一种高精度花键自动研磨夹持器的制作方法
1.本发明属于花键自动研磨夹持的工艺装备技术领域,具体涉及一种高精度花键自动研磨夹持器。
技术背景
2.目前高精度花键研磨一般是借助专业的研磨机或者是经验丰富的人工加工,研磨机适用了专业大批量研磨,效率高,但成本也高。人工研磨在小批量花键研磨加工中比较常见,具有成本低,适应性高等,但加工质量不稳定,效率低等缺点。
3.技术方案
4.本发明的目的:提供一种高精度花键自动研磨夹持器,用于解决小批量,高精度花键研磨加工的难题。本发明具有机床适应性高,普通车床即可完成高精度研磨;效率高,可实现自动化加工;高精度,可实时监测研磨量和余量;低成本,本发明制造完成后一次投入,可长时间多批次研磨加工,单件研磨加工成本非常低。
5.本发明的技术方案:
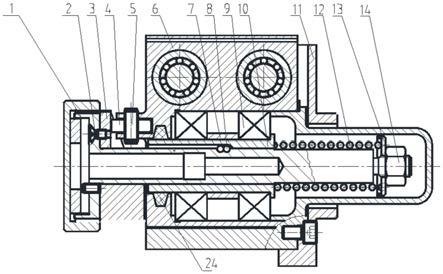
6.一种高精度花键自动研磨夹持器,包括盘型凸轮滚子机构、夹持轴组件、滑动组件、支撑座6、限位装置、压力调节组件、安装框22、表夹23;所述的夹持轴组件安装在所述的支撑座6内部,支撑座6通过滑动组件可滑动的安装到所述安装框22内部,盘型凸轮滚子机构设置在夹持轴组件的轴端,盘型凸轮滚子机构包括盘型凸轮3和滚子4,滚子4通过销子5安装在支撑座6的左侧,且滚子4可沿销子5轴线转动,所述的滚子4与盘型凸轮3相接触,通过盘型凸轮3转动,与滚子4接触,带动夹持轴组件沿其轴线往复运动;所述的夹持轴组件通过轴承9与支撑座6接触,所述的限位装置和表夹23对称的安装在安装框22两侧,且限位装置和表夹23的端部与支撑座6接触,限制支撑座6左右位移,压力调节组件安装在安装框22侧面,与支撑座6接触,向支撑座6提供研磨力,可带动支撑座6左右移动,支撑座6带动滑动组件在安装框22内部沿其轴线方向滑动。
7.进一步,所述的盘型凸轮1为盘形凸轮结构,盘形凸轮的盘面环形厚度由小变大,再由大变小。
8.进一步,夹持轴组件包括夹持轴1、套筒7、滚珠一8,轴承9、衬套一10、弹簧一12、垫圈13、螺母一14,所述的夹持轴1为空心轴,衬套一10套在所述夹持轴1的外部,衬套一10与夹持轴1之间设置滚珠一8,夹持轴1可通过滚珠一8在衬套一10内移动,所述的套筒7套在衬套一10的外部,套筒7用于固定轴承9内圈,弹簧一12套在夹持轴1的右端,弹簧一12一端抵触在衬套一10端部,弹簧一12另一端连接在夹持轴1右端的垫圈13上,垫圈13通过螺母一14固定。
9.进一步,所述的滑动组件包括衬套二19、滚珠二20、轴21,轴21两端固定在框架22上,轴21外部设置衬套二19,轴21与衬套二19之间设置滚珠二20。
10.进一步,限位装置包括螺栓15和螺母二16,螺栓15的端部与支撑座6接触,螺母二16设置在螺栓上,且位于支撑座6外部。
11.进一步,压力调节组件包括螺帽17和弹簧二18,螺帽17设置在支撑座6上,弹簧二18一端抵触在螺帽17的底部,另一端接触支撑座6。
12.进一步,还包括密封圈24,所述的密封圈24设置在支撑座6与衬套10之间。
13.进一步,还包括后盖11,所述的后盖11安装在安装框22后部。
14.有益效果
