一种沙滩伞多折伞骨的制备工艺的制作方法
1.本发明属于伞骨制备技术领域,具体涉及一种沙滩伞多折伞骨的制备工艺。
背景技术:
2.伞骨是支撑雨伞的一条一条的骨架,以前的伞骨大多为木质、竹制,后来出现有铁骨、钢骨、铝合金骨(又称纤维骨)、电着骨以及树脂骨,而形式大多用收缩骨(缩骨伞),携带轻巧方便。
3.目前现有的沙滩伞多折伞骨的制备工艺还存在一些问题:制备出的伞骨拉伸强度和硬度不足,另外耐磨耐刮、抗腐蚀功能较弱,为此我们提出一种沙滩伞多折伞骨的制备工艺。
技术实现要素:
4.本发明的目的在于提供一种沙滩伞多折伞骨的制备工艺,以解决上述背景技术中提出的问题。
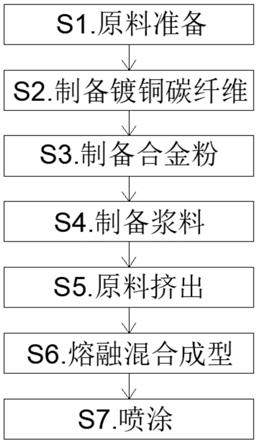
5.为实现上述目的,本发明提供如下技术方案:一种沙滩伞多折伞骨的制备工艺,包括以下步骤:
6.s1.原料准备:按以下重量份计准备原料,铝70-78份,碳纤维14-24份,镁1.0-1.6份,钴0.04-0.12份,铜0.20-0.32份,镧0.14-0.28份,镍0.1-0.3份,石墨烯纳米片0.4-1.2份,硅0.5-1.4份,铁0.2-0.5份,锗0.3-0.8份,钇2.1-2.9份,锡0.02-0.1份,聚丙烯8-16份,硼0.04-0.12份,二甲基硅油2-6份;
7.s2.制备镀铜碳纤维:将碳纤维加热至450-500℃,保温40-60min,自然冷却至室温,然后将冷却后的碳纤维置于质量浓度为64-72%的浓硝酸中搅拌55-75min,再将碳纤维置于敏化液中,敏化16-24min,接着将碳纤维置于活化液中搅拌3-6min,随后将碳纤维置于还原液中搅拌1-3min,最后置于100-120℃下真空干燥3-5h,将铜熔化后,喷涂至处理后的碳纤维上,干燥得到镀铜碳纤维;
8.s3.制备合金粉:按照重量份计,先将镁、钴、镧、镍、硅、铁、锗、锗、钇、锡、硼在干混机中300-500rpm下混合搅拌30-50min,搅拌均匀后在真空中频感应熔炼、浇注铸锭、碾磨成纳米合金粉;
9.s4.制备浆料:将石墨烯纳米片分散到其体积6-22倍的无水乙醇中,利用超声震荡2-4h,使其充分分散,形成分散液,然后向其中加入所得纳米合金粉,转入球磨罐中球磨12-24h,得到浆料,将浆料升温至80-100℃,继续球磨至无水乙醇蒸发82-92%,然后转移至鼓风干燥箱中,80-120℃下干燥12-24h;
10.s5.原料挤出:将s4处理后的浆料与聚丙烯、二甲基硅油混合,以200-400rpm的转速搅拌1-3h,加热温度至170-200℃,继续搅拌15-30min后转移至双螺旋杆挤出机中挤出,得挤出料;
11.s6.熔融混合成型:将s2得到的镀铜碳纤维和s5得到的挤出料在850-900℃下熔融
混合,倒入伞骨模具中浇筑成型,即得到伞骨模型;
12.s7.喷涂:采用伞骨表面涂层材料涂覆在伞骨模型表面,静置流平后,在80℃-240℃条件下烘烤30-60min,得到含有保护涂层的伞骨成品。
13.优选的,所述s1中原料准备:按以下重量份计准备原料,铝74份,碳纤维18份,镁1.4份,钴0.08份,铜0.26份,镧0.18份,镍0.2份,石墨烯纳米片0.8份,硅1.0份,铁0.4份,锗0.5份,钇2.5份,锡0.06份,聚丙烯12份,硼0.08份,二甲基硅油4份。
14.优选的,所述s2中的敏化液为sncl2·
h2o溶液与hcl溶液按体积比1:1-3混合的混合液,所述sncl2·
h2o溶液的溶度为35-55g/l,所述hcl溶液的溶度为15-35ml/l。
15.优选的,所述s2中活化液包括5-10g/l苯甲酸钠、0.4-0.8g/l硼氢化钠、2-2.8g/l六偏磷酸钠和4-6g/l溴化镍,所述还原液为浓度为8-14g/l的亚磷酸钠溶液。
16.优选的,所述s2中碳纤维的活化温度为40-60℃,所述s2中碳纤维处理时,碳纤维进行粗化、敏化、活化和还原时均需要先用去离子水将碳纤维冲洗至中性,再进行下一个步骤。
