一种钉套智能局部退火装置的制作方法
1.本发明涉航空螺栓生产技术领域,尤其涉及一种钉套智能局部退火装置。
背景技术:
2.在飞机机翼与机身装配过程中,当抽钉芯杆轴向施加瞬间大拉力时,使高温合金材料的钉体在精确退火软化区域形成鼓包,从而实现航空抽芯铆钉精确地将飞机机翼与机身蒙皮相互之间装配结合在一起。钉体(又叫钉套)局部退火区域要求表面加热温度误差不超过
±
10℃,退火区域加热温度和加热均匀性有极高的一致性要求,从而使退火后钉体圆周硬度均匀一致,最终实现拉铆力的一致性和抽芯铆钉互换性,从而确保各种飞机与航空器的飞行安全。
3.现有的钉套对钉体(又叫钉套)局部退火区域的加热不均匀,导致钉套退火工艺的不良率高。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种钉套智能局部退火装置。
5.为了实现上述目的,本发明采用了如下技术方案:一种钉套智能局部退火装置,包括夹持旋转机构、加热机构和控制器,所述加热机构包括中间设有加热孔的加热线圈,所述夹持旋转机构用于夹持钉套,并将钉套穿设于所述加热孔中进行旋转加热,所述钉套智能局部退火装置还包括顶转机构,所述顶转机构设于所述加热孔的正下方,用于从钉套的底部开口插入钉套,顶承并随动所述钉套。
6.优选地,所述顶转机构包括顶承帽、转轴、第一轴承和轴承座,所述顶承帽包括上部的顶承椎体和与顶承锥体一体相连的、位于锥体下部的连接柱体,所述连接柱体设有向下的开口,所述转轴上端套设于开口内,所述转轴穿设于轴承内,所述轴承设于轴承座内,所述转轴随动所述顶承帽而旋转。
7.优选地,所述顶转机构还包括弹簧,所述弹簧套设于第一轴承和顶承帽之间的转轴上。
8.优选地,所述顶转机构还包括第二轴承,所述第二轴承套设于转轴的下部。
9.优选地,所述轴承座的空腔为台阶结构用于安装第一轴承和第二轴承,同时结合卡簧将第一轴承和第二轴承固定在所述轴承座内。
10.优选地,所述夹持旋转机构为scara四轴机器人,所述加热机构为伺服加热系统。
11.优选地,所述钉套智能局部退火装置还包括自动上料装置,包括震动上料盘,送料槽轨和用于分料和转送单个钉套的分料转送机构,夹持旋转机构从所述转送机构上夹持钉套,并将钉套置于加热机构上进行加热。
12.优选地,所述分料转送结构包括气缸支架,所述气缸支架上设有转送气缸,所述转送气缸上设有转送块,所述转送块上设有用于转送单个钉套的转送槽,所述转送气缸的对
侧且转送方向上设有挡块,所述挡块用于在钉套随转送块移动的过程中不脱离转送块的转送槽。
13.优选地,在所述分料转送结构还包括对射传感器,所述对射传感器包括发射端和接受端,所述发射端和接受端分别位于所述转送块的正前方和正后方,用于检测所述转送的转送槽中是否存在所述钉套。
14.优选地,所述钉套智能局部退火装置还包括用于采集所述钉套加热温度的温度传感器。
15.本发明具有如下有益效果:
16.本发明通过设置顶承机构,保证了钉套的均匀旋转,从而使得钉套受热均匀,提高了产品的质量和合格率。
附图说明
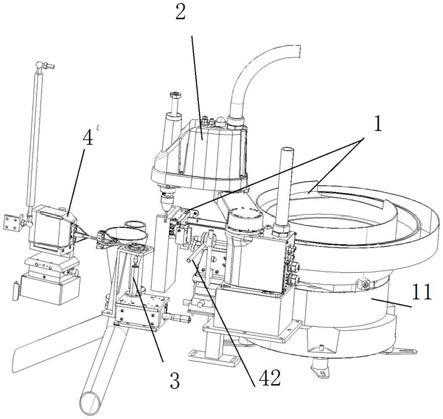
17.图1为本发明提出的一种钉套智能局部退火装置的结构示意图;
18.图2为本发明提出的自动上料装置的结构示意图;
19.图3为本发明提出的四轴机器人的结构示意图;
20.图4为本发明提出的伺服加热系统及顶转机构的组合的结构示意图;
21.图5为本发明提出的顶转机构的剖面图;
