一种消防灭火机器人专用轴处理工艺的制作方法
1.本发明涉及轴加工领域,尤其涉及一种消防灭火机器人专用轴处理工艺。
背景技术:
2.机器人是一种能够半自主或全自主工作的智能机器,机器人具有感知、决策、执行等基本特征,可以辅助甚至替代人类完成危险、繁重、复杂的工作,提高工作效率与质量,服务人类生活,扩大或延伸人的活动及能力范围。
3.而随着科学技术不断的进步,人们对机器人使用越来越广泛,而消防灭火机器人是特种机器人的一种,其具备远程自动灭火和抢险救援功能,能够代替消防员完成一些危险系数较高的消防作业,大大降低了消防作业难度。
4.现有技术中,消防灭火机器人内部一般会设置有多个不同类型的连接轴,实现内部各结构之间的有效连接,并能够自由活动,然而传统的消防灭火机器人使用的连接轴,多为常规机械连接轴,仅具备单一的连接作用,而由于消防灭火机器人常处于高温、潮湿以及浓烟环境中,同时还要承受机器人的重量,若长期处于该类环境中,则容易导致连接轴出现生锈、高温断裂等故障,使得机器人不能正常使用。
5.因此,有必要提供一种消防灭火机器人专用轴处理工艺解决上述技术问题。
技术实现要素:
6.本发明提供一种消防灭火机器人专用轴处理工艺,解决了连接轴容易出现生锈、高温断裂的问题。
7.为解决上述技术问题,本发明提供的消防灭火机器人专用轴处理工艺,包括以下操作步骤:
8.s1、将加工成型完成后的专用轴工件放入加热炉中,控制加热炉的温度为800-1000℃,持续加热20-30分钟后取出,自然冷却至常温状态,去除表面杂质,得到一次加工件;
9.s2、然后将一次加工件浸泡在碱液中,浸泡1-2小时后取出,并使用冷水对一次加工件表面进行清洗,再放入稀酸中,继续浸泡10-15分钟后取出,再使用冷水清洗干净,并对工件进行烘干,得到二次加工件;
10.s3、将一次加工件放入保温炉中,设置保温温度为150-200℃,持续保温2-3小时后取出,然后立即浸入40-50℃的除锈剂中,浸泡50-60分钟后取出,自然冷却至常温状态,得到三次加工件;
11.s4、将三次加工件放入盐浴炉中保温4-5小时,再次放入加热炉中,同时在工件的外部均匀添加淬火剂,控制加热炉加热温度50-60℃/分钟的上升速度升高至500-600℃后停止淬火,得到四次加工件;
12.s5、将四次加工件放入回火炉中,在200-300℃温度条件下,保温10-12小时后,关闭回火炉,使其在回火炉中继续冷却至常温状态取出,对工件表面进行打磨处理,即可得到
所需的消防灭火机器人专用轴。
13.优选的,所述s1中加工成型完成后的专用轴工件,是根据消防灭火机器人具体的使用位置设定,并以40cr钢为原料,依次经过剪切、打磨、定型制得。
14.优选的,所述s2中碱液为浓度为15%的氢氧化钠溶液,稀酸包括硼酸、草酸中的任意一种,使用冷水对工件水洗时,一般清洗2-3次,可通过检测工件外部的ph值判断是否水洗干净。
15.优选的,所述s3中除锈剂为是由双氧水、环烷酸锌、石油磺酸钙和水,按照1:2:1.5:0.5的比例混合制得的,而在浸泡过程中前2小时内,若除锈剂液位下降,则需要及时补充与已经浸泡使用除锈剂相同温度的额外除锈剂,确保工件始终浸没在除锈剂内。
16.优选的,所述s4中淬火剂为硝酸钾、硝酸钠按以及石灰粉按照3:2:2的质量比混合制得,淬火剂可份2-3次等量分开加入。
17.优选的,所述s5中在将工件放入回火炉之后,先将工件表面的残留的淬火剂清除干净,并在保温期间,需要分隔2小时对工件进行翻转,关火后,使得回火炉内部出现密闭环境中。
18.优选的,所述s1中用于对工件进行淬火的加热炉,所述加热炉包括基座,所述基座的顶部设置有用于对待加工工件加热的加热结构,所述加热结构包括防护壳体、两个用于带动所述防护壳体在竖直方向移动的电动伸缩杆以及对所述防护壳体限位的限位柱,所述防护壳体安装于所述基座的顶部。
19.优选的,两个所述电动伸缩杆分别安装于所述基座顶部的两侧,且所述电动伸缩杆的伸缩端与所述防护壳体的外部固定安装。
20.优选的,所述限位柱固定安装于所述基座的顶部,且所述限位柱位于所述防护壳体的后侧,所述防护壳体的外部固定安装有连接块,所述连接块的内部与所述限位柱的外部滑动连接,所述防护壳体内壁的两侧均安装有加热喷头。
