一种稀土合金生产用真空感应炉辅助抽真空控制系统的制作方法
1.本实用新型涉及真空熔炼领域,特别涉及一种稀土合金生产用真空感应炉辅助抽真空控制系统。
背景技术:
2.真空感应熔炼是在真空条件下,利用电磁感应在金属导体内产生涡流加热炉料进行熔炼的方法,真空感应炉是稀土合金生产加工的一种主要设备,需要在比较高的真空条件下进行,对极限真空度有较高的要求,现有的真空感应炉在熔炼时需要对铸锭室、主加料仓及合金加料仓内部的真空度进行调节,一般是通过向铸锭室、主加料仓及合金加料仓进行通气和抽气来改变真空度大小,通过操作人员手动调节安装在抽气管道上的气阀实现,需要人工反复调节,控制精度比较低,一般熔炼炉外侧的温度都较高,操作人员对气阀进行开关调节时会存在一定的危险,高温环境下操作人员的安全无法保障,存在效率低、损伤大、操作人员劳动强度大及熔炼过程自动化强度低等问题。
技术实现要素:
3.本实用新型的目的是为了解决现有真空感应炉真空系统通过人工调节阀的开度,劳动强度大,效率低且控制精度无法保证的技术问题,提供一种稀土合金生产用真空感应炉辅助抽真空控制系统,控制器能精准实现各阀门和泵的开启或关闭,控制精度高,系统稳定可靠,能够满足生产和自动化控制要求,设备维护及时方便,能够提高熔炼效率,保障了操作人员的人身安全,降低了操作者的劳动强度。
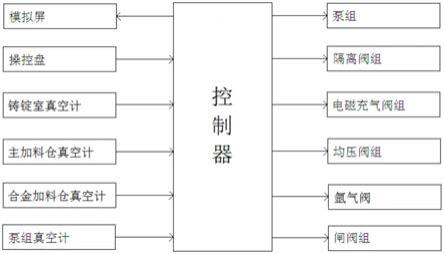
4.本实用新型为实现上述目的所采用的技术方案是:一种稀土合金生产用真空感应炉辅助抽真空控制系统,包括控制器,控制器输入端分别与操作盘、铸锭室真空计、主加料仓真空计、合金加料仓真空计和泵组真空计信号连接,控制器输出端分别与模拟屏、泵组、隔离阀组、电磁充气阀组、均压阀组、氩气阀av2和闸阀组信号连接。
5.进一步地,所述铸锭室真空计包括真空计及与铸锭室真空测试管道相连通的真空计测头p18。
6.进一步地,所述主加料仓真空计包括真空计及与主加料仓真空测试管道相连通的真空计测头p17。
7.进一步地,所述合金加料仓真空计包括真空计及与合金加料仓真空测试管道相连通的真空计测头p19。
8.进一步地,所述泵组真空计包括真空计及与泵组进气管道相连通的真空计测头p16。
9.进一步地,所述隔离阀组包括隔离阀iv5、隔离阀iv8、隔离阀iv10,隔离阀iv11和隔离阀iv12,所述隔离阀iv5设置于泵组的进气管道上,所述隔离阀iv8设置于与铸锭室相连通的真空管道上,所述隔离阀iv10设置于与主加料仓相连通的真空管道上,所述隔离阀iv11设置于与炉盖相连通的真空管道上,所述隔离阀iv12设置于与合金加料仓相连通的真
空管道上。
10.进一步地,所述电磁充气阀组包括电磁充气阀aa5、电磁充气阀aa8、电磁充气阀aa10、电磁充气阀aa11和电磁充气阀aa12,所述电磁充气阀aa5旁接于泵组与隔离阀iv5之间的管道上,所述电磁充气阀aa8设置于铸锭室的充气管道上,所述电磁充气阀aa10设置于主加料仓的充气管道上,所述电磁充气阀aa11旁接于炉盖与隔离阀iv11之间的管道上,所述电磁充气阀aa12设置于合金加料仓的充气管道上。
11.进一步地,所述均压阀组包括均压阀ev1、均压阀ev2和均压阀ev3,所述均压阀ev1设置于主真空室和铸锭室之间的均压管道上,所述均压阀ev2设置于炉盖和主加料仓之间的均压管道上,所述均压阀ev3设置于炉盖和合金加料仓之间的均压管道上。
12.进一步地,所述氩气阀av2设置于与铸锭室相连通的氩气管道上。
13.进一步地,所述闸阀组包括外闸门闸阀gv1、内门闸阀gv2、主加料仓闸阀gv3、炉盖闸阀gv4和合金加料仓闸阀gv5,所述外闸门闸阀gv1设置于铸锭室开口处,内门闸阀gv2设置在主真空室1和铸锭室2之间,主加料仓闸阀gv3设置在炉盖4和主加料仓5之间,炉盖闸阀gv4设置在炉盖4侧方,合金加料仓闸阀gv5设置在炉盖4和合金加料仓6之间。
14.与现有技术相比,本实用新型有益效果如下:
