一种用于可以铸造多个型号镍铁块的装置的制作方法
1.本实用新型涉及铸铁机技术领域,特别涉及一种用于可以铸造多个型号镍铁块的装置。
背景技术:
2.铸铁机是一种浇铸生铁块的设备,目前也广泛用于浇铸使用矿热电炉或者高炉生产镍铁合金铁水模锭上。它由装有一系列铸型的循环链带组成,在链带上安装有铸铁模型,铁液在一端逐一注入运行中的铸铁模型,在铸铁机机头主动链轮的传动下,机尾从动链轮也在链带传动下转动,铸铁模型在链带运行途中冷却,在到达铸铁机尾部时,凝固的镍铁块自动从铸型脱落到地下。
3.然而,目前的铸铁机只能铸造一种型号的镍铁块,当有其他型号镍铁块的需求时,需要购置多台铸铁机才能进行生产,增加了企业的生产成本和经济负担。
技术实现要素:
4.针对上述技术问题,本实用新型提供了一种用于可以铸造多个型号镍铁块的装置,能够避免目前的铸铁机只能铸造一种型号的镍铁块,当有其他型号镍铁块的需求时,需要购置多台铸铁机才能进行生产的问题。
5.为了实现上述目的,本实用新型的技术方案具体如下:
6.一种用于可以铸造多个型号镍铁块的装置,包括铸铁机本体,所述铸铁机本体上设置有镍铁铸造模型,所述镍铁铸造模型上设置一体多槽式铸造模具,所述一体多槽式铸造模具通过固定组件配合安装在所述镍铁铸造模型上。
7.所述一体多槽式铸造模具为内部设置有若干个浇铸槽的模具体结构,所述模具体结构两端均设置有连接耳板,所述连接耳板底部设置有安装凸块,所述安装凸块与对应设置在所述镍铁铸造模型上的安装槽相互适配,所述安装凸块与安装槽通过所述固定组件相互固定连接。
8.所述固定组件包括插销,所述插销头部两侧均设置有卡条,所述卡条与所述插销外壁之间设置有簧片,所述插销尾部设置有螺纹,所述插销通过设置于所述安装槽上的插孔和安装凸块上的安装孔将所述镍铁铸造模型和模具体结构相互固定,所述插销头部通过所述卡条与所述镍铁铸造模型相互卡接,所述插销尾部通过蝶形螺母与所述镍铁铸造模型相互锁定。
9.所述插销头部为圆锥形结构,所述圆锥形结构顶部设置有夹持板。
10.本实用新型的有益效果是:本实用新型通过将一体多槽式铸造模具通过固定组件配合安装在镍铁铸造模型上,实现了一机多用的目的,避免了企业需要购置多种型号的铸铁机来满足不同型号镍铁块的生产,降低了企业的生产成本,提高了工作效率。其中,一体多槽式铸造模具为内部设置有若干个浇铸槽的模具体结构,将模具体结构通过其两端连接耳板底部的安装凸块,与镍铁铸造模型上的安装槽相互适配,使得模具体结构与镍铁铸造
模型可以更加稳定的相互固定。固定组件为插销,使用时将插销插入插孔与安装孔相互对应形成的管状结构内,插销头部的卡条,会由于簧片的作用,将插销头部固定在插孔外部,插销尾部通过蝶形螺母固定,此时,插销便将模具体结构与镍铁铸造模型相互锁死。为了便于插销的插入,其头部为圆锥形结构,为了在安装蝶形螺母时,防止插销转动,圆锥形结构顶部设置有夹持板,安装蝶形螺母时,通过工具夹持住夹持板,即可防止插销转动。
附图说明
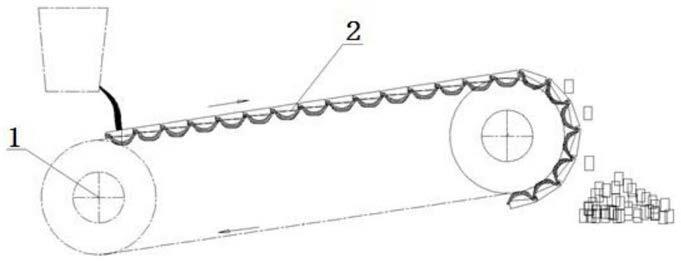
11.图1是铸铁机本体的结构示意图。
12.图2是本实用新型的模具体结构的结构示意图。
13.图3是镍铁铸造模型与模具体结构的连接关系图。
14.图4是插销的连接关系图。
具体实施方式
15.如图1和图3所示,一种用于可以铸造多个型号镍铁块的装置,包括铸铁机本体1,铸铁机本体1上设置有镍铁铸造模型2,镍铁铸造模型2上设置一体多槽式铸造模具,一体多槽式铸造模具通过固定组件配合安装在镍铁铸造模型2上。
16.如图2和图3所示,一体多槽式铸造模具为内部设置有若干个浇铸槽5的模具体结构3,模具体结构3两端均设置有连接耳板4,连接耳板4底部设置有安装凸块,安装凸块与对应设置在镍铁铸造模型2上的安装槽11相互适配,安装凸块与安装槽11通过固定组件相互固定连接。
17.如图4所示,固定组件包括插销8,插销8头部两侧均设置有卡条9,卡条9与插销8外壁之间设置有簧片10,插销8尾部设置有螺纹,插销8通过设置于安装槽11上的插孔6和安装凸块上的安装孔12将镍铁铸造模型2和模具体结构3相互固定,插销8头部通过卡条9与镍铁铸造模型2相互卡接,插销8尾部通过蝶形螺母7与镍铁铸造模型2相互锁定,插销8头部为圆锥形结构,圆锥形结构顶部设置有夹持板。
