一种割草用高强度高碳低合金锯片材料及锯片的制备方法与流程
1.本发明属于金刚石锯片技术领域,具体涉及一种割草用高强度高碳低合金锯片材料及锯片的制备方法。
背景技术:
2.割草片是安装于割草机上,通过旋转切割草木的割草工具,割草片的中心具有安装孔的圆形锯片,通过高速旋转切割草地、花坛、草坪等。但目前市场上的割草用合金锯片的强度较低,材料属性不佳,同时,长期高速旋转切割的过程中,金刚石锯片刀刃的刃口容易损伤,同时容易导致割草片整体断裂,对周围的工作环境存在着安全隐患。
技术实现要素:
3.为解决现有技术的不足,本实用新型的目的在于提供一种割草用高强度高碳低合金锯片材料及锯片的制备方法,提高割草用金刚石锯片的结构强度,同时保证刀刃的稳定不断裂。
4.为了实现上述目标,本实用新型采用如下的技术方案:一种割草用高强度高碳低合金锯片材料,包括:基体和刀刃,所述基体由a基体、b基体、c基体所组成,所述a基体的组成部分为c、si、mn、p、cr、mo、ni、al,所述a基体各组分及质量百分比由以下比例组成:c:70~78%,si:20~28%,mn:0.05~0.09%,p:0.004~0.008%,cr:0.12~0.16%,mo:0.005~0.009%,ni:0.03~0.06%,al:0.04~0.07%,其余部分为fe,所述b基体的组成部分为c、si、cr、ti、zr、mo,所述b基体各组分及质量百分比由以下比例组成:c:50~71%,si:27~48%,cr:0.22~0.32%,ti:0.15~0.31%,zr:0.003~0.008%,mo:0.06~0.08%,其余部分为fe。
5.优选地,所述c基体的组成部分的比例和所述a基体的组成部分的比例相同。
6.再优选地,所述a基体、所述b基体和所述c基体的厚度比为a:b:c=2:1:2。
7.更优选地,所述刀刃均匀布置于所述b基体的外圈位置。
8.进一步优选地,所述a基体和所述c基体上覆盖有高硬度涂层和耐磨涂层,所述b基体上覆盖有复合涂层。
9.一种割草用高强度高碳低合金锯片材料的制备方法,其特征在于,包括以下步骤:s1:将所述a基体和所述c基体经过淬火、退火工艺后,通过成型机冲压为圆形,得到圆形锯片ⅰ和圆形锯片ⅱ;s2:将所述b基体经过淬火、退火工艺吗,通过成型机冲压为圆形,得到圆形锯片ⅲ;s3,将所述圆形锯片ⅰ,所述圆形锯片ⅱ,所述圆形锯片ⅲ进行表面打磨处理;s4:将所述圆形锯片ⅰ的一侧和所述圆形锯片ⅲ的一侧焊接相连,将所述圆形锯片ⅱ的一侧与所述圆形锯片ⅲ的另一侧焊接相连,形成锯片本体;s5:通过成型机对所述圆形锯片ⅲ进行冲压成型,在所述b基体的外圈形成刀齿
圈,得到所述刀刃,通过洗齿处理,再冲压成型,在所述刀刃周围形成齿槽,再通过冲压成型,在所述锯片本体的中心形成通孔;s6:通过喷涂机在得到的所述锯片本体周围进行喷涂,形成高硬度涂层,再将所述锯片本体竖挂保存10天以上。
10.优选地,所述a基体和所述c基体的淬火加热温度为780~840℃,退火温度为480~560℃。
11.具体地,所述成型机在s1和s2的冲压时间为3~5s。
12.更优选地,所述s3步骤,还需通过清洗剂清洗所述圆形锯片ⅰ、所述圆形锯片ⅱ和所述圆形锯片ⅲ。
13.本发明的有益之处在于:通过在相同规格的a基体和c基体之间设置有b基体,b基体整体硬度高于a基体、c基体,使得在b基体上设置刀刃的效果更好,更有利于割草切割的工作;同时通过高碳、较少合金的成分,使得到的基体具备了高硬度、高强度以及耐磨、抗冲击和抗疲劳的高性能属性,锯片材料的结构属性好;同时加工工艺步骤较少,有利于扩大生产,推广割草用锯片的使用范围,在切割工作时遇到较硬物时,也不易发生刀刃断裂的现象。
具体实施方式
14.以下将配合实施例来详细说明本技术的实施方式,借此对本技术如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
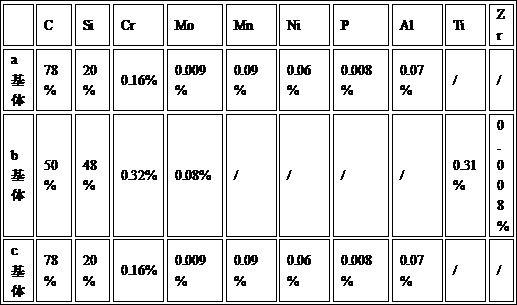