15.在航空产品中,在加工高精度的齿轮花键等渐开线类零件,完成滚齿,插齿等工序后,一般还需要进行磨削和研磨等精加工。目前大多是研磨操作还处在纯手工或者半自动化人工参与的情况,会出现许多因人为因素导致的研磨精度低,效率低等问题。针对以上问题,本发明解决了自动研磨和高精度要求,不再受限于操作人员的能力。本发明大大提高了劳动效率,提高加工精度等优势。
16.研磨夹持器安装在车床刀架上,夹持器夹持花键研磨器机床主轴三抓夹持工件,研磨器伸入零件花键内。该夹持器将机床旋转运动通过凸轮机构实现轴向线性往复运动,到达自动研磨目的。研磨器在径向有压力自动贴合机构和千分表安装位,用于施加径向研磨压力和研磨精度实时监测。
附图说明
17.图1是本发明夹持器的结构总图一;
18.图2是本发明夹持器的结构总图二;
19.图3是本发明盘型凸轮剖视图;
20.图4是本发明盘型凸轮俯视图;
21.图5是本发明盘型凸轮展开图;
22.图6是本发明夹持轴结构示意图;
23.图7是本发明支撑座结构示意图。
具体实施方式
24.如图1、2所示,一种高精度花键自动研磨夹持器,包括盘型凸轮滚子机构、夹持轴组件、滑动组件、支撑座6、限位装置、压力调节组件、安装框22、表夹23;所述的夹持轴组件安装在所述的支撑座6内部,支撑座6通过滑动组件可滑动的安装到所述安装框22内部,盘型凸轮滚子机构设置在夹持轴组件的轴端,盘型凸轮滚子机构包括盘型凸轮3和滚子4,滚子4通过销子5安装在支撑座6的左侧,且滚子4可沿销子5轴线转动,所述的滚子4与盘型凸轮1相接触,通过盘型凸轮1转动,与滚子4接触,带动夹持轴组件沿其轴线往复运动;所述的夹持轴组件通过轴承9与支撑座6接触,所述的限位装置和表夹23对称的安装在安装框22两侧,且限位装置和表夹23的端部与支撑座6接触,限制支撑座6左右位移,压力调节组件安装在安装框22侧面,与支撑座6接触,向支撑座6提供研磨力,可带动支撑座6左右移动,支撑座6带动滑动组件在安装框22内部沿其轴线方向滑动。
25.其中:
26.盘型凸轮滚子机构包含:盘型凸轮3、滚子4、销子5;
27.夹持轴组件包含:夹持轴1、套筒7、滚珠一8、轴承9、衬套一10、弹簧一12、垫圈13、螺母一14;
28.滑动组件包含:衬套二19、滚珠二20、轴21;
29.限位装置包含:螺栓15、螺母二16;
30.压力调节组件包含:螺帽17,弹簧二18。
31.进一步,所述的盘型凸轮1为盘形凸轮结构,盘形凸轮的盘面环形厚度由小变大,再由大变小。
32.进一步,夹持轴组件包括夹持轴1、套筒7、滚珠一8,轴承9、衬套一10、弹簧一12、垫圈13、螺母一14,所述的夹持轴1为空心轴,衬套一10套在所述夹持轴1的外部,衬套一10与夹持轴1之间设置滚珠一8,夹持轴1可通过滚珠一8在衬套一10内移动,所述的套筒7套在衬套一10的外部,套筒7用于固定轴承9内圈,弹簧一12套在夹持轴1的右端,弹簧一12一端抵触在衬套一10端部,弹簧一12另一端连接在夹持轴1右端的垫圈13上,垫圈13通过螺母一14固定。
33.进一步,所述的滑动组件包括衬套二19、滚珠二20、轴21,轴21两端固定在框架22上,轴21外部设置衬套二19,轴21与衬套二19之间设置滚珠二20。
34.进一步,限位装置包括螺栓15和螺母二16,螺栓15的端部与支撑座6接触,螺母二16设置在螺栓上,且位于支撑座6外部。