15.(1)本实用新型一种稀土合金生产用真空感应炉辅助抽真空控制系统,控制器能精准实现各阀门和泵的开启或关闭,控制精度高,可有效缩短铸锭室、主加料仓及合金加料仓内抽真空的操作时间,系统稳定可靠,能够满足生产和自动化控制要求,设备维护及时方便,能够提高熔炼效率,保证产品质量,降低成本和人工维护量,保障了操作人员的人身安全,降低了操作者的劳动强度,适用于稀土合金的生产加工。
16.(2)本实用新型一种稀土合金生产用真空感应炉辅助抽真空控制系统,真空流量计可以实时检测管道中的气体压强,从而对铸锭室、主加料仓及合金加料仓内真空度进行有效的控制,使其控制安全可靠。
17.(3)本实用新型一种稀土合金生产用真空感应炉辅助抽真空控制系统,通过操作盘,可完成各泵组的启停控制、阀门启停控制及手动或自动转换等命令,通过模拟屏能够实时监控各阀门和泵的开启或关闭状态,进一步提高了真空熔炼作业的自动化程度,适用于热端汽车零部件、汽车传感器、光电通讯、电子元器件以及化工行业的真空熔炼。
附图说明
18.图1为本实用新型稀土合金生产用真空感应炉辅助真空控制系统图。
19.图2为本实用新型稀土合金生产用真空感应炉系统图。
20.图中:1.主真空室,2.铸锭室,3.炉体,4.炉盖,5.主加料仓,6.合金加料仓,7.集尘器,8.手动充气阀,9.泵组。
具体实施方式
21.下面结合附图和实施例对本实用新型进行详细说明,但本实用新型并不局限于具体实施例。
22.如图1所示的稀土合金生产用真空感应炉辅助真空控制系统,包括控制器,控制器输入端分别与操作盘、铸锭室真空计、主加料仓真空计、合金加料仓真空计和泵组真空计信
号连接,控制器输出端分别与模拟屏、泵组、隔离阀组、电磁充气阀组、均压阀组、氩气阀av2和闸阀组信号连接。
23.操作盘上设置有外闸门闸阀gv1、内门闸阀gv2、主加料仓闸阀gv3、炉盖闸阀gv4、合金加料仓闸阀gv5选择开关、隔离按钮、泵组启动按钮、泵组停止按钮、隔离阀iv5、iv8、iv10、iv11和iv12选择开关、电磁充气阀aa5、aa10、aa11和aa12选择开关、电磁充气阀aa8打开按钮、电磁充气阀aa8关闭按钮、粗真空按钮、均压阀ev1按钮、主加料仓控制开关、合金加料仓控制开关和气体输入按钮。
24.如图2所示,铸锭室真空计包括19位真空计及与铸锭室真空测试管道相连通的真空计测头p18;主加料仓真空计包括19位真空计及与主加料仓真空测试管道相连通的真空计测头p17;合金加料仓真空计包括19位真空计及与合金加料仓真空测试管道相连通的真空计测头p19;泵组真空计包括19位真空计及与泵组进气管道相连通的真空计测头p16。
25.隔离阀组包括隔离阀iv5、隔离阀iv8、隔离阀iv10,隔离阀iv11和隔离阀iv12,隔离阀iv5设置于泵组9的进气管道上,隔离阀iv8设置于与铸锭室2相连通的真空管道上,隔离阀iv10设置于与主加料仓5相连通的真空管道上,隔离阀iv10与集尘器7之间的管道上旁接有手动充气阀8,隔离阀iv11设置于与炉盖4相连通的真空管道上,隔离阀iv12设置于与合金加料仓6相连通的真空管道上。
26.电磁充气阀组包括电磁充气阀aa5、电磁充气阀aa8、电磁充气阀aa10、电磁充气阀aa11和电磁充气阀aa12,电磁充气阀aa5旁接于泵组9与隔离阀iv5之间的管道上,电磁充气阀aa8设置于铸锭室2的充气管道上,电磁充气阀aa10设置于主加料仓5的充气管道上,电磁充气阀aa11旁接于炉盖4与隔离阀iv11之间的管道上,电磁充气阀aa12设置于合金加料仓6的充气管道上。
27.均压阀组包括均压阀ev1、均压阀ev2和均压阀ev3,均压阀ev1设置于主真空室1和铸锭室2之间的均压管道上,均压阀ev2设置于炉盖4和主加料仓5之间的均压管道上,均压阀ev3设置于炉盖4和合金加料仓6之间的均压管道上。
28.氩气阀av2设置于与铸锭室2相连通的氩气管道上。
