孕育剂添加装置及保温炉的制作方法
1.本实用新型涉及铸造技术领域,具体涉及一种孕育剂添加装置及保温炉。
背景技术:
2.在金属铸造过程中,一般将金属液体盛放于容器中,当浇注金属液体时,向金属液体中加入孕育剂以进行孕育处理,例如,借助孕育剂添加装置向铁水中加入孕育剂以进行孕育处理,现有的孕育剂添加装置包括支架、安装于支架上漏斗及连通漏斗的引流管,使用时引流管的一端插入铁水中,以将孕育剂引流至铁水中,在浇注过程中,孕育剂随着铁水流动使两者混合,从而实现孕育处理,然而,孕育剂在铁水的冲击下易上浮至铁水表面,造成孕育剂不易导入铁水中,导致孕育剂浪费或者是加入铁水中的孕育剂量不够。
技术实现要素:
3.针对现有技术的不足,本实用新型的目的提供一种可防止孕育剂上浮至金属液体表面以达到节约孕育剂目的的孕育剂添加装置及保温炉。
4.为实现上述目的,本实用新型采用如下技术方案:
5.本实用新型提供一种孕育剂添加装置,包括:导向件,具有第一导向部,所述第一导向部内部具有沿所述导向件的第一方向设置的第一导向通道,所述第一导向通道具有孕育剂入口及位于所述孕育剂入口下方的孕育剂出口,所述第一导向部设有覆盖所述孕育剂出口的第二导向部,自所述第二导向部的外侧壁沿与所述第一方向相交的第二方向向内开设有贯穿所述第二导向部的通孔,所述通孔与所述第一导向通道交汇形成连通两者的所述孕育剂出口,所述孕育剂出口位于所述通孔的两端之间。
6.进一步地,所述通孔的两端在所述第二导向部的外侧壁上形成一铁水入口及一铁水出口,在投影方向上,所述铁水出口的投影位于所述铁水入口的投影内。
7.进一步地,所述通孔在向内方向上逐渐缩小。
8.进一步地,所述通孔为锥形孔。
9.进一步地,所述第一导向部与所述第二导向部一体成型,所述第二导向部在所述第二方向上的相对两端面对应超出所述第一导向部的两侧面。
10.进一步地,所述第一方向与所述第二方向垂直。
11.进一步地,所述导向件为石墨管,所述第一导向部与所述第二导向部一体成型。
12.进一步地,包括支架,所述支架固定于所述导向件上。
13.本实用新型还提供一种保温炉,其内腔用于盛放金属液体,包括:炉体、盖设于所述炉体顶部的炉盖及上述任一实施例所述的孕育剂添加装置,所述炉体开设有连通其内腔的浇口,朝向所述浇口的方向为所述金属液体的流动方向,所述导向件通过所述支架固定于所述炉体上,其在所述金属液体的流动方向上位于所述浇口的后方,所述第二导向部位于所述金属液体内,并沿所述金属液体的流动方向具有相对设置的第一端面及相对于所述第一端面靠近所述浇口的第二端面,所述通孔自所述第一端面朝向所述第二端面延伸形
成。
14.进一步地,所述通孔为锥形孔,所述锥形孔在所述第一端面上形成铁水入口,所述锥形孔在所述第二端面上形成铁水出口,所述铁水出口的直径小于所述铁水入口的直径。
15.本实用新型孕育剂添加装置的通过在所述第二导向部开设有贯穿所述第二导向部的通孔,所述通孔可供金属液体通过,当孕育剂从孕育剂出口流入至通孔内时,通孔内的孕育剂在金属液体冲击力的作用下在通孔内沿着金属液体流动方向流动,并与金属液体一起流出至通孔外,即通孔内的孕育剂在通孔的导向下沿着金属液体流动方向流动以形成一定的流速,从而防止其被金属液体冲散而上浮至金属液体表面,可达到节约孕育剂的目的。
附图说明
16.图1为本实用新型孕育剂添加装置的使用状态立体图;
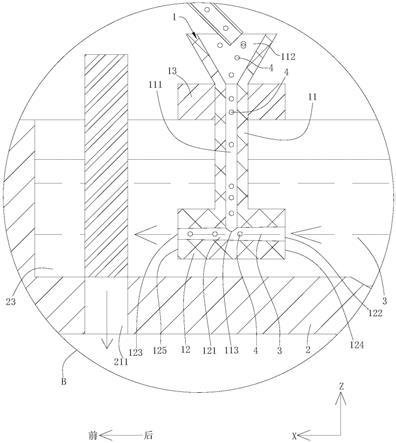
17.图2为图1的a
‑
a方向的剖视图;
18.图3为图2的b部的局部放大图。
具体实施方式
19.下面,结合附图和具体实施方式,对本实用新型作进一步描述:
20.如图1至图3所示,为本实用新型的孕育剂添加装置,其安装在保温炉2 的出铁槽处,用于向金属液体3中加入孕育剂4,其中金属液体3为铁水,孕育剂4为芯粉。剂添加装置包括导向件1及支架13,所述支架13固定于所述导向件1上,导向件1具有第一导向部11及衔接第一导向部11的第二导向部12。