35.进一步,压力调节组件包括螺帽17和弹簧二18,螺帽17设置在支撑座6上,弹簧二18一端抵触在螺帽17的底部,另一端接触支撑座6。
36.进一步,还包括密封圈24,所述的密封圈24设置在支撑座6与衬套10之间。
37.进一步,还包括后盖11,所述的后盖11安装在安装框22后部。
38.盘型凸轮滚子机构包含:盘型凸轮3、滚子4、销子5等零件,其主要作用是将机床的旋转运动转换为轴向往复运动,通过往复运动来带动所夹持的研磨器,实现研磨器研磨零件的作用。
39.夹持轴组件包含:夹持轴1、套筒7、滚珠一8、轴承9、衬套一10、弹簧一12、垫圈13、螺母一14等零件。其主要作用是夹持研磨器,在夹持轴1上开有圆弧槽,安装滚珠一8和轴承9,能实现灵活夹持轴组件旋转运动和高精度往复运动,其旋转运动与机床主轴(零件)保持同步,实现研磨器和被加工零件周向相对静止,轴向往复运动;通过右端的弹簧一12保证滚子4与盘型凸轮3贴合,实现连续可控的凸轮展开线的理论运动,同时弹簧一12也是往复运动回程的主要动力来源。
40.滑动组件包含:衬套二19、滚珠二20、轴21等零件。其主要作用是使安装在支撑座6内的夹持轴组件可以保持高精度的径向左右移动,而左右移动是研磨余量的进给方向。
41.支撑座6主要作用是安装滑动组件、滚子4、轴承9、后盖11等重要零件。
42.后盖11主要作用是将该夹持器通过刀架安装到机床刀架座上。
43.限位装置包含螺栓15、螺母二16等零件,主要是限制研磨余量,防止研磨过量。
44.压力调节组件包含螺帽17,弹簧二18等零件,主要是调节施加的研磨压力,与千分表的弹簧压力形成合力,综合控制研磨的压力。通过调节研磨压力来控制加工效率和加工质量。其施加压力是研磨压力的主要来源。
45.表夹23主要作用是安装千分表,用来检测实时的研磨量,用来比对研磨余量,和限位装置一起调整控制最终的研磨量。其表头弹簧压力也是研磨压力的一个重要来源。
46.使用时,将配套的花键研磨器(研磨杆)装入夹持轴1内固定,千分表安装到夹持器
表夹23内,再将本发明夹持器通过刀架安装到机床刀架座上,调整好中心高度。将待研磨的花键产品安装到机床旋转主轴上,找正中心位置。移动刀架让研磨器完全进入花键零件内且确保在整个研磨行程中不发生干涉。通过调整调节压力装置的弹簧二18压力,确保研磨器与花键产品处于刚刚接触位置,并归零千分表。根据加工余量调分步整好限位装置。开始研磨后观察千分表读数,控制研磨速度和质量,到达限位装置后拆下零件并检验。如果研磨仍有余量需要重新调整限位装置或者更换研磨器。
47.盘型凸轮3将机床的旋转运动转换为研磨加工所需的往复运动;
48.夹持轴组件夹持研磨器,保证其能自由转动,且能使滚子4始终贴合盘型凸轮3型面,提供往复运动回程动力,完成往复运动;
49.滑动组件和支撑座6安装后整体为浮动结构,通过滚珠二20与轴21保证其能带动夹持轴1一起左右高精度滑动,从而实现研磨的进给。
50.限位装置控制研磨余量,保障加工量不超过研磨余量。
51.压力调节装置通过调整弹簧压二18紧力来实现调节研磨压力,通过调节研磨压力来控制加工效率和加工质量
52.表夹23实时监测研磨量,比对研磨余量,和限位装置一起调整控制最终的研磨量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1