22.图例说明:自动上料装置1、震动上料盘11,送料槽轨12、气缸支架13、转送气缸14、转送块141、转送槽1411、挡块15、发射端161、接受端162、scara四轴机器人2、转动轴21、真空回转吸头22、顶转机构3、顶承帽31、转轴32、第一轴承33、第二轴承34、弹簧35、轴承座36、卡簧37、顶承椎体311、连接柱体312、伺服加热系统4加热线圈41、温度传感器42。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“垂直”、“水平”、“内”、“外
”‘
后’等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
25.参照图1-5,本发明提供的一种实施例:一种钉套智能局部退火装置,
26.包括自动上料装置1、夹持旋转机构2、顶转机构3和加热机构,
27.自动上料装置1用于自动分料和送料,
28.加热机构包括中间设有加热孔的加热线圈41,
29.夹持旋转机构用于夹持钉套,并将钉套穿设于加热孔中对钉套的局部进行旋转加热,
30.自动上料装置1,包括震动上料盘11,送料槽轨12和用于分料和转送单个钉套的分料转送机构,夹持旋转机构从转送机构上夹持钉套,并将钉套置于加热机构上进行加热。
31.分料转送结构包括气缸支架13,气缸支架13上设有转送气缸14,转送气缸14上设有转送块141,转送块141上设有用于转送单个钉套的转送槽1411,转送气缸14的对侧且转送方向上设有挡块15,挡块15用于在钉套随转送块141移动的过程中不脱离转送块141的转送槽1411。
32.在分料转送结构还包括对射传感器,对射传感器包括发射端161和接受端162,发射端161和接受端162分别位于转送块141的正前方和正后方,用于检测转送的转送槽1411中是否存在钉套。
33.夹持旋转机构采用scara四轴机器人2,包括转动轴21和与转动轴21相连的真空回转吸头22。
34.顶转机构3设于加热孔的正下方,用于从钉套的底部开口插入钉套,顶承并随动钉套。顶转机构3包括顶承帽31、转轴32、第一轴承33、第二轴承34、弹簧35和轴承座36,所述弹簧35套设于第一轴承33和顶承帽31之间的转轴32上。设置两个第一轴承33和第二轴承34,使得转轴32稳固,不晃动,从而使得钉套旋转均匀,加热均匀。加热时,第四转动轴21向下压,使得钉套与顶承椎体311表面充分接触,在静摩擦了的作用下,真空回转吸头22带动顶承帽31转动,顶承帽31带动转动轴21转动。
35.轴承座36的空腔为台阶结构用于安装第一轴承33和第二轴承34,同时结合卡簧37将第一轴承33和第二轴承34固定在轴承座36内。第一轴承33位于轴承座36的上部和第二轴承34位于轴承座36的下部。
36.顶承帽31包括上部的顶承椎体311和与顶承锥体一体相连的、位于锥体下部的连接柱体312,连接柱体312设有向下的开口,转轴32上端套设于开口内,转轴32随动顶承帽31而旋转。
37.加热机构为伺服加热系统4,伺服加热系统4设有加热线圈41和线圈支架,将加热线圈41固定在支架上,使线圈稳固,从而有利于钉套的均匀受热。
38.钉套智能局部退火装置还包括用于采集钉套加热温度的温度传感器42,
39.工作原理:
40.顶套通过震动上料盘11,送料槽轨12、转送气缸14,转送块141,将单个钉套分离出来,scara四轴机器人2将通过真空回转吸头22将钉套转送到顶承机构的正上方,scara四轴机器人2的转动轴21向下压,使得钉套与顶承椎体311的顶尖充分接触,在静摩擦了的作用下,真空回转吸头22带动顶承帽31转动,顶承帽31带动转动轴21转动。钉套在加热线圈41中均匀旋转、均匀加热。
41.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1