17.优选的,所述s3中纳米合金粉的粒径为200-400nm。
18.优选的,所述s4中超声震荡的条件为25-45hz、600-1200w。
19.优选的,所述s5中双螺旋杆挤出机的挤出温度为120-240℃。
20.优选的,所述s7中的保护涂层的厚度为100-200μm。
21.优选的,所述s7中伞骨表面涂层材料包括以下重量份计原料组成:sio2有机-无机杂化溶胶30-90份、钛黑分散液10-60份和稀释剂1-50份,所述伞骨表面涂层材料的制备方法为将上述重量份计原料混合,并搅拌均匀,即得。
22.与现有技术相比,本发明的有益效果是:
23.(1)本发明通过在原料中加入碳纤维与金属配合,增加了伞骨抗氧化性和延展性,同时提高了伞骨的拉伸强度和硬度。
24.(2)本发明通过添加石墨烯与每种金属元素配合,通过元素之间的相互作用,使得制备的伞骨具有较高的抗拉伸强度和适中的硬度,同时能够降低伞骨的重量,使得伞骨制备的雨伞方便携带。
25.(3)本发明通过涂覆保护涂层,增加了伞骨的硬度、附着力、耐磨耐刮和抗腐蚀功能。
附图说明
26.图1为本发明的流程图。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.实施例1
29.请参阅图1,本发明提供一种技术方案:一种沙滩伞多折伞骨的制备工艺,包括以
下步骤:
30.s1.原料准备:按以下重量份计准备原料,铝70份,碳纤维14份,镁1.0份,钴0.04份,铜0.20份,镧0.14份,镍0.1份,石墨烯纳米片0.4份,硅0.5份,铁0.2份,锗0.3份,钇2.1份,锡0.02份,聚丙烯8份,硼0.04-0.12份,二甲基硅油2份;
31.s2.制备镀铜碳纤维:将碳纤维加热至450℃,保温40min,自然冷却至室温,然后将冷却后的碳纤维置于质量浓度为64%的浓硝酸中搅拌55min,再将碳纤维置于敏化液中,敏化16min,接着将碳纤维置于活化液中搅拌3min,随后将碳纤维置于还原液中搅拌1min,最后置于100℃下真空干燥3h,将铜熔化后,喷涂至处理后的碳纤维上,干燥得到镀铜碳纤维;
32.s3.制备合金粉:按照重量份计,先将镁、钴、镧、镍、硅、铁、锗、锗、钇、锡、硼在干混机中300rpm下混合搅拌30min,搅拌均匀后在真空中频感应熔炼、浇注铸锭、碾磨成纳米合金粉;
33.s4.制备浆料:将石墨烯纳米片分散到其体积6倍的无水乙醇中,利用超声震荡2h,使其充分分散,形成分散液,然后向其中加入所得纳米合金粉,转入球磨罐中球磨12h,得到浆料,将浆料升温至80℃,继续球磨至无水乙醇蒸发82%,然后转移至鼓风干燥箱中,80℃下干燥12h;
34.s5.原料挤出:将s4处理后的浆料与聚丙烯、二甲基硅油混合,以200rpm的转速搅拌1h,加热温度至170℃,继续搅拌15min后转移至双螺旋杆挤出机中挤出,得挤出料;
35.s6.熔融混合成型:将s2得到的镀铜碳纤维和s5得到的挤出料在850℃下熔融混合,倒入伞骨模具中浇筑成型,即得到伞骨模型;
36.s7.喷涂:采用伞骨表面涂层材料涂覆在伞骨模型表面,静置流平后,在80℃条件下烘烤30min,得到含有保护涂层的伞骨成品。
37.本实施例中,优选的,所述s2中的敏化液为sncl2·
h2o溶液与hcl溶液按体积比1:1混合的混合液,所述sncl2·
h2o溶液的溶度为35g/l,所述hcl溶液的溶度为15ml/l。
38.本实施例中,优选的,所述s2中活化液包括5g/l苯甲酸钠、0.4g/l硼氢化钠、2g/l六偏磷酸钠和4g/l溴化镍,所述还原液为浓度为8g/l的亚磷酸钠溶液。
39.本实施例中,优选的,所述s2中碳纤维的活化温度为40℃,所述s2中碳纤维处理时,碳纤维进行粗化、敏化、活化和还原时均需要先用去离子水将碳纤维冲洗至中性,再进行下一个步骤。
