一种模具的制作方法
1.本技术涉及金属浇铸装置的技术领域,尤其是涉及一种模具。
背景技术:
2.目前,金属材质的插线面板大多数通过浇铸成型的工艺进行批量的生产制备。插线面板通过模具进行浇铸成型后,进行压凹处理,最终产出成品。
3.相关技术中,模具包括上模以及下模,上模与下模形成型腔,上模的上方开设注料口,坯料由注料口注入型腔并在型腔中塑性变性,形成插线面板的初产物,而后对初产物进行后续压凹处理。
4.针对上述中的相关技术,发明人认为模具使用一段时间后,坯料凝结于注料口,需要工人对凝结的坯料进行铲除清理以保持注料口的畅通,存在工人铲除凝结于注料口的坯料时较费力的缺陷。
技术实现要素:
5.为了提高工人清理凝结于注料口的坯料的效率,本技术提供一种模具。
6.本技术提供的一种模具采用如下的技术方案:
7.一种模具,包括上模、下模,所述上模与所述下模之间形成型腔,所述上模远离所述下模的一端开设有连通于所述型腔的注料口,所述注料口上可拆卸插接有衬套,所述衬套开设有通孔,所述坯料经所述通孔注入所述型腔。
8.通过采用上述技术方案,工人将坯料注入型腔时,坯料流经衬套的通孔后流入型腔内。模具作业一段时间后,残留的坯料凝结于通孔的孔壁上,工人将衬套直接从注料口拆下并替换新的衬套即可,节约了工人清理凝结残留坯料的时间,提高了工人清理凝结于注料口的坯料的效率。另一方面,由于工人不需要对凝结于注料口的坯料进行铲除,降低了铲除过程中对注料口的磨损,延长了上模的使用寿命。
9.可选的,所述衬套的外壁上设置有支座,所述支座上设置有沉头螺栓,所述沉头螺栓螺纹连接于所述上模。
10.通过采用上述技术方案,通过沉头螺栓将支座固定于上模远离下模的一端,使得衬套固定于注料口处。固定衬套时,将沉头螺栓拧紧于上模即可;拆卸衬套时,反向拧转沉头螺栓,将沉头螺栓从上模拧下即可完成衬套的拆卸。拆装衬套的过程简单,提高了工人维护注料口的效率。
11.可选的,所述支座上开设有沉头孔,所述上模远离所述下模的一侧开设有定位孔,所述沉头螺栓依次穿设于所述沉头孔以及所述定位孔,所述沉头螺栓螺纹连接于所述沉头螺栓,所述沉头螺栓的端部位于所述沉头孔内。
12.通过采用上述技术方案,安装衬套时,沉头螺栓依次穿设于沉头孔以及定位孔,且沉头螺栓拧紧于定位孔内,进而使得衬套固定于上模远离下模的一端。由于沉头螺栓的端部位于沉头孔内,降低了沉头螺栓的端部受到外界作用力的几率,进而使得沉头螺栓不易
从上模松脱,增强了衬套与上模的连接结构的强度。
13.可选的,所述通孔内插接有衬芯,所述衬芯开设有供所述坯料注入所述型腔内的插孔,所述衬芯的外壁上周向开设有冷却槽,所述衬套的外壁上开设有第一进水孔以及第一出水孔,所述第一进水孔以及所述第一出水孔均连通于所述冷却槽,所述上模开设有连通于所述第一进水孔的第二进水孔,所述上模还开设有连通于所述第一出水孔的第二出水孔。
14.通过采用上述技术方案,衬套的通孔内插接衬芯,衬芯开设插孔,坯料通过插孔流入型腔内。由于坯料为熔融状态的金属液体,温度高,上模的第二进水孔通入冷却液,冷却液进入衬套上的第一进水孔,冷却液流经周向设置于衬芯的外壁上的冷却槽后,冷却液流经第一出水孔后从第二出水孔流出。冷却液流经冷却槽的过程中,对衬套以及衬芯起到冷却作用,降低因坯料温度过高而损伤衬芯的几率。另一方面,降低了衬套受高温坯料影响而使得支座发生变形的几率,进而减少导致衬套无法拆下的情况。
15.可选的,所述冷却槽的槽壁上设置有止水块,所述衬芯的外壁抵接于所述衬套的内壁,所述止水块远离所述衬芯的轴心线的一端抵接于所述衬套的内壁,且所述止水块位于所述第一进水孔以及所述第一出水孔之间。