15.实施例一:表1 a、b、c基体组成部分成分表(%)本发明的一种割草用高强度高碳低合金锯片材料,包括:基体和刀刃,基体由a基体、b基体、c基体所组成,a基体的组成部分为c、si、mn、p、cr、mo、ni、al,a基体各组分及质量百分比由以下比例组成:c:78%,si:20%,mn:0.09%,p:0.008%,cr:0.16%,mo:0.009%,ni:0.06%,al:0.07%,其余部分为fe,b基体的组成部分为c、si、cr、ti、zr、mo,b基体各组分及质量百分比由以下比例组成:c:50%,si:48%,cr:0.32%,ti:0.31%,zr:0.008%,mo:0.08%,其余
部分为fe,实施例一得到的锯片材料抗弯强度≥1200mpa以上,锯片切割的效果较好,cr、mo等金属的加入,可以提高热处理性能,细化基体组织,使得基体具有良好的强度和硬度,同时具备耐冲击和抗疲劳的特点。
16.实施例二:表2 a、b、c基体组成部分成分表(%) csicrmomnnipaltizra基体70%28%0.12%0.005%0.05%0.03%0.004%0.04%//b基体71%27%0.22%0.06%////0.15%0.003%c基体70%28%0.12%0.005%0.05%0.03%0.004%0.04%//本发明的一种割草用高强度高碳低合金锯片材料,包括:基体和刀刃,基体由a基体、b基体、c基体所组成,a基体的组成部分为c、si、mn、p、cr、mo、ni、al,a基体各组分及质量百分比由以下比例组成:c:70%,si:28%,mn:0.05%,p:0.004%,cr:0.12%,mo:0.005%,ni:0.03%,al:0.04%,b基体的组成部分为c、si、cr、ti、zr、mo,b基体各组分及质量百分比由以下比例组成:c:71%,si:28%,cr:0.22%,ti:0.15%,zr:0.003%,mo:0.06%,实施例二得到的锯片材料的抗弯强度≥1150mpa以上,也有较好的抗弯属性,高硬度的特性,符合高强度高碳低合金的要求。
17.c基体的组成部分的比例和所述a基体的组成部分的比例相同,a基体和c基体相同,可以便于将b基体焊接在a基体和c基体之间,使得锯片材料结构属性更强,稳定性好。
18.a基体、b基体和c基体的厚度比为a:b:c=2:1:2,b基体设置在锯片材料中间,由于设置有刀刃,可以较a基体和c基体的厚度小,更加利于高速切割工作。
19.刀刃均匀布置于所述b基体的外圈位置,刀刃布置在b基体的外圈周围可以更有利于高效切割,加工时的切割效率和切割效果好。
20.a基体和c基体上覆盖有高硬度涂层和耐磨涂层,b基体上覆盖有复合涂层,高硬度涂层的喷涂,增加了a基体和c基体表面的硬度属性,使得冲压成型过程中,不易出现裂开、表面破坏等现象,耐磨涂层提高了耐磨属性,复合涂层的设计便于了a基体、c基体和b基体之间的连接。
21.一种割草用高强度高碳低合金锯片材料的制备方法,包括以下步骤:s1:将a基体和c基体经过淬火、退火工艺后,通过成型机冲压为圆形,得到圆形锯片ⅰ和圆形锯片ⅱ;s2:将b基体经过淬火、退火工艺,通过成型机冲压为圆形,得到圆形锯片ⅲ;s3,将圆形锯片ⅰ,圆形锯片ⅱ,圆形锯片ⅲ进行表面打磨处理;s4:将圆形锯片ⅰ的一侧和圆形锯片ⅲ的一侧焊接相连,将圆形锯片ⅱ的一侧与圆形锯片ⅲ的另一侧焊接相连,形成锯片本体;s5:通过成型机对所述圆形锯片ⅲ进行冲压成型,在b基体的外圈形成刀齿圈,得到刀刃,通过洗齿处理,再冲压成型,在刀刃周围形成齿槽,再通过冲压成型,在锯片本体的中心形成通孔;s6:通过喷涂机在得到的锯片本体周围进行喷涂,形成高硬度涂层,再将锯片本体竖挂保存10天以上,此种工艺操作便捷高效,得到的锯片材料结构属性好,具有高强度高硬度高碳低合金的特点属性,操作步骤较少,便于实践操作。
22.a基体和c基体的淬火加热温度为780~840℃,退火温度为480~560℃,此种温度下得到的细小颗粒状碳化物的硬度高,当淬火温度高于840℃,硬度则产生了一定的下降。
23.成型机在s1和s2的冲压时间为3~5s,冲压时间控制在3~5s之内,可以更有效于
锯片材料的生产制造,成型机冲压的时间短便于减少生产步骤,同时也减少了人工操作的部分。
24.s3步骤,还需通过清洗剂清洗所述圆形锯片ⅰ、所述圆形锯片ⅱ和所述圆形锯片ⅲ,及时清洗通过加工得到的圆形锯片,有利于之后的焊接工作,再经过抛光、表面处理等工作可以使得硬度属性更好。
25.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1