21.优选的,所述基座上设置有用于放置加工工件的转动结构,所述转动结构包括转动电机,所述转动电机安装于所述基座内部的中间,所述转动电机的输出端且位于所述基座的中间固定安装有放置架。
22.与相关技术相比较,本发明提供的消防灭火机器人专用轴处理工艺具有如下有益效果:
23.本发明提供一种消防灭火机器人专用轴处理工艺,使用该处理工艺制得的专用轴,使得专用轴所具备的耐高温性能、抗压强度、防锈性能以及硬度均得到大幅度提升,针对消防灭火机器人所处的高温、潮湿的环境,其良好的防锈性能和耐高温性能,使得专用轴能够保持相对稳定状态,不会轻易受到外部环境影响,始终具备有效的连接以及活动作用,不易出现损坏。
附图说明
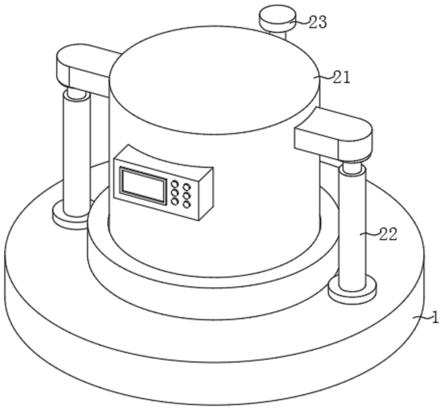
24.图1为本发明提供加热炉外部的结构示意图;
25.图2为本发明提供加热炉内部的结构示意图;
26.图3为本发明提供加热炉的爆炸图;
27.图4为本发明提供加热炉侧面的结构示意图。
28.图中标号
29.1、基座;
30.2、加热结构;
31.21、防护壳体,22、电动伸缩杆,23、限位柱,24、连接块,25、加热喷头;
32.3、转动结构;
33.31、转动电机,32、放置架。
具体实施方式
34.下面结合附图和实施方式对本发明作进一步说明。
35.第一实施例
36.请结合参阅图1、图2、图3、图4,其中,图1为本发明提供加热炉外部的结构示意图;图2为本发明提供加热炉内部的结构示意图;图3为本发明提供加热炉的爆炸图;图4为本发明提供加热炉侧面的结构示意图。消防灭火机器人专用轴处理工艺,包括以下操作步骤:
37.s1、将加工成型完成后的专用轴工件放入加热炉中,控制加热炉的温度为800℃,持续加热20分钟后取出,自然冷却至常温状态,去除表面杂质,得到一次加工件;
38.加工成型完成后的专用轴工件,是根据消防灭火机器人具体的使用位置设定,并以40cr钢为原料,依次经过剪切、打磨、定型制得;
39.s2、然后将一次加工件浸泡在碱液中,浸泡1小时后取出,并使用冷水对一次加工件表面进行清洗,再放入稀酸中,继续浸泡10分钟后取出,再使用冷水清洗干净,并对工件进行烘干,得到二次加工件;
40.碱液为浓度为15%的氢氧化钠溶液,稀酸包括硼酸、草酸中的任意一种,使用冷水对工件水洗时,一般清洗2次,可通过检测工件外部的ph值判断是否水洗干净;
41.s3、将一次加工件放入保温炉中,设置保温温度为150℃,持续保温2小时后取出,然后立即浸入40℃的除锈剂中,浸泡50分钟后取出,自然冷却至常温状态,得到三次加工件;
42.除锈剂为是由双氧水、环烷酸锌、石油磺酸钙和水,按照1:2:1.5:0.5的比例混合制得的,而在浸泡过程中前2小时内,若除锈剂液位下降,则需要及时补充与已经浸泡使用除锈剂相同温度的额外除锈剂,确保工件始终浸没在除锈剂内;
43.s4、将三次加工件放入盐浴炉中保温4小时,再次放入加热炉中,同时在工件的外部均匀添加淬火剂,控制加热炉加热温度50℃/分钟的上升速度升高至500℃后停止淬火,得到四次加工件;
44.淬火剂为硝酸钾、硝酸钠按以及石灰粉按照3:2:2的质量比混合制得,淬火剂可份2次等量分开加入;
45.s5、将四次加工件放入回火炉中,在200℃温度条件下,保温10小时后,关闭回火炉,使其在回火炉中继续冷却至常温状态取出,对工件表面进行打磨处理,即可得到所需的消防灭火机器人专用轴。
46.在将工件放入回火炉之后,先将工件表面的残留的淬火剂清除干净,并在保温期间,需要分隔2小时对工件进行翻转,关火后,使得回火炉内部出现密闭环境中。
47.所述s1中用于对工件进行淬火的加热炉,所述加热炉包括基座1,所述基座1的顶