16.通过采用上述技术方案,当冷却液从第一进水孔流入冷却槽时,冷却液受到止水块阻隔,使得冷却液沿着冷却槽单向流动,最后从第一出水孔流出,使得冷却液与衬芯充分接触,提高了冷却效率,止水块起到引流作用。
17.可选的,所述第二进水孔的孔径大于所述第一进水孔的孔径,所述第二出水孔的孔径大于所述第二出水孔的孔径。
18.通过采用上述技术方案,通入冷却液时,可将水管插入第二进水孔内,由于第二进水孔的孔径较大,使得水管的管径随之增大,进而增加冷却液的流量,提高了冷却效率。
19.可选的,所述衬芯远离所述下模的一端设置有轴肩,所述衬套远离所述下模的一端开设有供所述轴肩卡接的环槽,所述轴肩靠近所述下模的端面抵接于所述环槽的底壁。
20.通过采用上述技术方案,安装衬芯时,衬芯远离轴肩的一端插入衬套的通孔内,轴肩插接与环槽内,使得轴肩靠近下模的端面抵接于环槽靠近下模的槽壁上,进而使得衬芯初步定位于衬套内,降低了衬芯从衬套掉入型腔内的几率。
21.可选的,所述衬套的外壁上设置有倒角,所述倒角位于所述衬套远离所述上模的一端。
22.通过采用上述技术方案,拆卸衬套时,工人先将沉头螺栓从上模上拧下,而后将衬套从注料口取出,衬套的外壁上设置倒角,降低了工人拿取衬套时,被衬套划伤的几率,起到保障工人安全的作用。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.上模远离下模的一端开设注料口,注料口连通于型腔,注料口内可拆卸插接有衬套,衬套开设有供坯料注入的通孔,模具作业一端时间后,残留的坯料凝结于通孔的孔壁上,将衬套从注料口取出并更换即可,操作简单,提高了工人清理凝结于孔壁上的坯料的效率。
25.2.衬套于通孔内设置有衬芯,衬芯开设有供坯料注入至型腔的插孔,衬芯的外壁上周向开设冷却槽,衬套的外壁上开设有周向分布且连通于冷却槽的第一进水孔以及第一
出水孔,冷却液由第一进水孔注入,冷却液流经冷却槽后从第一出水孔排出,起到冷却衬套以及衬芯的作用,降低因注入型腔的坯料高温而损伤衬芯以及衬套的几率,延长了衬套以及衬芯的使用寿命。
附图说明
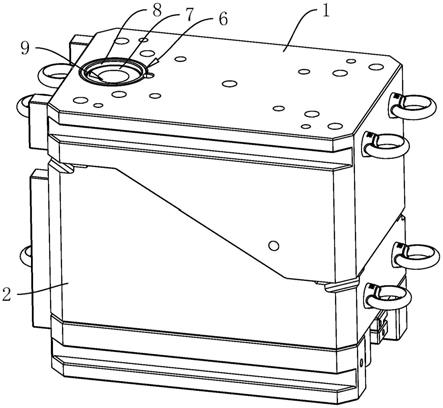
26.图1是模具的结构示意图。
27.图2是模具的剖面图。
28.图3是衬套与衬芯的爆炸图。
29.图4是冷却槽与衬套的结构示意图。
30.图5是上模的局部结构示意图。
31.附图标记说明:1、上模;2、下模;5、型腔;6、注料口;7、衬芯;8、衬套;9、插孔;10、通孔;11、支座;12、安装槽;13、定位孔;14、沉头孔;15、限位槽;16、安装孔;17、沉头螺栓;18、端部;19、栓部;20、倒角;21、轴肩;22、环槽;23、冷却槽;24、第一进水孔;25、第一出水孔;26、第二进水孔;27、第二出水孔;28、止水块。
具体实施方式
32.以下结合附图1
‑
5对本技术作进一步详细说明。
33.本技术实施例公开一种模具。参照图1和图2,模具包括上模1、下模2以及型腔5,上模1盖合于下模2远离地面的一端。上模1远离下模2的一端开设有注料口6,注料口6连通于型腔5,注料口6内插接有衬芯7,衬芯7上套设有衬套8,衬套8的外壁抵接于注料口6的内壁,衬芯7开设有与注料口6同轴设置的插孔9。浇铸插线面板时,坯料从插孔9注入并流至型腔5内。
34.衬套8开设有通孔10,通孔10与插孔9同轴设置,通孔10的孔壁抵接于衬芯7的外壁。衬套8的侧壁上焊接有支座11,支座11呈圆柱状,且支座11位于衬套8远离下模2的一端。上模1远离下模2的一端开设有供支座11插接的安装槽12,安装槽12连通于注料口6,安装槽12的底壁上开设有定位孔13,定位孔13的孔径小于安装槽12的槽径。
