一种铝型材表面处理工艺的制作方法
1.本发明涉及铝型材处理技术领域,尤其涉及一种铝型材表面处理工艺。
背景技术:
2.铝材料是有色金属中使用最大,应用最广的金属材料之一,且铝材料对氧的化学亲和力强,在大气中其表面总是被一层致密的氧化膜所覆盖,但是天然的铝氧化膜极薄,且孔隙率大,机械强度低,抗蚀和耐磨性都不能满足防腐蚀的需要。利用电化学方法,可使铝材料表面生成致密的优质氧化膜,且膜较厚,其厚度可达几十至几百微米,能有效地提高铝的耐腐蚀性。另外,由于所形成的氧化膜存在均匀的空隙,故可用沸水封孔、冷封孔和电泳涂装封孔处理,经密封后能进一步提高铝的耐腐蚀性,使铝材的应用更加广泛。
3.现有技术下,铝合金型材是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶,建筑,装修及化学工业中已大量应用。随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。
4.目前,铝合金型材的加工过程中,为了增加铝合金的光泽度和使用寿命,会对铝合金型材进行表面处理,处理的方法一般是先进行铝型材清洗,然后对铝型材进行阳极氧化,从而形成氧化膜,增加铝合金的硬度,克服铝合金表面硬度、耐磨损性等方面的缺陷,扩大应用范围,延长使用寿命,但大多处理方式复杂,且造价高。
5.在申请号为cn201310270379.3的发明专利申请文件中提出了一种铝合金镀前表面预处理工艺,该工艺采用的预处理液的组成为:硝酸锌120-130g/l,柠檬酸铵32-36g/l,氟化钠8-12g/l,硼酸34-38g/l,碱式碳酸镍20-22g/l,硫脲1-2g/l,十二烷基苯磺酸钠9-11g/l,过氧化钠1-3g/l、余量为水,所述预处理工艺为:采用酸洗液对铝合金工件进行酸洗,酸洗液组成为:硝酸8-10%、氟化氢铵13-17%,在室温进行处理,处理时间3-5min;然后进行预处理,配制具有上述组成的预处理液,使其ph值为4-5,温度为50-60℃,将工件放入,处理时间为6-10分钟。采用硝酸锌和少量的碱式碳酸镍作主盐,柠檬酸铵、氟化钠作双配位剂,硼酸作缓冲剂和ph调节剂,硫脲作氢气抑制剂,十二烷基苯磺酸钠作润湿剂配置成酸性浸锌溶液。本发明比其它方法工艺简单,易于控制,成本低廉,对铝硅合金基体腐蚀的程度小,锌晶粒的形态、均匀度、致密度、覆盖度都比较好。但这种表面预处理工艺只针对铝合金镀前的预处理,并不适用于大部分的铝型材普通情况下的表面预处理。
技术实现要素:
6.本发明的目的在于克服现有技术的不足,提供一种铝型材表面处理工艺,用于解决现有技术中铝型材表面处理步骤复杂,造价高的技术问题。
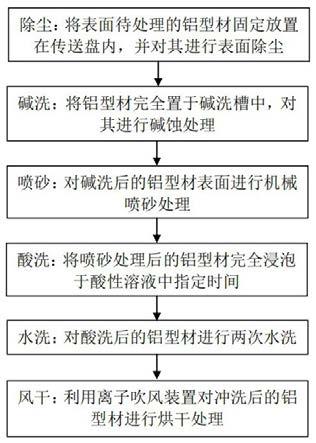
7.本发明的目的是通过以下技术方案来实现的:一种铝型材表面处理工艺,其包括以下步骤:s1:除尘:将表面待处理的铝型材固定放置在传送盘内,并对其进行表面除尘;
s2:碱洗:将铝型材完全置于碱洗槽中,对其进行碱蚀处理;s3:喷砂:对碱洗后的铝型材表面进行机械喷砂处理;s4:酸洗:将喷砂处理后的铝型材完全浸泡于酸性溶液中指定时间,然后取出风干;s5:水洗:对s5中酸洗后的铝型材进行两次水洗;s6:风干:利用离子吹风装置对冲洗后的铝型材进行烘干处理。
8.更进一步的,所述s1中利用离子吹风技术向铝型材进行吹风除尘。
9.更进一步的,所述s1和s2之间还包括以下步骤:s121:脱脂:将除尘后的铝型材完全浸入脱脂液中,对铝型材进行脱脂处理。
10.更进一步的,所述s2还包括以下子步骤:s21:配置碱洗溶液,将碱洗溶液导入碱洗槽中;s22:将铝型材缓慢放入碱洗槽中,使铝型材完全被碱洗溶液浸泡;s23:取出碱洗后的铝型材,并对其进行水洗;s24:对水洗后的铝型材进行风干处理。
11.更进一步的,所述s22中碱洗溶液由质量浓度为30%-40%的氢氧化钠溶液构成。
12.更进一步的,所述s4具体包括以下子步骤:s41:将喷砂处理后的铝型材进行超声水洗并烘干;s42:配置酸性溶液,并将酸性溶液倒入酸洗槽中;s43:将s41中处理后的铝型材完全浸入酸性溶液中,浸泡指定时间。
13.更进一步的,所述酸性溶液由硫酸和硝酸按1:2的比例配置为150-200g/l的混合酸液。
14.更进一步的,所述s43中,将铝型材完全浸入酸性溶液中2-3分钟后取出。
15.更进一步的,所述s5中水洗方式为超声水洗。