18.本实用新型在使用时,当需要浇铸其他型号的镍铁块时,将符合型号要求的模具体结构3放置在镍铁铸造模型2上,由于模具体结构3外部轮廓与镍铁铸造模型2内部轮廓相互适配,因此,模具体结构3与镍铁铸造模型2能够相互匹配成为一体,模具体结构3与镍铁铸造模型2相互叠加之后,安装槽11上的插孔6和安装凸块上的安装孔12的中心轴线相互重合,即插孔6与安装孔12相互对应成为相互连通的管状结构,将插销8插入该管状结构,由于插销8头部的卡条9和簧片10受到管状结构内壁的挤压变形,向插销8方向收缩,当插销8头部从该管状结构另一头滑出后,卡条9和簧片10向外弹开,卡条9恢复初始状态,同时与该管状结构另一头外壁相互接触,最后,操作者手持手钳等工具夹持住插销8头部的夹持板,防止插销8转动,将蝶形螺母7螺纹安装在插销8尾部,最终使插销8定位在该管状结构内,继而将模具体结构3与镍铁铸造模型2相互固定,此时,镍铁铸造模型2上形成了其他型号的浇铸模具,一机多用,十分方便。
19.当需要拆下模具体结构3时,操作者手持手钳等工具夹持住插销8头部的夹持板,防止插销8转动,将蝶形螺母7从插销8尾部拆下,最后,挤压卡条9,使卡条9向内移动,使得卡条9能够进入插孔6,最终,通过从插销8尾部的抽拉,使得插销8从管状结构中脱离,继而
使模具体结构3与镍铁铸造模型2相互脱离,简单快捷。
20.需要进一步说明的是,由于铸铁机本体1的内侧往往布置有其他的配套设备,使得镍铁铸造模型2的内侧没有操作空间,因此,插销8只能从镍铁铸造模型2外侧这一个方向插入插孔6,而无法从镍铁铸造模型2内侧的插孔6插入,拆除插销8也只能原路返回。并且,铸铁机本体1内侧的配套设备,在使用过程中往往会产生很多油脂粉尘等污物,插销8头部设计成卡条9和簧片10的形式,可以避免污物的大量堆积。
技术特征:
1.一种用于可以铸造多个型号镍铁块的装置,包括铸铁机本体(1),所述铸铁机本体(1)上设置有镍铁铸造模型(2),其特征在于:所述镍铁铸造模型(2)上设置一体多槽式铸造模具,所述一体多槽式铸造模具通过固定组件配合安装在所述镍铁铸造模型(2)上。2.根据权利要求1所述的一种用于可以铸造多个型号镍铁块的装置,其特征在于:所述一体多槽式铸造模具为内部设置有若干个浇铸槽(5)的模具体结构(3),所述模具体结构(3)两端均设置有连接耳板(4),所述连接耳板(4)底部设置有安装凸块,所述安装凸块与对应设置在所述镍铁铸造模型(2)上的安装槽(11)相互适配,所述安装凸块与安装槽(11)通过所述固定组件相互固定连接。3.根据权利要求2所述的一种用于可以铸造多个型号镍铁块的装置,其特征在于:所述固定组件包括插销(8),所述插销(8)头部两侧均设置有卡条(9),所述卡条(9)与所述插销(8)外壁之间设置有簧片(10),所述插销(8)尾部设置有螺纹,所述插销(8)通过设置于所述安装槽(11)上的插孔(6)和安装凸块上的安装孔(12)将所述镍铁铸造模型(2)和模具体结构(3)相互固定,所述插销(8)头部通过所述卡条(9)与所述镍铁铸造模型(2)相互卡接,所述插销(8)尾部通过蝶形螺母(7)与所述镍铁铸造模型(2)相互锁定。4.根据权利要求3所述的一种用于可以铸造多个型号镍铁块的装置,其特征在于:所述插销(8)头部为圆锥形结构,所述圆锥形结构顶部设置有夹持板。
技术总结
本实用新型公开了一种用于可以铸造多个型号镍铁块的装置,该装置包括铸铁机本体,所述铸铁机本体上设置有镍铁铸造模型,所述镍铁铸造模型上设置一体多槽式铸造模具,所述一体多槽式铸造模具通过固定组件配合安装在所述镍铁铸造模型上。本实用新型能够解决目前的铸铁机只能铸造一种型号的镍铁块,当有其他型号镍铁块的需求时,需要购置多台铸铁机才能进行生产的问题。生产的问题。生产的问题。
技术研发人员:陈崇学 王瑾
受保护的技术使用者:甘肃金麓银峰冶金科技有限公司
技术研发日:2021.02.05
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1