部设置有用于对待加工工件加热的加热结构2,所述加热结构2包括防护壳体21、两个用于带动所述防护壳体21在竖直方向移动的电动伸缩杆22以及对所述防护壳体21限位的限位柱23,所述防护壳体21安装于所述基座1的顶部,两个所述电动伸缩杆22分别安装于所述基座1顶部的两侧,且所述电动伸缩杆22的伸缩端与所述防护壳体21的外部固定安装,所述限位柱23固定安装于所述基座1的顶部,且所述限位柱23位于所述防护壳体21的后侧,所述防护壳体21的外部固定安装有连接块24,所述连接块24的内部与所述限位柱23的外部滑动连接,所述防护壳体21内壁的两侧均安装有加热喷头25。
48.加热结构2主要用于对待加工工件进行加热处理,防护壳体21设置为筒状结构,其底部与基座1顶部的连接槽紧密卡接,而防护壳体21自身为隔热材料组成,两个电动伸缩杆22分别位于防护壳体21外部的左右两侧,通过一个控制开关控制其伸缩,其输出端与防护壳体21外部的上方固定安装,能够带动防护壳体21在竖直方向移动,实现对防护壳体21的高度调节,在加热状态时,能够使得防护壳体21底部与基座1顶部保持紧密连接,而在加热完成之后,通过控制电动伸缩杆22向上伸长,使得防护壳体21与基座1分离,进而使得基座1处于敞开状态,从放置将其顶部的工件取出;
49.限位柱23位于防护壳体21的后侧,与连接块24配合滑动,能够对防护壳体21起到限位作用,使其能够在竖直方向保持稳定移动,增加防护壳体21移动时的稳定性,而加热喷头25共设置有四个,均匀分布在防护壳体21的周侧,通过外部控制面板控制,主要用于对待加工工件外部喷火加热;
50.而通过设置该加热结构2,能够对待加工工件进行加热处理,同时具备伸缩功能,在加热完成后,可通过控制电动伸缩杆22,带动防护壳体21向上移动,使其与基座1顶部分离,使得基座1顶部的转动结构3处于外部环境中,此时人们便可以直接将其上的工件取出,通过设置为升降开启方式,改变了传统的盖板方式,在拿取工件时,操作空间更大,不会受到防护壳体21的外部影响,使得拿取和放置工件十分方便,大大加快了工作速度,更好的满足人们的使用需求,同时利用电动伸缩杆22作为驱动,在使用时只需控制对应开关即可,操作起来也十分简单。
51.所述基座1上设置有用于放置加工工件的转动结构3,所述转动结构3包括转动电机31,所述转动电机31安装于所述基座1内部的中间,所述转动电机31的输出端且位于所述基座1的中间固定安装有放置架32。
52.转动电机31安装在基座1内部的中间,其输出端通过与放置架32连接,能够带动放置架32转动,而放置架32是由转轴和周侧的固定架组成,固定架用于夹持加工工件,在加热时,通过控制器转动电机31转动,使得放置架32带动加工工件转动,使得加工工件可以在防护壳体21的内部转动,实现对加工工件不同位置的加热处理,确保对加工工件加热充分,使得加热效果更加全面、更加均匀。
53.与相关技术相比较,本发明提供的消防灭火机器人专用轴处理工艺具有如下有益效果:
54.使用该处理工艺制得的专用轴,使得专用轴所具备的耐高温性能、抗压强度、防锈性能以及硬度均得到大幅度提升,针对消防灭火机器人所处的高温、潮湿的环境,其良好的防锈性能和耐高温性能,使得专用轴能够保持相对稳定状态,不会轻易受到外部环境影响,始终具备有效的连接以及活动作用,不易出现损坏。
55.第二实施例
56.基于本发明的第一实施例一种消防灭火机器人专用轴处理工艺,本发明的第二实施例提供另一种消防灭火机器人专用轴处理工艺,其中,第二实施例并不会妨碍第一实施例的技术方案的独立实施。
57.具体的,本发明的提供另一种消防灭火机器人专用轴处理工艺不同之处在于:
58.包括以下操作步骤:
59.s1、将加工成型完成后的专用轴工件放入加热炉中,控制加热炉的温度为1000℃,持续加热30分钟后取出,自然冷却至常温状态,去除表面杂质,得到一次加工件;
60.s2、然后将一次加工件浸泡在碱液中,浸泡2小时后取出,并使用冷水对一次加工件表面进行清洗,再放入稀酸中,继续浸泡10-15分钟后取出,再使用冷水清洗干净,并对工件进行烘干,得到二次加工件;
61.s3、将一次加工件放入保温炉中,设置保温温度为200℃,持续保温3小时后取出,然后立即浸入50℃的除锈剂中,浸泡60分钟后取出,自然冷却至常温状态,得到三次加工件;
62.s4、将三次加工件放入盐浴炉中保温5小时,再次放入加热炉中,同时在工件的外部均匀添加淬火剂,控制加热炉加热温度60℃/分钟的上升速度升高至600℃后停止淬火,得到四次加工件;