16.本发明的有益效果:(1)本发明中新增除尘工艺,将表面待处理的铝型材固定放置在传送盘内,并对其进行表面除尘,从而能够更好的进行后续铝型材的表面处理;(2)通过酸洗和碱洗,可以实现对不同尺寸、不同形状的铝型材进行表面处理,包括铝合金丝织品、铝合金块制品等,且均能达到符合处理标准的去污效果;(3)本发明步骤简单,操作简便,没有经验的操作人员也能很快上手,且本方案中酸洗溶剂和碱洗溶剂采用的配备原料在市面上大量存在,成本低,且原材料丰富。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
18.图1是本发明的整体流程示意图。
19.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
20.为了对本发明的技术特征、目的和效果有更加清楚的理解,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.铝材料是有色金属中使用最大,应用最广的金属材料之一,且铝材料对氧的化学亲和力强,在大气中其表面总是被一层致密的氧化膜所覆盖,但是天然的铝氧化膜极薄,且孔隙率大,机械强度低,抗蚀和耐磨性都不能满足防腐蚀的需要。利用电化学方法,可使铝材料表面生成致密的优质氧化膜,且膜较厚,其厚度可达几十至几百微米,能有效地提高铝的耐腐蚀性。另外,由于所形成的氧化膜存在均匀的空隙,故可用沸水封孔、冷封孔和电泳涂装封孔处理,经密封后能进一步提高铝的耐腐蚀性,使铝材的应用更加广泛。
22.现有技术下,铝合金型材是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶,建筑,装修及化学工业中已大量应用。随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。
23.目前,铝合金型材的加工过程中,为了增加铝合金的光泽度和使用寿命,会对铝合金型材进行表面处理,处理的方法一般是先进行铝型材清洗,然后对铝型材进行阳极氧化,从而形成氧化膜,增加铝合金的硬度,克服铝合金表面硬度、耐磨损性等方面的缺陷,扩大应用范围,延长使用寿命,但大多处理方式复杂,且造价高。
24.为解决现有技术中铝型材表面处理步骤复杂,造价高的技术问题特提出一种铝型材表面处理工艺。
25.为便于理解,特提出以下具体实施例:实施例1:在本实施例中,如图1所示,一种铝型材表面处理工艺,其包括以下步骤:s1:除尘:将表面待处理的铝型材固定放置在传送盘内,并对其进行表面除尘;s2:碱洗:将铝型材完全置于碱洗槽中,对其进行碱蚀处理;s3:喷砂:对碱洗后的铝型材表面进行机械喷砂处理;s4:酸洗:将喷砂处理后的铝型材完全浸泡于酸性溶液中指定时间,然后取出风干;s5:水洗:对s5中酸洗后的铝型材进行两次水洗;s6:风干:利用离子吹风装置对冲洗后的铝型材进行烘干处理。
26.在本实施例中,所述s1中利用离子吹风技术向铝型材进行吹风除尘。
27.在本实施例中,所述s1和s2之间还包括以下步骤:s121:脱脂:将除尘后的铝型材完全浸入脱脂液中,对铝型材进行脱脂处理。
28.在本实施例中,所述s2还包括以下子步骤:s21:配置碱洗溶液,将碱洗溶液导入碱洗槽中;s22:将铝型材缓慢放入碱洗槽中,使铝型材完全被碱洗溶液浸泡;s23:取出碱洗后的铝型材,并对其进行水洗;
s24:对水洗后的铝型材进行风干处理。
29.在本实施例中,所述s22中碱洗溶液由质量浓度为30%-40%的氢氧化钠溶液构成。
30.在本实施例中,所述s4具体包括以下子步骤:s41:将喷砂处理后的铝型材进行超声水洗并烘干;s42:配置酸性溶液,并将酸性溶液倒入酸洗槽中;s43:将s41中处理后的铝型材完全浸入酸性溶液中,浸泡指定时间。
31.在本实施例中,所述酸性溶液由硫酸和硝酸按1:2的比例配置为150-200g/l的混合酸液。
32.在本实施例中,所述s43中,将铝型材完全浸入酸性溶液中2-3分钟后取出。
33.在本实施例中,所述s5中水洗方式为超声水洗。
34.本技术方案的有益效果:(1)本发明中新增除尘工艺,将表面待处理的铝型材固定放置在传送盘内,并对其进行表面除尘,从而能够更好的进行后续铝型材的表面处理;(2)通过酸洗和碱洗,可以实现对不同尺寸、不同形状的铝型材进行表面处理,包括铝合金丝织品、铝合金块制品等,且均能达到符合处理标准的去污效果;(3)本发明步骤简单,操作简便,没有经验的操作人员也能很快上手,且本方案中酸洗溶剂和碱洗溶剂采用的配备原料在市面上大量存在,成本低,且原材料丰富。
35.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护的范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1