一种薄壁铝合金叶轮低压铸造主动排气系统及排气方法与流程
1.本发明涉及一种薄壁铝合金叶轮低压铸造主动排气系统及排气方法,属于铝合金低压铸造技术领域。
背景技术:
2.在铝合金低压铸造过程中,铝合金液在气体压力作用下反作用充入模具型腔中。低压铸造为底注式充型,铝液在充型过程中由下向上充填,相应的气体也需由上方排出。由于金属型低压铸造中的型腔是封闭的,无法通过明冒口、排气孔等进行排气。特别是对于一些大平面的铸件,如叶轮,排气比较困难。对于薄壁复杂铸件,排气问题更为重要。因此,为了顺利排除气体,除了配合部分的间隙外,在距离金属入口最远处、型腔局部的的“死角”及型腔最高部位上,必须采取有效的排气措施。
3.当铸造薄壁铸件时,其型腔空间窄、排气通道狭小,易造成排气效率低、排气速度慢,会在铝合金液体充型过程中产生背压,从而造成气孔、浇不足等缺陷,比如:φ1000的石膏型铸造的薄壁铝合金叶轮铸件,厚度小于5mm的区域占体积的80%,叶轮叶片最薄处仅为1.5mm,铝液充填难度大,易产生背压;叶轮“大平面”区域面积约占65%-70%,在低压铸造中
ꢀ“
大平面”区域排气效果差。
4.现有技术中常见的排气装置有排气槽、排气片、排气塞、排气针或使用配合面或拼块之间的缝隙排气等。排气塞、排气片、排气针在薄壁铝合金叶轮铸件铸造使用过程中容易将铝飞边留在排气装置中,堵死排气道,而失去排气作用,因此需要经常性的拆卸清理,日常使用维护麻烦,易损坏,定期进行替换。且使用此类排气装置加工麻烦,成本高。
5.利用拼块之间的间隙进行排气,或者利用金属型与顶杆、芯座等的配合面间隙进行排气,对于金属型的加工精度要求高,有的配合面间隙有限,排气效果欠佳。
6.综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
7.本发明要解决的技术问题是针对以上不足,提供一种薄壁铝合金叶轮低压铸造主动排气系统及排气方法,可以实现以下目的:1、实现对排气强度和排气时机的准确控制,使薄壁铸件在低压铸造充型过程中排气顺畅;2、解决了因背压造成的浇不足等铸造缺陷,提高了薄壁铸件铸造成品率;3、为金属模提供了蓄气场所,使气体可以相互流动;并且避免了气体由金属模进入铸造模具内而造成流动紊乱,提高了排气效果;4、解决了现有排气装置需要经常性的拆卸清理,日常使用维护麻烦,易损坏,更换频率高的问题,具有结构简单,生产成本低的优点。
8.为解决以上技术问题,本发明采用以下技术方案:一种薄壁铝合金叶轮低压铸造主动排气系统,包括上金属模和下金属模,所述上金属模上设置排气装置,所述排气装置包
括排气环槽,所述排气环槽设置在上金属模的内表面;所述排气环槽上连通抽气口;所述排气环槽的内侧设置多道蓄气环槽,所述蓄气环槽通过径向气线与排气环槽连通。
9.进一步地,所述抽气口轴向贯穿上金属模;所述抽气口靠近排气环槽的一端设有透气砂块,所述透气砂块下方通过固定压板固定在上金属模上。
10.进一步地,所述排气环槽设置在上金属模的外圆处;排气环槽的总断面面积≥蓄气环槽的总断面面积,所述蓄气环槽、径向气线、排气环槽的深度和宽度依次增大。
11.进一步地,所述蓄气环槽、径向气线和排气环槽内喷涂石墨;所述排气环槽、蓄气环槽为圆形;所述排气环槽、蓄气环槽和径向气线的截面形状均为圆形、三角形、扁缝型、梯形中的任意一种。
12.进一步地,多道蓄气环槽沿上金属模径向布置;所述径向气线沿径向延伸,并与多道蓄气环槽依次连通。
13.进一步地,相邻两道蓄气环槽的间距为15-30mm;所述径向气线沿上金属模周向均布4-8道;所述蓄气环槽的槽深为1-5mm,槽底宽为1.5-3mm;所述排气环槽的槽深为8-12mm,槽底宽为15-25mm;所述径向气线的槽深为3-7mm,槽底宽为2-4mm;所述排气环槽、蓄气环槽和径向气线的截面形状均为三角形、扁缝型、梯形中的任意一种时,所述蓄气环槽、径向气线、排气环槽槽两侧斜度均为15-30
°
。
14.进一步地,所述抽气口的直径为5-10mm;所述抽气口对称设有两个;所述抽气口连接气泵。
15.一种薄壁铝合金叶轮低压铸造主动排气方法,其特征在于,所述排气方法采用所述的主动排气系统,所述排气方法包括以下步骤:s1、对叶轮铸造模具型腔内沿设定的叶轮低压铸造压力曲线进行低压充型;s2、铝液到达液面位置a处,开始抽气;s3、铝液完全充满型腔时,结束抽气。