63.s5、将四次加工件放入回火炉中,在300℃温度条件下,保温12小时后,关闭回火炉,使其在回火炉中继续冷却至常温状态取出,对工件表面进行打磨处理,即可得到所需的消防灭火机器人专用轴。
64.第三实施例
65.基于本发明的第一实施例一种消防灭火机器人专用轴处理工艺,本发明的第三实施例提供另一种消防灭火机器人专用轴处理工艺,其中,第三实施例并不会妨碍第一实施例的技术方案的独立实施。
66.具体的,本发明的提供另一种消防灭火机器人专用轴处理工艺不同之处在于:
67.包括以下操作步骤:
68.s1、将加工成型完成后的专用轴工件放入加热炉中,控制加热炉的温度为800℃,持续加热30分钟后取出,自然冷却至常温状态,去除表面杂质,得到一次加工件;
69.s2、然后将一次加工件浸泡在碱液中,浸泡1小时后取出,并使用冷水对一次加工件表面进行清洗,再放入稀酸中,继续浸泡15分钟后取出,再使用冷水清洗干净,并对工件进行烘干,得到二次加工件;
70.s3、将一次加工件放入保温炉中,设置保温温度为200℃,持续保温2-3小时后取出,然后立即浸入40℃的除锈剂中,浸泡50分钟后取出,自然冷却至常温状态,得到三次加工件;
71.s4、将三次加工件放入盐浴炉中保温5小时,再次放入加热炉中,同时在工件的外部均匀添加淬火剂,控制加热炉加热温度60℃/分钟的上升速度升高至500℃后停止淬火,得到四次加工件;
72.s5、将四次加工件放入回火炉中,在300℃温度条件下,保温12小时后,关闭回火炉,使其在回火炉中继续冷却至常温状态取出,对工件表面进行打磨处理,即可得到所需的
消防灭火机器人专用轴。
73.第四实施例
74.基于本发明的第一实施例一种消防灭火机器人专用轴处理工艺,本发明的第四实施例提供另一种消防灭火机器人专用轴处理工艺,其中,第四实施例并不会妨碍第一实施例的技术方案的独立实施。
75.具体的,本发明的提供另一种消防灭火机器人专用轴处理工艺不同之处在于:
76.包括以下操作步骤:
77.s1、将加工成型完成后的专用轴工件放入加热炉中,控制加热炉的温度为900℃,持续加热25分钟后取出,自然冷却至常温状态,去除表面杂质,得到一次加工件;
78.s2、然后将一次加工件浸泡在碱液中,浸泡1.5小时后取出,并使用冷水对一次加工件表面进行清洗,再放入稀酸中,继续浸泡10分钟后取出,再使用冷水清洗干净,并对工件进行烘干,得到二次加工件;
79.s3、将一次加工件放入保温炉中,设置保温温度为200℃,持续保温2-3小时后取出,然后立即浸入45℃的除锈剂中,浸泡55分钟后取出,自然冷却至常温状态,得到三次加工件;
80.s4、将三次加工件放入盐浴炉中保温4-5小时,再次放入加热炉中,同时在工件的外部均匀添加淬火剂,控制加热炉加热温度55℃/分钟的上升速度升高至550℃后停止淬火,得到四次加工件;
81.s5、将四次加工件放入回火炉中,在250℃温度条件下,保温11小时后,关闭回火炉,使其在回火炉中继续冷却至常温状态取出,对工件表面进行打磨处理,即可得到所需的消防灭火机器人专用轴。
82.通过对分别使用实施例1、2、3和4工艺处理制得的专用轴进行实验测试,且将每个实施例中制备出的专用轴随机抽取100组实验样品,经过对每个实施例的100个实验组分别进行严格的耐高温性能、抗压强度、防锈性能、硬度进行测试,并进行数据统计整理,取平均数值,制得下表;
[0083] 耐高温性能抗压强度防锈性能硬度实施例1较好99.34%较好hrb210.3实施例2一般94.53%较好hrb202.8实施例3较好97.32%一般hrb208.4实施例4较好98.12%一般hrb207.2
[0084]
由上表可知,由于使用实施例1所制得的消防灭火机器人专用轴在耐高温性能、抗压强度、防锈性能、硬度的测试结果都比其实施例表现优异,故实施例1中给出的消防灭火机器人专用轴处理工艺是最优选择。
[0085]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1