29.闸阀组包括外闸门闸阀gv1、内门闸阀gv2、主加料仓闸阀gv3、炉盖闸阀gv4和合金加料仓闸阀gv5,外闸门闸阀gv1设置于铸锭室2开口处,内门闸阀gv2设置在主真空室1和铸锭室2之间,主加料仓闸阀gv3设置在炉盖4和主加料仓5之间,炉盖闸阀gv4设置在炉盖4侧方,合金加料仓闸阀gv5设置在炉盖4和合金加料仓6之间。
30.本实用新型稀土合金生产用真空感应炉辅助真空控制系统工作原理如下:
31.1.开车前准备和检查
32.(1)打开辅助管道手动充气阀8,检查管道内是否为大气状态,关闭手动充气阀8。
33.(2)充气阀aa5、aa10、aa11和aa12处于“打开”位置,外闸门闸阀gv1处于“打开”位置,其余各阀关闭。
34.模拟屏:充气阀aa5、aa10、aa11和aa12灯亮;闸阀gv1开,绿灯亮;闸阀gv2、gv3、gv4和gv5关,红灯亮;其余各阀关,灯灭。
35.2.辅助真空系统启动、运行和停机
36.(1)铸锭室抽真空
37.①
启动液压站,关闭外门闸阀gv1(关闭前做几次打开操作,确保夹紧油缸处于缩
回位置),封闭铸锭室2;
38.模拟屏:液压站运行,灯亮;闸阀gv1关、红灯亮。
39.②
将隔离阀iv5二位选择开关转到“自动”位置,使隔离阀iv5处于待命自动打开状态。
40.③
按下“粗真空”按钮,隔离阀iv8打开。
41.模拟屏:阀iv8开,灯亮。
42.④
按下泵组启动按钮,滑阀泵运行,隔离阀iv5自动打开,延时后,机械增压泵启动运行,开始对铸锭室2抽真空。
43.模拟屏:滑阀泵运行,灯亮;阀iv5开,灯亮;机械增压泵运行,灯亮。
44.⑤
当铸锭室压力表指针为零,关闭液压站。
45.模拟屏:液压站关闭,灯灭。
46.⑥
将19位真空计测头转换装置转到p18,检测铸锭室2内压强。
47.⑦
当铸锭室达到一定压强后,按下均压阀ev1按钮,令主真空室1和铸锭室2均压,以便打开内闸门;
48.模拟屏:均压阀ev1开,灯亮;隔离阀iv8关闭,灯灭。
49.⑧
启动液压站,打开内闸门阀gv2,进行铸锭台车进出操作;
50.模拟屏:液压站启动、灯亮;内闸阀gv2开,红灯灭,绿灯亮。
51.⑨
在铸锭台车退到铸锭室后,按下隔离按钮,均压阀ev1关闭,关内闸阀gv2;
52.模拟屏:均压阀ev1关、灯灭,内闸阀gv2关,绿灯灭,红灯亮。
53.⑩
如需充氩,按下“气体输入”按钮,则充压阀av2打开;
54.模拟屏:充压阀a2开,灯亮。
55.⑪
铸锭室充大气、按下“隔离”按钮,再按下充气阀aa8“打开”按钮,充气阀aa8打开,铸锭室2充入大气。
56.模拟屏:充气阀aa8打开,灯亮;其余各阀关闭,灯灭。
57.⑫
打开外闸门闸阀vg1,铸锭台车可移出铸锭室2;按下充气阀aa8关闭按钮。
58.模拟屏:闸阀gv1开,红灯灭,绿灯亮,充气阀aa8关,灯灭。
59.⑬
关闭液压站,将隔离阀iv5二位选择开关置于“关闭”位,停泵组9。
60.模拟屏:液压站关闭,灯灭;隔离阀iv5关闭,灯灭;泵组停机,灯灭,充气阀aa5打开,灯亮。
61.⑭
打开辅助管道手动充气阀8,向管道内充大气,关闭手动充气阀8。
62.(2)主加料仓抽真空
63.①
将隔离阀iv5二位选择开关转到“自动”位置,使隔离阀iv5处于自动打开状态。
64.②
将主加料仓控制开关手柄扳到“真空”位置,隔离阀iv10打开。
65.模拟屏:隔离阀iv10开,灯亮,充气阀aa10关闭,灯灭;
66.③
按下泵组9启动按钮,滑阀泵运行,隔离阀iv5自动打开,延时后,机械增压泵启动运行,开始对主加料仓5抽真空,主加料仓压力表应快速移动到零。
67.模拟屏:滑阀泵运行,灯亮;阀iv5开,灯亮;机械增压泵运行,灯亮。
68.④
将19位真空位测头转换装置转到p17,可检测主加料仓5内压强。
69.⑤
当主加料仓5达到一定压强后,将主加料仓控制开关手柄扳到“均压”位置,隔离
阀iv10关闭,均压阀ev2打开,令主真空室1与主加料仓5均压。