40.本实施例中,优选的,所述s3中纳米合金粉的粒径为200nm。
41.本实施例中,优选的,所述s4中超声震荡的条件为25hz、600w。
42.本实施例中,优选的,所述s5中双螺旋杆挤出机的挤出温度为120℃。
43.本实施例中,优选的,所述s7中的保护涂层的厚度为100μm。
44.本实施例中,优选的,所述s7中伞骨表面涂层材料包括以下重量份计原料组成:sio2有机-无机杂化溶胶30份、钛黑分散液10份和稀释剂1份,所述伞骨表面涂层材料的制备方法为将上述重量份计原料混合,并搅拌均匀,即得。
45.实施例2
46.请参阅图1,本发明提供一种技术方案:一种沙滩伞多折伞骨的制备工艺,包括以下步骤:
47.s1.原料准备:按以下重量份计准备原料,铝78份,碳纤维24份,镁1.6份,钴0.12
份,铜0.32份,镧0.28份,镍0.3份,石墨烯纳米片1.2份,硅1.4份,铁0.5份,锗0.8份,钇2.9份,锡0.1份,聚丙烯16份,硼0.12份,二甲基硅油6份;
48.s2.制备镀铜碳纤维:将碳纤维加热至500℃,保温60min,自然冷却至室温,然后将冷却后的碳纤维置于质量浓度为-72%的浓硝酸中搅拌75min,再将碳纤维置于敏化液中,敏化24min,接着将碳纤维置于活化液中搅拌6min,随后将碳纤维置于还原液中搅拌3min,最后置于120℃下真空干燥5h,将铜熔化后,喷涂至处理后的碳纤维上,干燥得到镀铜碳纤维;
49.s3.制备合金粉:按照重量份计,先将镁、钴、镧、镍、硅、铁、锗、锗、钇、锡、硼在干混机中500rpm下混合搅拌50min,搅拌均匀后在真空中频感应熔炼、浇注铸锭、碾磨成纳米合金粉;
50.s4.制备浆料:将石墨烯纳米片分散到其体积22倍的无水乙醇中,利用超声震荡4h,使其充分分散,形成分散液,然后向其中加入所得纳米合金粉,转入球磨罐中球磨24h,得到浆料,将浆料升温至100℃,继续球磨至无水乙醇蒸发92%,然后转移至鼓风干燥箱中,120℃下干燥24h;
51.s5.原料挤出:将s4处理后的浆料与聚丙烯、二甲基硅油混合,以400rpm的转速搅拌3h,加热温度至200℃,继续搅拌30min后转移至双螺旋杆挤出机中挤出,得挤出料;
52.s6.熔融混合成型:将s2得到的镀铜碳纤维和s5得到的挤出料在900℃下熔融混合,倒入伞骨模具中浇筑成型,即得到伞骨模型;
53.s7.喷涂:采用伞骨表面涂层材料涂覆在伞骨模型表面,静置流平后,在240℃条件下烘烤60min,得到含有保护涂层的伞骨成品。
54.本实施例中,优选的,所述s2中的敏化液为sncl2·
h2o溶液与hcl溶液按体积比1:3混合的混合液,所述sncl2·
h2o溶液的溶度为55g/l,所述hcl溶液的溶度为35ml/l。
55.本实施例中,优选的,所述s2中活化液包括10g/l苯甲酸钠、0.8g/l硼氢化钠、2.8g/l六偏磷酸钠和6g/l溴化镍,所述还原液为浓度为14g/l的亚磷酸钠溶液。
56.本实施例中,优选的,所述s2中碳纤维的活化温度为60℃,所述s2中碳纤维处理时,碳纤维进行粗化、敏化、活化和还原时均需要先用去离子水将碳纤维冲洗至中性,再进行下一个步骤。
57.本实施例中,优选的,所述s3中纳米合金粉的粒径为400nm。
58.本实施例中,优选的,所述s4中超声震荡的条件为45hz、1200w。
59.本实施例中,优选的,所述s5中双螺旋杆挤出机的挤出温度为240℃。
60.本实施例中,优选的,所述s7中的保护涂层的厚度为200μm。
61.本实施例中,优选的,所述s7中伞骨表面涂层材料包括以下重量份计原料组成:sio2有机-无机杂化溶胶90份、钛黑分散液60份和稀释剂50份,所述伞骨表面涂层材料的制备方法为将上述重量份计原料混合,并搅拌均匀,即得。
62.实施例3
63.请参阅图1,本发明提供一种技术方案:一种沙滩伞多折伞骨的制备工艺,包括以下步骤:
