一种变姿态激光熔覆加工装置
1.本发明涉及激光熔覆加工领域,具体涉及一种变姿态激光熔覆加工装置。
背景技术:
2.激光熔覆再制造技术是基于激光熔覆技术对受损表面进行修复的一种表面处理技术,具有冷却速度快、涂层稀释率低、变形小、粉末材料几乎不受限制、熔覆层的厚度可控范围大和工艺过程易于实现自动化等优异特征,可显著改善基体受损表面耐磨、耐蚀、耐热及抗氧化等特性而得到广泛应用。
3.现有激光熔覆再制造技术中大多是基于水平基面加工的,即熔覆头/喷粉头始终保持垂直位置在水平基面上进行加工,而对于不便搬运及不便摆平的部件的表面(如大型火电站、核电站、轮船、石化和航空航天行业的装备、结构件、零部件的表面)很难进行熔覆和修复加工。为进一步拓宽激光熔覆再制造技术的应用,目前通常是通过机器人柔性变姿态实现在非水平基面上进行激光熔覆再制造。然而,在非水平面熔覆过程中,由于受重力的影响,造成激光熔覆层截面形貌下坠,表面质量难控制,严重影响了熔覆层的成形精度。
技术实现要素:
4.本实用新型的目的是为了克服现有技术的缺陷,提供一种变姿态激光熔覆加工装置,以提高变姿态激光熔覆再制造精度。
5.为达到上述目的,本实用新型采用的技术方案是:一种变姿态激光熔覆加工装置,待加工工件的待加工面与水平面之间呈夹角,所述加工装置包括激光熔覆头、电流产生装置、磁场产生装置,其中,所述激光熔覆头设于所述待加工面的一侧,且所述激光熔覆头的出光通道垂直于所述待加工面,所述电流产生装置固定地设置在所述待加工工件上,所述磁场产生装置设置在所述激光熔覆头上,且所述磁场产生装置与所述激光熔覆头始终保持同步运动。
6.优选地,所述电流产生装置包括正电极、负电极及稳压电源,所述正电极与所述负电极设置在所述待加工工件上,激光熔覆形成的熔覆层位于所述正电极与所述负电极之间。
7.优选地,所述磁场产生装置包括永磁铁,所述永磁铁设置有一块或多块。
8.进一步地,所述永磁铁有多块,所述激光熔覆头具有送粉喷嘴,所述送粉喷嘴的延伸方向垂直于所述待加工面,所有的所述永磁铁沿周向间隔地分布在所述送粉喷嘴的外侧。
9.进一步地,所述永磁铁与所述待加工面之间的距离能够调整地设置。
10.进一步地,所述永磁铁通过夹具装置固定地设置在所述激光熔覆头上,所述夹具装置包括可拆卸地安装在所述激光熔覆头上的夹具座,以及固设于所述夹具座上的多个安装杆,每个所述安装杆上均固定地设置有一个所述的永磁铁。
11.更进一步地,所述安装杆自所述夹具座朝向所述待加工面呈弧形向内弯曲地延
伸,所述安装杆的一端部固定在所述夹具座上,所述安装杆的另一端部具有固定安装所述永磁铁的安装套筒。
12.优选地,所述磁场产生装置与所述激光熔覆头位于所述待加工面的同一侧。
13.优选地,所述磁场产生装置产生磁场的磁场力方向、所述电流产生装置产生电流的电荷运动方向相互垂直。
14.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:本实用新型的一种变姿态激光熔覆加工装置,其中通过电流产生装置产生电流、磁场产生装置产生磁场,从而在激光熔覆加工的熔池中形成洛伦兹力,以平衡处于非水平的待加工面上形成的激光熔覆层的自身重力,避免激光熔覆层在重力的作用下向下流淌而造成激光熔覆层的变形,从而提高了变姿态激光熔覆再制造精度。
附图说明
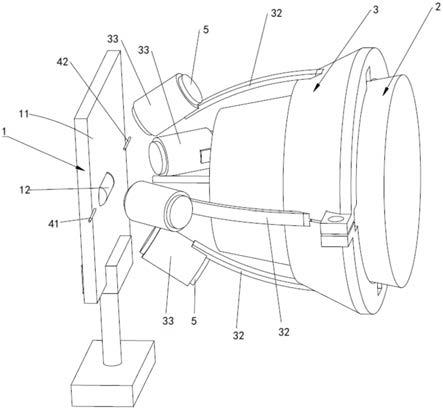
15.附图1为本实用新型一具体实施例的变姿态激光熔覆加工装置的整体结构示意图;
16.附图2为附图1的加工装置中待加工工件及电流产生装置的结构示意图;
17.附图3为附图1的加工装置中激光熔覆头与磁场产生装置的结构示意图;
18.附图4为待加工面为120
°
时激光熔覆层的受力分析示意图。
具体实施方式
19.下面结合附图和具体的实施例来对本实用新型的技术方案作进一步的阐述。
20.参见图1至图3所示,一种变姿态激光熔覆加工装置,待加工工件1的待加工面11与水平面之间呈夹角,本实施例示出的为待加工面11为竖直面的情形,其与水平面之间的夹角为90
°