70.模拟屏:隔离阀iv10关闭、灯灭;均压阀ev2开,灯亮。
71.⑥
启动液压站,将主加料仓控制开关手柄扳到“打开“位置,闸阀gv3打开,可进行加料,测温和取样等操作;
72.模拟屏:均压阀ev2开,灯亮;闸阀gv3打开,红灯灭,绿灯亮。
73.⑦
在加料等操作完毕后,将控制开关手柄扳到“关闭“位置,闸阀gv3关闭。
74.模拟屏:均压阀ev2关,灯灭,闸阀gv3关闭,绿灯灭,红灯亮。
75.⑧
将控制开关手柄扳到“切断”位置,再扳到“充气位置”,充气阀aa10打开,向主加料仓5充大气;
76.模拟屏:充气阀aa10开,灯亮。
77.⑨
关闭液压站,将隔离阀iv5选择开关置于“关闭”位,停泵组9。
78.模拟屏:液压站关闭,灯灭;隔离阀iv5关闭,灯灭;泵组停机,灯灭,充气阀aa5打开,灯亮。
79.⑩
打开辅助管道手动充气阀8,向管道内充大气,关闭手动充气阀8。
80.(3)合金加料仓抽真空
81.①
将隔离阀iv5选择开关转到“自动”位置,使隔离阀iv5处于自动打开状态。
82.②
将合金加料仓控制开关手柄扳到“真空”位置,隔离阀iv12打开。
83.模拟屏:隔离阀iv12开,灯亮,充气阀aa12关闭,灯灭;
84.③
按下泵组启动按钮,滑阀泵运行,隔离阀iv5自动打开,延时后,机械增压泵启动运行,开始对合金加料仓6抽真空,合金加料仓压力表应快速移动到零。
85.模拟屏:滑阀泵运行,灯亮;阀iv5开,灯亮;机械增压泵运行,灯亮。
86.④
将19位真空位测头转换装置转到p19,可检测合金加料仓6内压强。
87.⑤
当合金加料仓6达到一定压强后,将合金加料仓控制开关手柄扳到“均压”位置,隔离阀iv12关闭,均压阀ev3打开,令主真空室1与合金加料仓6均压。
88.模拟屏:隔离阀iv12关闭、灯灭;均压阀ev3开,灯亮。
89.⑥
启动液压站,将控制开关手柄扳到“打开“位置,闸阀gv5打开,可进行加料,测温和取样等操作;
90.模拟屏:均压阀ev3开,灯亮;闸阀gv5打开,红灯灭,绿灯亮。
91.⑦
在加料等操作完毕后,将控制开关手柄扳到“关闭“位置,闸阀gv5关闭。
92.模拟屏:均压阀ev3关,灯灭,闸阀gv5关闭,绿灯灭,红灯亮。
93.⑧
将控制开关手柄扳到“切断”位置,再扳到“充气位置”,充气阀aa12打开,向合金加料仓6充大气;
94.模拟屏:充气阀aa12开,灯亮。
95.⑨
关闭液压站,将隔离阀iv5选择开关置于“关闭”位,停泵组9。
96.模拟屏:液压站关闭,灯灭;隔离阀iv5关闭,灯灭;泵组停机,灯灭,充气阀aa5打开,灯亮。
97.⑩
打开辅助管道手动充气阀8,向管道内充大气,关闭手动充气阀8。
98.本实用新型稀土合金生产用真空感应炉辅助真空控制系统,控制器能精准实现各阀门和泵的开启或关闭,控制精度高,可有效缩短铸锭室、主加料仓及合金加料仓内抽真空
的操作时间,系统稳定可靠,能够满足生产和自动化控制要求,设备维护及时方便,能够提高熔炼效率,保证产品质量,降低成本和人工维护量,保障了操作人员的人身安全,降低了操作者的劳动强度,适用于稀土合金的生产加工;真空流量计可以实时检测管道中的气体压强,从而对铸锭室、主加料仓及合金加料仓内真空度进行有效的控制,使其控制安全可靠;通过操作盘,可完成各泵组的启停控制、阀门启停控制及手动或自动转换等命令,通过模拟屏能够实时监控各阀门和泵的开启或关闭状态,进一步提高了真空熔炼作业的自动化程度,适用于热端汽车零部件、汽车传感器、光电通讯、电子元器件以及化工行业的真空熔炼。
99.以上内容是结合优选技术方案对本实用新型所做的进一步详细说明,不能认定实用新型的具体实施仅限于这些说明。对本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型的构思的前提下,还可以做出简单的推演及替换,都应当视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1