16.进一步地,s1中,设定的叶轮低压铸造压力曲线包括充型阶段;所述充型阶段由第一充型阶段、第二充型阶段组成;第二充型阶段的充型速度低于第一充型阶段的充型速度;s2中,当第一充型阶段结束时,铝液到达液面位置a处,这时开启排气装置开始抽气;所述排气装置的抽气方向与铸造模具型腔内铝液流动方向相同;s3中,持续充型至第二充型阶段结束时,铝液完全充满型腔,排气环槽中气体全部排出,并被铝液填充;这时关闭排气装置结束抽气。
17.进一步地,第一充型阶段ab的充型速度为25kpa/s;第二充型阶段bc的充型速度为10kpa/s。
18.本发明采用以上技术方案后,与现有技术相比,具有以下优点:1、本发明实现了对排气强度和时机的准确控制,使薄壁铸件在低压铸造充型过程中排气顺畅。
19.2、本发明在上金属模中设置了蓄气环槽、径向气线和排气环槽后,为金属模提供了蓄气场所,并使气体可以相互流动;金属模外圆使用耐高温密封条进行密封,避免了抽气
时气体由金属模外圆进入而造成流动紊乱;3、本发明中抽气口直径为5-10mm,通过叶轮低压铸造压力曲线可以精确控制铝液流动,当结束第一充型阶段时,此时铝液流过中心厚大部分、向叶片及“大平面”开始充填,即铝液处于液面位置a处,背压增大,这时开启抽气,使气体向最金属模外圆处的两处抽气口流动,气体流动方向与铝液流动方向一致,有效降低了充型过程中的背压,解决了因背压造成的浇不足等铸造缺陷,提高了叶轮铸造成品率。
20.4、本发明解决了现有排气装置需要经常性的拆卸清理,日常使用维护麻烦,易损坏,更换频率高的问题,具有结构简单,生产成本低的优点。
21.下面结合附图和实施例对本发明进行详细说明。
附图说明
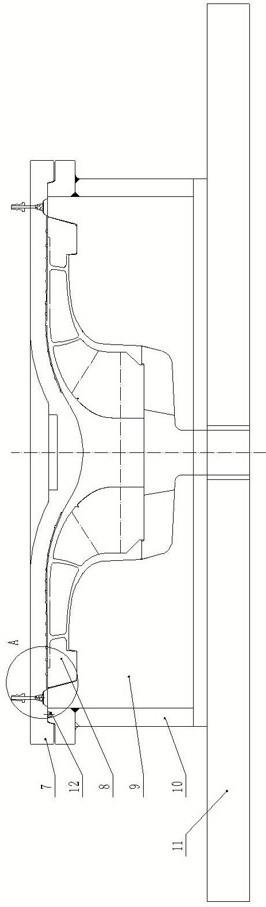
22.图1是本发明薄壁铝合金叶轮低压铸造主动排气系统的结构示意图;图2是图1中a处放大图;图3是本发明薄壁铝合金叶轮低压铸造主动排气系统的局部结构示意图;图4是图3的仰视图;图5是薄壁铝合金叶轮低压铸造压力曲线图;图6是薄壁铝合金叶轮铸造抽气开启时铝液在铸造模具型腔内的液面位置示意图。
23.图中,1-抽气口,2-蓄气环槽,3-径向气线,4-排气环槽,5-透气砂块,6-固定压板,7-上金属模,8-型芯,9-砂型,10-下金属模,11-铸造平台,12-耐高温密封垫,a-液面位置。
具体实施方式
24.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
25.实施例1如图1-4共同所示,本发明提供一种薄壁铝合金叶轮低压铸造主动排气系统,包括叶轮铸造模具和排气装置,所述叶轮铸造模具放置在铸造平台11上;所述铸造模具包括上金属模7和下金属模10,所述上金属模7和下金属模10形成的型腔内设有砂型9和型芯8,所述上金属模7和下金属模10之间通过耐高温密封垫12密封,所述耐高温密封垫12设在排气装置的径向外部;所述耐高温密封垫12防止抽气时空气从上金属模7和下金属模10之间的配合面向内进入型腔。
26.所述排气装置包括依次连通的抽气口1、排气环槽4、径向气线3、蓄气环槽2;所述抽气口1沿上金属模7厚度方向贯穿设置,所述排气环槽4、径向气线3、蓄气环槽2均设置在上金属模7的内表面。
27.作为一种优选,低压铸造充型过程中铝液由中间向四周填充,叶轮为圆形回转体,受铸件形状影响,可认为在同一分布直径上,所需的排气量和窝气出现几率一致,所以排气装置设置为周向均布。所述排气环槽4、蓄气环槽2为圆形。
28.所述排气环槽4、蓄气环槽2和径向气线3的截面形状均为圆形、三角形、扁缝型、梯
形中的任意一种,以便于金属型脱模。本实施例中,所述排气环槽4、蓄气环槽2和径向气线3的截面形状优选为梯形;与圆形和扁缝型相比,梯形的两斜面有拔模角度,更有利于金属型脱模;与三角形相比,梯形蓄气量更大、排气效果更好。
29.所述蓄气环槽2分布于排气环槽4内侧;所述蓄气环槽2沿上金属模7径向布置6-14道,所述蓄气环槽2的槽深为1-5mm,槽底宽为1.5-3mm,槽两侧斜度为15-30
