一种3D打印精密铸造的模壳的制作方法
一种3d打印精密铸造的模壳
技术领域
1.本实用新型涉及3d打印技术领域,具体为一种3d打印精密铸造的模壳。
背景技术:
2.3d打印即快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。
3.而部分模壳是通过3d打印精密铸造而成,但现有3d打印精密铸造的模壳不具备一定的连接结构,不便于使用者对上模壳与下模壳进行连接,一定程度的降低了3d打印精密铸造模壳的实用性。
技术实现要素:
4.为解决上述背景技术中提出的问题,本实用新型的目的在于提供一种3d打印精密铸造的模壳,具备了便于连接的优点,解决了现有3d打印精密铸造的模壳不具备一定的连接结构,不便于使用者对上模壳与下模壳进行连接的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种3d打印精密铸造的模壳,包括上模壳,所述上模壳的正面与背面均固定连接有卡套,所述上模壳的底部设置有下模壳,所述下模壳的正面与背面均固定连接有与卡套配合使用的卡板,所述下模壳的底部开设有圆槽,所述圆槽的内部设置有定位机构。
6.作为本实用新型优选的,所述卡板顶部的形状与卡套内壁的形状均为弧形,所述卡板正面的形状为l形。
7.作为本实用新型优选的,所述定位机构包括卡杆、放置槽和定位槽,所述卡杆滑动连接在圆槽的内部,所述放置槽开设在下模壳的顶部,所述定位槽开设在上模壳的底部,所述定位槽与卡杆配合使用。
8.作为本实用新型优选的,所述卡杆表面的形状为工形,所述卡套、卡板和卡杆均由3d打印精密铸造而成。
9.作为本实用新型优选的,所述卡杆与圆槽过盈配合,所述卡杆正面与背面均开设有拉槽。
10.作为本实用新型优选的,所述卡杆的数量为六个,所述卡杆呈均匀分布,所述上模壳的底部与下模壳的顶部接触。
11.与现有技术相比,本实用新型的有益效果如下:
12.1、本实用新型由卡板通过卡套对下模壳和上模壳进行上下限位,再由圆槽通过定位机构对下模壳和上模壳进行左右定位,防止下模壳和上模壳移动,从而具备了便于连接的优点,解决了现有3d打印精密铸造的模壳不具备一定的连接结构,不便于使用者对上模壳与下模壳进行连接的问题,一定程度的提高了3d打印精密铸造模壳的实用性。
13.2、本实用新型通过将卡板顶部的形状与卡套内壁的形状均设置为弧形,能够便于使用者对卡板进行转动,使卡板有效卡入卡套的内部,提高了卡板的稳定性。
14.3、本实用新型通过设置放置槽,能够对卡杆进行放置,提高了卡杆的稳定性。
15.4、本实用新型通过将卡杆表面的形状设置为工形,能够对卡杆进行限位,避免了卡杆出现脱离圆槽,出现丢失的现象。
16.5、本实用新型通过设置拉槽,能够便于使用者对卡杆进行拉动,避免了使用者无法有效拉动卡杆的现象。
17.6、本实用新型通过将卡杆的数量设置为六个,能够增加卡杆与上模壳的接触面积,提高了卡杆的支撑强度。
附图说明
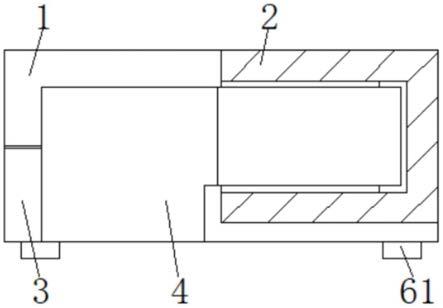
18.图1为本实用新型结构示意图;
19.图2为本实用新型结构上模壳的仰视示意图;
20.图3为本实用新型结构卡杆的正视示意图;
21.图4为本实用新型结构卡杆的立体示意图。
22.图中:1、上模壳;2、卡套;3、下模壳;4、卡板;5、圆槽;6、定位机构;61、卡杆;62、放置槽;63、定位槽;7、拉槽。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.如图1至图4所示,本实用新型提供的一种3d打印精密铸造的模壳,包括上模壳1,上模壳1的正面与背面均固定连接有卡套2,上模壳1的底部设置有下模壳3,下模壳3的正面与背面均固定连接有与卡套2配合使用的卡板4,下模壳3的底部开设有圆槽5,圆槽5的内部设置有定位机构6。
25.参考图2,卡板4顶部的形状与卡套2内壁的形状均为弧形,卡板4正面的形状为l形。
26.作为本实用新型的一种技术优化方案,通过将卡板4顶部的形状与卡套2内壁的形状均设置为弧形,能够便于使用者对卡板4进行转动,使卡板4有效卡入卡套2的内部,提高了卡板4的稳定性。
27.参考图3,定位机构6包括卡杆61、放置槽62和定位槽63,卡杆61滑动连接在圆槽5的内部,放置槽62开设在下模壳3的顶部,定位槽63开设在上模壳1的底部,定位槽63与卡杆61配合使用。
28.作为本实用新型的一种技术优化方案,通过设置放置槽62,能够对卡杆61进行放置,提高了卡杆61的稳定性。
29.参考图3,卡杆61表面的形状为工形,卡套2、卡板4和卡杆61均由3d打印精密铸造而成。
30.作为本实用新型的一种技术优化方案,通过将卡杆61表面的形状设置为工形,能够对卡杆61进行限位,避免了卡杆61出现脱离圆槽5,出现丢失的现象。
31.参考图3,卡杆61与圆槽5过盈配合,卡杆61正面与背面均开设有拉槽7。
32.作为本实用新型的一种技术优化方案,通过设置拉槽7,能够便于使用者对卡杆61进行拉动,避免了使用者无法有效拉动卡杆61的现象。
33.参考图2,卡杆61的数量为六个,卡杆61呈均匀分布,上模壳1的底部与下模壳3的顶部接触。
34.作为本实用新型的一种技术优化方案,通过将卡杆61的数量设置为六个,能够增加卡杆61与上模壳1的接触面积,提高了卡杆61的支撑强度。
35.本实用新型的工作原理及使用流程:使用时,使用者首先将下模壳3放置在上模壳1的底部,然后转动下模壳3,使下模壳3带动卡板4卡入卡套2的内部,卡板4则会通过卡套2对下模壳3和上模壳1进行上下限位,防止下模壳3和上模壳1上下移动,然后向上推动卡杆61,使卡杆61卡入定位槽63的内部对下模壳3和上模壳1进行左右定位,防止下模壳3和上模壳1左右移动,从而达到便于连接的效果。
36.综上所述:该3d打印精密铸造的模壳,由卡板4通过卡套2对下模壳3和上模壳1进行上下限位,再由圆槽5通过定位机构6对下模壳3和上模壳1进行左右定位,防止下模壳3和上模壳1移动,从而具备了便于连接的优点,解决了现有3d打印精密铸造的模壳不具备一定的连接结构,不便于使用者对上模壳与下模壳进行连接的问题,一定程度的提高了3d打印精密铸造模壳的实用性。
37.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
38.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1