(5)待合金均匀化后,在790
±
10℃条件下进行精炼;具体的,将精炼勺或机械搅拌器沉入合金液2/3深处,由上至下垂直搅拌合金液10~15min,直至合金液液面呈银白色镜面光泽为止,停止搅拌,静置25~30min。在实际操作中,在搅拌过程中,向合金液液面均匀而不断撒精炼熔剂。
93.(6)向步骤(5)得到的合金液中,于780
±
10℃加入剩余20%的mg-zr中间合金,搅
拌至全部熔化后继续搅拌2~4min;待合金液降温至浇铸温度740~750℃,进行浇铸,浇铸过程中用sf6和硫磺保护。
94.实施例6
95.本实施例参考实施例1的方法,区别仅在于:精炼温度不同。本实施例中,步骤(5)中,在750~760℃条件下进行精炼。
96.实施例7
97.本实施例参考实施例1的方法,区别仅在于:步骤(4)和步骤(6)中的mg-zr中间合金的加入量不同。本实施例中,步骤(4)中加入的mg-zr中间合金占mg-zr中间合金总量的65%,步骤(5)中加入的mg-zr中间合金占mg-zr中间合金总量的35%。
98.实施例8
99.本实施例参考实施例1的方法,区别仅在于:步骤(4)和步骤(6)中的mg-zr中间合金的加入量不同。本实施例中,步骤(4)中加入的mg-zr中间合金占mg-zr中间合金总量的85%,步骤(5)中加入的mg-zr中间合金占mg-zr中间合金总量的15%。
100.比较例1
101.比较例1提供了含锆稀土铸造镁合金熔炼中锆元素的加入方法,包括如下步骤:
102.(1)按mg-nd-gd-zn-zr合金中,各元素质量百分数分别为:nd 2.6%~3.1%、gd 2.0%~2.5%、zn 0.2%~0.5%、zr 0.5%、mg余量进行配料,原料为纯镁锭、mg-30%gd中间合金、锌粒、mg-30%nd中间合金和mg-30%zr中间合金,其中,mg-zr中间合金的用量,以zr计,为mg-nd-gd-zn-zr合金的理论化学计量比计算的所需zr含量的3倍。将各炉料预热至200℃以上,mg-zr中间合金预热至300~400℃。
103.(2)将坩埚预热至暗红色,在坩埚壁和底部撒上适量覆盖熔剂(熔剂经200
±
20℃烘干1~2h),加入预热的纯镁锭,在炉料上撒上适量熔剂,升温熔化。
104.(3)升温至730
±
10℃时,将mg-gd中间合金直接加入到已经熔化的纯镁锭中,待其完全熔化后,搅拌1~2min;升温至750~760℃,加入锌粒。
105.(4)继续升温至780~810℃,分批缓慢加入mg-nd中间合金,加入全部mg-zr中间合金,待全部熔化后,捞底搅拌10~15min,使合金均匀化。
106.(5)待合金均匀化后,在750~760℃条件下进行精炼;具体的,将精炼勺或机械搅拌器沉入合金液2/3深处,由上至下垂直搅拌合金液10~15min,直至合金液液面呈银白色镜面光泽为止,停止搅拌,静置25~30min。在实际操作中,在搅拌过程中,向合金液液面均匀而不断撒精炼熔剂。
107.(6)待合金液降温至浇铸温度740~750℃,进行浇铸,浇铸过程中用sf6和硫磺保护。
108.比较例2
109.比较例2提供了含锆稀土铸造镁合金熔炼中锆元素的加入方法,包括如下步骤:
110.(1)按mg-nd-gd-zn-zr合金中,各元素质量百分数分别为:nd 2.6%~3.1%、gd 2.0%~2.5%、zn 0.2%~0.5%、zr 0.5%、mg余量进行配料,原料为纯镁锭、mg-30%gd中间合金、锌粒、mg-30%nd中间合金和mg-30%zr中间合金,其中,mg-zr中间合金的用量,以zr计,为mg-nd-gd-zn-zr合金的理论化学计量比计算的所需zr含量的7倍。将各炉料预热至200℃以上,mg-zr中间合金预热至300~400℃。
111.(2)将坩埚预热至暗红色,在坩埚壁和底部撒上适量覆盖熔剂(熔剂经200
±
20℃烘干1~2h),加入预热的纯镁锭,在炉料上撒上适量熔剂,升温熔化。
112.(3)升温至730
±
10℃时,将mg-gd中间合金直接加入到已经熔化的纯镁锭中,待其完全熔化后,搅拌1~2min;升温至750~760℃,加入锌粒。
113.(4)继续升温至780~810℃,分批缓慢加入mg-nd中间合金,加入全部mg-zr中间合金,待全部熔化后,捞底搅拌10~15min,使合金均匀化。
114.(5)待合金均匀化后,在750~760℃条件下进行精炼;具体的,将精炼勺或机械搅拌器沉入合金液2/3深处,由上至下垂直搅拌合金液10~15min,直至合金液液面呈银白色镜面光泽为止,停止搅拌,静置25~30min。在实际操作中,在搅拌过程中,向合金液液面均匀而不断撒精炼熔剂。
115.(6)待合金液降温至浇铸温度740~750℃,进行浇铸,浇铸过程中用sf6和硫磺保护。
116.实验例1
117.为了对比说明不同实施例和比较例的锆元素的加入方法对合金中锆含量以及对细化晶粒的影响,对不同实施例和比较例得到的合金中锆含量及合金的晶粒尺寸进行检测,测试结果见表1。
118.表1不同实施例和比较例的合金测试结果
[0119][0120][0121]
图1是本发明实施例1提供的方法得到的合金的金相组织图;图2是比较例1提供的方法得到的合金的金相组织图。从图中可知,实施例1的合金中晶粒尺寸为30~40μm,比较例1的合金中晶粒尺寸为86~100μm。
[0122]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽
管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1