°
;相邻两道蓄气环槽2间距为15-30mm,多道蓄气环槽2分布于φ260-560φ之间的环形区域内。
30.所述径向气线3沿上金属模7周向均布4-8道,所述径向气线3的槽深为3-7mm,槽底宽为2-4mm,槽两侧斜度为15-30
°
。
31.所述径向气线3沿径向依次与多道蓄气环槽2连通,使蓄气环槽2中的气体可通向排气环槽4。
32.所述蓄气环槽2、径向气线3设置在容易出现窝气和浇不足缺陷的位置。
33.所述排气环槽4设置在上金属模7的外圆处,所述排气环槽4的槽深为8-12mm,槽底宽为15-25mm,槽两侧斜度为15-30
°
。
34.所述排气环槽4的槽底部连接抽气口1,所述抽气口1的直径为5-10mm;所述抽气口1设有两个,两个抽气口1以叶轮铸造模具中心对称设置。
35.为了使气体在蓄气环槽2中汇集后,能够顺畅的流向排气环槽4并有抽气口1排出,排气环槽4的总断面面积≥蓄气环槽2的总断面面积,所述蓄气环槽2、径向气线3、排气环槽4的深度和宽度依次增大。
36.所述蓄气环槽2、径向气线3和排气环槽4内喷涂石墨涂料,以减少拆模力,避免拆型过程中拉伤铸件。
37.作为一种优选,所述抽气口1靠近排气环槽4的一端设有透气砂块5,所述透气砂块5下方通过固定压板6固定在上金属模7上,与传统的排气塞相比,透气砂块5排气效果好、制作成本低、更换方便。当铝液充填满排气环槽4后,受到透气砂块5的阻挡,不会继续进入抽气口1中。
38.作为一种优选,所述抽气口1连接气泵。
39.实施例2本发明提供一种薄壁铝合金叶轮低压铸造主动排气方法,所述排气方法采用实施例1所述的主动排气系统,所述排气方法包括以下步骤:步骤1:确定叶轮铸造充型时流动阻力增加的位置;对铸件和流道的形状和厚度进行分析,确定充型过程中的背压增大的位置,背压增大的位置通常出现流速突变或流动阻力增大的部位,以及局部厚度突变、横截面积急剧减少处或局部冷却速度快的区域;使用铸造模拟软件(如procast、flow-3d等)对铸件的铸造过程进行模拟,重点分析在上述背压增大区域的流动情况,结合铸造模拟软件分析的窝气倾向和背压数据,可确定铸造叶轮时流动阻力增加的位置,从而确定开启主动排气装置的时间点。
40.本实施例中,确定叶片与叶轮中心厚大部分相连接处为流动阻力增加的位置,铝液液面到达该处的充型时间为主动排气装置的开启时间点。
41.如图6所示,叶片与叶轮中心厚大部分相连接处的充型液面定义为液面位置a。
42.步骤2:对叶轮铸造模具型腔内沿设定的叶轮低压铸造压力曲线进行低压充型
根据附图5,设定的叶轮低压铸造压力曲线包括升液阶段oa、充型阶段ac、补压阶段cd、保压阶段de;所述充型阶段ac由第一充型阶段ab、第二充型阶段bc组成。其中为减少第二充型阶段bc的窝气几率,第二充型阶段bc的充型速度低于第一充型阶段ab的充型速度。
43.第二充型阶段bc结束时叶轮已充型完成,补压阶段cd需以较快的充型速度为叶轮补缩提供压力,补压阶段cd的充型速度最快。
44.升液阶段oa的升液速度为2.5kpa/s;第一充型阶段ab的充型速度为25kpa/s;第二充型阶段bc的充型速度为10kpa/s;补压阶段的补压速度为40kpa/s。
45.保压阶段的保压速度为0。
46.步骤3:铝液到达液面位置a处,启动排气装置抽气根据附图5所示的叶轮低压铸造压力曲线,当第一充型阶段结束时(即开始充液15s后),铝液到达液面位置a处,这时开启主动排气装置进行抽气。
47.所述排气装置的抽气方向与铸造模具型腔内铝液流动方向相同。
48.步骤4:铝液完全充满型腔时,关闭排气装置结束抽气持续充型至第二充型阶段结束时(即充液25s后),铝液已完全充满型腔,排气环槽中气体全部排出,并被铝液填充;这时关闭排气装置结束抽气。
49.排气完成后,根据叶轮低压铸造压力曲线完成补压阶段和保压阶段。
50.以上所述为本发明最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本发明的保护范围以权利要求的内容为准,任何基于本发明的技术启示而进行的等效变换,也在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1