。激光熔覆加工装置需要在待加工面11上加工形成激光熔覆层12。
21.该激光熔覆加工装置包括激光熔覆头2、电流产生装置及磁场产生装置,其中,激光熔覆头2设于待加工面11的一侧,且激光熔覆头的出光通道及送粉通道均垂直于待加工面11,电流产生装置固定地设置在待加工工件1上,磁场产生装置设置在激光熔覆头2上并与激光熔覆头2位于待加工面11的同一侧,且磁场产生装置与激光熔覆头2始终保持同步运动。
22.具体地,参见图1、图2所示,电流产生装置包括正电极41、负电极42及稳压电源(图中未示出),正电极41与负电极42分别设置在待加工工件1上,且激光熔覆形成的激光熔覆层11位于正电极41与负电极42之间。通过调节稳压电源的电压,能够实现对电流产生装置的电流大小进行调整,使得激光熔覆加工过程中在待加工面11上的熔池中产生不同大小的电流。
23.参见图1、图3所示,磁场产生装置包括永磁铁5,该永磁铁5可以为一块或多块。本实施例中永磁铁5设置有多块。激光熔覆头2包括头部本体21及设有送粉通道的送粉喷嘴22,头部本体21呈锥台状,送粉喷嘴22与头部本体21同轴设置,且送粉喷嘴22位于头部本体21的前侧以用于向待加工工件1送粉。送粉喷嘴22的长度沿方向垂直于待加工面11,所有的永磁铁5沿周向间隔地分布在送粉喷嘴22的外侧,且所有的永磁铁5与待加工面11之间的距离能够调整地设置,从而能够在激光熔覆加工过程中在待加工面11上的熔池中产生不同大
小的磁场力。
24.具体地,参见图3所示,所有的永磁铁5通过夹具装置3固定地设置在激光熔覆头2上,夹具装置3包括可拆卸地安装在激光熔覆头2上的夹具座31,以及固设于夹具座31上的多个安装杆32,每个安装杆32上均固定地设置有一个永磁铁5。此处,夹具座31呈锥台环状,其套设在激光熔覆头2的头部本体21的外侧周部上,所有的安装杆32沿周向均匀间隔地设置在夹具座31的外侧周部,且自夹具座31向前朝向待加工面11呈弧形向内弯曲地延伸,安装杆32的一端部固定地设于夹具座31上,安装杆32的另一端部具有固定安装永磁铁5的安装套筒33,永磁铁5固定地设于安装套筒33中。
25.该激光熔覆加工装置在激光熔覆加工的过程中,由磁场产生装置产生磁场的磁场力方向与由电流产生装置产生电流的电荷运动方向相互垂直,由此,根据安培定律,磁场与电流的共同作用而在熔池中产生洛伦兹力,该洛伦兹力的方向与磁场力方向、电荷运动方向两两垂直,该洛伦兹力用于平衡激光熔覆层12自身的重力,使得激光熔覆层12不会因为自身重力引发的下坠而造成成形精度差的问题。
26.在实际的激光熔覆加工过程中,根据激光熔覆在待加工面11上的熔池的大小来调整电流及磁场的大小,即调整稳压电源的电压来调整电流的大小、通过调整磁铁距离待加工面11的距离来调整磁场力的大小。在整个激光熔覆加工过程中,磁场产生装置随激光熔覆头2同步运动,保持熔池区域内磁场大小与方向始终保持不变。产生的洛伦兹力至少有沿竖直方向向上的竖直分力,该竖直分力用于平衡激光熔覆层12的大部分重力。具体地,激光熔覆加工的过程中,熔池/激光熔覆层12还受到准直气压力,该准直气压力至少具有沿竖直方向向上的准直分力,洛伦兹力的竖直分力和准直分力之和与激光熔覆层的重力相互平衡。
27.图4示出了激光熔覆加工过程中,在熔池中施加磁场力和电流后,激光熔覆层12的受力分析图,其中:
28.x方向上:gsinθ=fa+fb;
29.y方向上:gcosθ=fc;
30.式中:
31.g为熔池自身的重力;
32.θ为待加工面11与水平面之间的夹角,该图中为120
°
;
33.fa为对熔池产生的洛伦兹力;
34.fb为由于熔池有向下流淌趋势而产生的粘性剪力;
35.fc为熔池所受准直气压力。
36.可见,洛伦兹力的引入,使得激光熔覆层自身的重力得以平衡,避免激光熔覆层在重力的作用下向下流淌而造成激光熔覆层的变形,从而提高了变姿态激光熔覆再制造精度,这使得激光熔覆加工能够很好地适用于大型零件的熔覆及修复加工中。
37.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1