64.s1.原料准备:按以下重量份计准备原料,铝74份,碳纤维18份,镁1.4份,钴0.08份,铜0.26份,镧0.18份,镍0.2份,石墨烯纳米片0.8份,硅1.0份,铁0.4份,锗0.5份,钇2.5
份,锡0.06份,聚丙烯12份,硼0.08份,二甲基硅油4份;
65.s2.制备镀铜碳纤维:将碳纤维加热至480℃,保温50min,自然冷却至室温,然后将冷却后的碳纤维置于质量浓度为66%的浓硝酸中搅拌65min,再将碳纤维置于敏化液中,敏化20min,接着将碳纤维置于活化液中搅拌4min,随后将碳纤维置于还原液中搅拌2min,最后置于110℃下真空干燥4h,将铜熔化后,喷涂至处理后的碳纤维上,干燥得到镀铜碳纤维;
66.s3.制备合金粉:按照重量份计,先将镁、钴、镧、镍、硅、铁、锗、锗、钇、锡、硼在干混机中400rpm下混合搅拌40min,搅拌均匀后在真空中频感应熔炼、浇注铸锭、碾磨成纳米合金粉;
67.s4.制备浆料:将石墨烯纳米片分散到其体积15倍的无水乙醇中,利用超声震荡3h,使其充分分散,形成分散液,然后向其中加入所得纳米合金粉,转入球磨罐中球磨20h,得到浆料,将浆料升温至90℃,继续球磨至无水乙醇蒸发85%,然后转移至鼓风干燥箱中,100℃下干燥20h;
68.s5.原料挤出:将s4处理后的浆料与聚丙烯、二甲基硅油混合,以300rpm的转速搅拌2h,加热温度至180℃,继续搅拌25min后转移至双螺旋杆挤出机中挤出,得挤出料;
69.s6.熔融混合成型:将s2得到的镀铜碳纤维和s5得到的挤出料在880℃下熔融混合,倒入伞骨模具中浇筑成型,即得到伞骨模型;
70.s7.喷涂:采用伞骨表面涂层材料涂覆在伞骨模型表面,静置流平后,在160℃条件下烘烤40min,得到含有保护涂层的伞骨成品。
71.本实施例中,优选的,所述s2中的敏化液为sncl2·
h2o溶液与hcl溶液按体积比1:2混合的混合液,所述sncl2·
h2o溶液的溶度为45g/l,所述hcl溶液的溶度为25ml/l。
72.本实施例中,优选的,所述s2中活化液包括7g/l苯甲酸钠、0.6g/l硼氢化钠、2.4g/l六偏磷酸钠和5g/l溴化镍,所述还原液为浓度为12g/l的亚磷酸钠溶液。
73.本实施例中,优选的,所述s2中碳纤维的活化温度为50℃,所述s2中碳纤维处理时,碳纤维进行粗化、敏化、活化和还原时均需要先用去离子水将碳纤维冲洗至中性,再进行下一个步骤。
74.本实施例中,优选的,所述s3中纳米合金粉的粒径为300nm。
75.本实施例中,优选的,所述s4中超声震荡的条件为35hz、800w。
76.本实施例中,优选的,所述s5中双螺旋杆挤出机的挤出温度为200℃。
77.本实施例中,优选的,所述s7中的保护涂层的厚度为150μm。
78.本实施例中,优选的,所述s7中伞骨表面涂层材料包括以下重量份计原料组成:sio2有机-无机杂化溶胶60份、钛黑分散液50份和稀释剂25份,所述伞骨表面涂层材料的制备方法为将上述重量份计原料混合,并搅拌均匀,即得。
79.本发明的原理及优点:本发明通过在原料中加入碳纤维与金属配合,增加了伞骨抗氧化性和延展性,同时提高了伞骨的拉伸强度和硬度;通过添加石墨烯与每种金属元素配合,通过元素之间的相互作用,使得制备的伞骨具有较高的抗拉伸强度和适中的硬度,同时能够降低伞骨的重量,使得伞骨制备的雨伞方便携带;通过涂覆保护涂层,增加了伞骨的硬度、附着力、耐磨耐刮和抗腐蚀功能。
80.选取传统的工艺制备的伞骨和本发明中制备的伞骨进行以下实验,实验内容和结果如下表
[0081][0082]
通过各项实验可以发现,实施例1、实施例2和实施例3中制备的伞骨的抗氧化性、延展性、拉伸强度、硬度、耐磨耐刮能力和抗腐蚀能力皆得到提高,且实施例2为最佳实施例。
[0083]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1