一种涡轮叶片二面角弦宽加工装置及加工方法与流程
1.本发明涉及航空发动机涡轮叶片加工领域,尤其是涉及一种涡轮叶片二面角弦宽加工装置及加工方法。
背景技术:
2.目前,航空发动机涡轮导向叶片的带二面角采用叶身尾缘薄壁定位的加工,由于叶片的前后缘板带有一定的倾斜角度,径向方向也带有倾斜角度。加工半弦宽尺寸时,要保证缘板与叶身之间的相对位置,周向方向需要采用叶身中间联叶片为周向定位点。目前的加工方法都是采用普通夹具装夹,采用高精度五轴机床通过机床倒两个方向的角度,加工叶片。这样加工带二面角的机床加工成本较高,局限性较强。
3.因此,本领域技术人员致力于开发一种涡轮叶片二面角弦宽加工装置及加工方法,提高涡轮叶片二面角弦宽的加工精度。
技术实现要素:
4.本发明所要解决的技术问题是提供一种涡轮叶片二面角弦宽加工装置及加工方法,提高涡轮叶片的加工精度。
5.本发明解决上述技术问题的技术方案如下:一种涡轮叶片二面角弦宽加工装置,包括底座,所述底座上设置有倾斜的支座,所述支座上设置有垂直于所述支座的支柱,所述支柱一端水平铰接有连接杆,所述连接杆另一端穿设有活节螺栓,所述活节螺栓另一端设置于所述支座内;
6.所述活节螺栓两侧均设置有定位球。
7.本发明的有益效果是:将涡轮叶片置于倾斜的支座上,使其涡轮叶片的前后缘板具有倾斜角度,且涡轮叶片再通过定位球定位之后,连接杆将其紧固,从而将涡轮叶片安装定位至设定的角度,进而便于后续加工操作。
8.在上述技术方案的基础上,本发明还可以做如下改进。
9.进一步,所述底座的倾斜角度为9
°8′
52.21
″
~9
°
10
′
52.21
″
,所述支座相对于所述底座之间的倾斜角度为49
°
21
′
32
″
~49
°
24
′
32
″
。
10.采用上述进一步方案的有益效果是底座的倾斜角度和支座的倾斜角度是依据前后缘板的倾斜角度设定,从而便于快速将涡轮叶片准确定位固定后,对涡轮叶片进行加工操作。
11.进一步,所述支座上设置有平板,所述定位球位于所述平板上,所述平板上还设置有定位销和测量球。
12.采用上述进一步方案的有益效果是平板设置与支座上,便于将涡轮叶片固定,通过定位销限制涡轮叶片的一个自由度,从而将涡轮叶片进一步限制定位,测量球便于加工过程中多涡轮叶片的表面进行测量。
13.进一步,所述连接杆侧壁通过销钉连接有用于压紧涡轮叶片的压板。
14.采用上述进一步方案的有益效果是压板用于将涡轮叶片端部压紧,从而将涡轮叶片整体固定。
15.进一步,所述活节螺栓且靠近所述连接杆端部设置有螺帽,所述螺帽与所述连接杆之间设置有球面垫圈和锥面垫圈。
16.采用上述进一步方案的有益效果是球面垫圈和锥面垫圈能有效的防止加工过程中螺帽出现松动造成涡轮叶片偏移,使其涡轮叶片加工不准。
17.进一步,所述连接杆通过连接销与所述支座连接,所述连接销通过螺钉紧固。
18.采用上述进一步方案的有益效果是连接杆通过连接销和螺钉与支座连接,便于拆卸更换。
19.一种涡轮叶片二面角弦宽加工方法,包括如上所述涡轮叶片二面角弦宽加工装置,包括以下步骤:
20.s1.确定定位点:选用涡轮叶片后缘大安装板和后缘小安装板定位一个平面,并设置三个第一定位点,在所述后缘大安装板内通道设置两个第二定位点,在涡轮叶片联后缘上限制一个第三定位点;
21.s2.在所述平板上确定三个窄面并确定一个平面定位所述后缘大安装板和所述小安装板,位于所述活节螺栓两侧的所述定位球定位所述所述后缘大安装板内通道设置两个所述第二定位点,用所述定位销定位所述涡轮叶片联后缘的第三定位点;
22.s3.转动所述螺帽,通过所述压板将涡轮叶片定位固定;
23.s4.选择砂轮规格和磨削参数,对涡轮叶片二面角弦宽进行磨削加工。
24.采用上述进一步方案的有益效果是通过限位涡轮叶片不同位置的限位点,使其涡轮叶片精确固定在支座上,进而便于后续进一步加工。
25.进一步,步骤s4中,砂轮的直径为300mm,砂轮的厚度为35mm,砂轮的硬度为19。
26.采用上述进一步方案的有益效果是选用特定的砂轮对涡轮叶片进行加工,利于提高涡轮叶片表面的精度。
27.进一步,步骤s4中,先进行粗磨,后细磨,粗磨的深度为1.2mm,精磨的深度为0.15mm。
28.采用上述进一步方案的有益效果是砂轮先粗磨后精磨,进而进一步提高涡轮叶片表面精度。
29.进一步,步骤s4中,磨削线速度为18m/s,进给速度为250mm/mi n,冷却液压力大于0.6mpa。
30.采用上述进一步方案的有益效果是设定合适的线速度和给进速度,进一步提高涡轮叶片表面精度。
附图说明
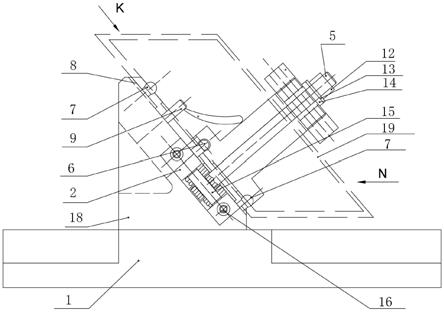
31.图1为本发明一具体实施例结构示意图;
32.图2为本发明图1中n向结构示意图;
33.图3为本发明图1中k向结构示意图;
34.图4为本发明一具体实施例涡轮叶片结构示意图。
35.附图中,各标号所代表的部件列表如下:
36.1、底座;2、支座;3、支柱;4、连接杆;5、活节螺栓;6、测量球;7、定位球;8、平板;9、定位销;10、销钉;11、压板;12、螺帽;13、球面垫圈;14、锥面垫圈;15、连接销;16、螺钉;17、定位板;18、定位块;19、工件轮廓。
具体实施方式
37.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
38.在本发明的描述中,需要理解的是,术语“中心”、“长度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“内”、“外”、“周侧”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的系统或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
39.在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
40.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
41.如图1、图2、图3所示,一种涡轮叶片二面角弦宽加工装置,包括底座1,底座1为了适应涡轮叶片前后缘板径向方向的角度,将底座1的倾斜角度设定为9
°8′
52.21
″
~9
°
10
′
52.21
″
,底座1上设置有倾斜的支座2,支座2的倾斜角度主要是用于适应涡轮叶片前后缘板的角度,支座2相对于底座1之间的倾斜角度为49
°
21
′
32
″
~49
°
24
′
32
″
,一些实施例中,底座1与支座2之间设置有定位块18,定位块18具有49
°
21
′
32
″
~49
°
24
′
32
″
的倾斜角度,进而使得底座1与支座2之间保持设定的倾斜角度。
42.支座2上设置有垂直于支座2的支柱3,支柱3一端水平铰接有连接杆4,连接杆4侧壁通过销钉10连接有用于压紧涡轮叶片的压板11,压板11主要用于压紧涡轮叶片的端面,进而将涡轮叶片紧压固定。连接杆4通过连接销15与支座2连接,连接销15通过螺钉16紧固。
43.连接杆4另一端穿设有活节螺栓5,活节螺栓5且靠近连接杆4端部设置有螺帽12,螺帽12用于紧压连接杆4。螺帽12与连接杆4之间设置有球面垫圈13和锥面垫圈14,球面垫圈13和锥面垫圈14防止加工过程中螺帽12出现松动导致磨削加工位置出现偏移。活节螺栓5另一端设置于支座2内,活节螺栓5两侧均设置有定位球7。支座2上设置有平板8,定位球7位于平板8上,平板8上还设置有定位销9和测量球6,位于不同位置的定位球7用于定位涡轮叶片的的不同位置,与平板8上的定位销9配合进一步将涡轮叶片定位固定,测量球6便于加工过程中多涡轮叶片的表面进行测量。
44.如图1、图4所示,本发明还提供了一种涡轮叶片二面角弦宽加工方法,包括如上所述的涡轮叶片二面角弦宽加工装置,加工装置将涡轮叶片定位固定后,通过二轴缓进磨床进行加工,具体包括以下步骤:
45.s1.确定定位点:选用涡轮叶片后缘大安装板和后缘小安装板定位一个平面,并设
置三个第一定位点,在所述后缘大安装板内通道设置两个第二定位点,在涡轮叶片联后缘上限制一个第三定位点,在涡轮叶片上设置6个不同定位点,利于后续通过6个不同的定位点与涡轮叶片加工装置固定,从而将涡轮叶片整体固定。
46.s2.在平板8上确定三个窄面并确定一个平面定位后缘大安装板和小安装板,三个窄面确定的平面与涡轮叶片后缘大安装板和后缘小安装板的平面对应,通过三个第一定位点使得后缘大安装板和后缘小安装板的名片和三个窄面形成的平面固定连接,三个窄面形成的平面主要有两个定位球7和定位板17构成。
47.位于活节螺栓5两侧的定位球7定位后缘大安装板内通道设置两个第二定位点,两个第二定位点分别为s6和s7,用定位销9定位涡轮叶片联后缘的第三定位点,第三定位点为b5。
48.s3.转动螺帽12,通过压板11将涡轮叶片定位固定,使其固定的涡轮叶片呈现如图1中工件轮廓19的样式,随后采用二轴缓进磨床进行磨削加工。
49.s4.选择砂轮规格和磨削参数,对涡轮叶片二面角弦宽进行磨削加工。先进行粗磨,后细磨。本实施例中,粗磨的深度为1.2mm,精磨的深度为0.15mm,粗磨过程能快速将涡轮叶片进行打磨,但粗磨过后的涡轮叶片粗糙度大,还需进一步精磨,精磨后,使其涡轮叶片表面的的粗糙度小,符合设定要求。
50.粗磨和精磨的过程中,需要选的特定的砂轮,砂轮的直径为300mm,砂轮的厚度为35mm,砂轮的硬度e为19,选用特定的砂轮能快速高效的磨削,同时提高涡轮叶片表面质量。磨削线速度为18m/s,进给速度为250mm/mi n,冷却液压力大于0.6mpa,磨削过程中需要不断的冷却,防止高温对涡轮叶片造成局部损伤。
51.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
52.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1