21.所述第一导向部11内部具有沿所述导向件1的第一方向z设置的第一导向通道111,第一导向通道111的顶部具有孕育剂入口112及位于孕育剂入口 112下方的孕育剂出口113,具体地,孕育剂出口113设于第一导向部11的底部,第一导向部11设有覆盖孕育剂出口113的第二导向部12,第二导向部 12自第一导向部11的底部向下并向两侧延伸形成,第二导向部12的外侧壁沿与第一方向z相交的第二方向x向内开设有贯穿第二导向部12的通孔121,通孔121与第一导向通道111交汇形成连通两者的孕育剂出口113,孕育剂出口113位于通孔121的两端之间,使用孕育剂添加装置时,第二导向部12伸入保温炉2内腔的金属液体3中,孕育剂出口113位于保温炉2外,通过设置所述通孔121,其可供金属液体3通过,当向金属液体3加入孕育剂4时,孕育剂4从孕育剂入口112流入至第一导向通道111,并自第一导向通道111 向孕育剂出口113方向流动,当孕育剂4从孕育剂出口113流入至通孔121 内时,通孔121内的孕育剂4在金属液体3冲击力的作用下在通孔121内沿着金属液体3流动方向流动,并与金属液体3一起流出至通孔121外,即通孔121内的孕育剂4在通孔121的导向下沿着金属液体3流动方向流动以形成一定的流速,从而防止其被金属液体3冲散而上浮至金属液体3表面,可达到节约孕育剂的目的。
22.所述通孔121的左右两端在第二导向部12的外侧壁上形成一铁水入口 122及一铁水出口123,在投影方向上,铁水出口123的投影位于铁水入口122 的投影内,具体地,通孔121在向内方向上逐渐缩小,较佳地,通孔121为锥形孔。通过设置铁水出口123的直径小于铁水入口122的直径,使得通孔 121内的孕育剂4和铁水的流速不断加快,从而可进一步防止孕育剂上浮。其中,投影方向为左右方向(金属液体3的流动方向)。
23.在本实施例中,导向件1为石墨管,石墨管具有良好的耐高温性能,可提升其使用寿命,为了简化结构,因此,第一方向z与第二方向x采用垂直方式设置,且第一导向部11与第二导向部12一体成型,即导向件1使用时,其第一导向部11位于竖直方向上,第二导向部12位于与竖直方向垂直的水平方向上以利于铁水流入通孔121中。又因制造公差的原因,第一方向z与第二方向x可在90
°
上下范围内浮动,当然,在其他实施方式中,第二方向x 也可相对于第一方向z倾斜一定的角度,具体的倾斜角度可根据实际需求设定。另外,为了增加通孔121的导向长度,第二导向部12在水平方向上的相对两端面对应超出第一导向部11的两侧面一段距离,即第二导向部12的长度要大于第一导向部11的直径,此距离大小可选择为两倍的第一导向部11 外径,使得通孔121内的孕育剂4在较长的行程内处在通孔121的导向范围内,从而产生预期的流速,以防止其上浮。
24.本实用新型还提供一种保温炉2,其内腔用于盛放高温金属液体3,包括:炉体21、盖设于炉体21顶部的炉盖22及上述任一实施例的孕育剂添加装置,炉体21的一侧具有出铁槽23,出铁槽23的底部开设有连通其内腔的浇口211,朝向浇口211的方向为金属液体3的流动方向,导向件1通过支架13被支撑于炉体21上,其在金属液体3的流动方向上位于浇口211的后方,第二导向部12位于金属液体3内,并沿金属液体3的流动方向具有相对设置的第一端面124及相对于第一端面124靠近浇口211的第二端面125,通孔121自第一端面124朝向第二端面125延伸形成。在本实施例中,所述通孔121为锥形孔,锥形孔在第一端面124上形成铁水入口122,锥形孔在第二端面125上形成铁水出口123,铁水出口123的直径小于铁水入口122的直径,使得通孔 121内的孕育剂4和铁水的流速不断加快,进一步防止孕育剂4上浮。
25.金属液体3浇注时,其在保温炉2内腔中朝向浇口211的方向流动,此时,孕育剂添加装置向保温炉2内腔中的金属液体3加入孕育剂4,孕育剂4 从孕育剂入口112流入至第一导向通道111,并自第一导向通道111经孕育剂出口113流入至通孔121,同时,流动性金属液体3自铁水入口122流入至通孔121中,并与通孔121内的孕育剂4一并从铁水出口123流出至保温炉2 内腔的金属液体3中以实现孕育处理,最后两者自浇口211流出至用于铸造成型的砂型模具5中成型。
26.本实用新型孕育剂添加装置的通过在所述第二导向部开设有贯穿所述第二导向部的通孔,所述通孔可供金属液体通过,当孕育剂从孕育剂出口流入至通孔内时,通孔内的孕育剂在金属液体冲击力的作用下在通孔内沿着金属液体流动方向流动,并与金属液体一起流出至通孔外,即通孔内的孕育剂在通孔的导向下沿着金属液体流动方向流动以形成一定的流速,从而防止其被金属液体冲散而上浮至金属液体表面,可达到节约孕育剂的目的。
27.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1