35.参照图2和图3,支座11远离下模2的一端开设有沉头孔14,沉头孔14包括限位槽15以及开设于限位槽15的槽壁上的安装孔16。支座11于沉头孔14内插接有沉头螺栓17。沉头螺栓17包括端部18以及栓部19,将沉头螺栓17插接至支座11上时,栓部19依次经过限位槽15以及安装孔16,端部18靠近栓部19的端面抵接于限位槽15靠近下模2的端面上。栓部19远离端部18的一端伸出于安装孔16并伸入上模1的插孔9内。栓部19与插孔9螺纹配合,支座11固定于上模1的定位孔13孔内,进而使得安装座固定于注料口6。支座11以及衬套8均平齐于上模1远离下模2的一端。
36.安装衬套8时,将沉头螺栓17放入沉头孔14内,沉头螺栓17的栓部19依次穿设于限位槽15、通孔10,而后栓部19插入安装槽12,之后拧转端部18,使得沉头螺栓17拧紧于下模2的定位孔13内。此时沉头螺栓17将支座11压紧于安装槽12靠近下模2的槽壁上,衬套8的外壁抵接于安装槽12的外壁,实现了衬套8固定于上模1的效果;拆卸衬套8时,将沉头螺栓17从定位孔13内拧出,并将沉头螺栓17从沉头孔14内取出即可,操作简单。
37.衬套8远离下模2的一端设置有倒角20,且倒角20位于衬套8的外壁。
38.衬芯7与衬套8固定连接。衬芯7插接于衬套8内,且通孔10的孔壁抵紧于衬芯7的外壁。衬芯7预装配于衬套8内。
39.参照图2和图4,衬芯7远离下模2的一端设置有轴肩21,轴肩21与衬芯7一体成型,衬套8远离下模2的一端开设有环槽22,环槽22与通孔10同轴设置。轴肩21靠近衬芯7的端面抵接于环槽22的底壁上,进而使得衬芯7插接于衬套8内时实现预定位,当衬芯7插接于衬套8内后,再对衬芯7与衬套8进行焊接固定处理。
40.参照图4和图5,衬芯7的外壁上开设冷却槽23,衬套8的侧壁上开设第一进水孔24以及第一出水孔25。第一进水孔24与第一出水孔25周向分布于衬套8的侧壁上,第一进水孔24与第一出水孔25位于同一垂直于衬套8的轴心线的平面,第一进水孔24与第一出水孔25均连通于冷却槽23。上模1的侧壁上开设第二进水孔26与第二出水孔27。第二进水孔26连通于第一进水孔24,第二进水孔26的孔径大于第一进水孔24,第二出水孔27连通于第一出水孔25,且第二出水孔27的孔径大于第二进水孔26。对衬芯7以及衬套8进行冷却处理时,将水管分别插接至第二进水孔26以及第二出水孔27,水管将冷却液输送至第二进水孔26内,冷却液流经冷却槽23后从第二出水孔27流出。水管可选用的管径大于第一进水孔24以及第一出水孔25、小于第二进水孔26以及第二出水孔27,藉此增加了冷却液的流量,增大了冷却液的流量。
41.冷却槽23呈环状且周向分布于衬芯7的外壁。冷却槽23的槽壁上一体成型有止水块28,止水块28远离衬芯7的轴心线的一端平齐于衬芯7的外壁。止水块28位于第一出水孔25以及第一进水孔24之间,第一出水孔25与第一进水孔24之间的距离等于止水块28的宽度。
42.本技术实施例一种模具的实施原理为:模具作业时,上模1与下模2盖合,坯料从衬芯7的插孔9处注入型腔5,而后浇铸成型铲除插线面板。模具作业一端时间后,插孔9的孔壁上凝结了残留的坯料,此时工人拧松沉头螺栓17,以将沉头螺栓17从上模1拧下,接着将衬套8从注料口6取出,由于衬芯7与衬套8固定连接,工人将衬套8取出并更换成新的预装配有衬芯7的衬套8即可,便于用户维护注料口6,节约了工人清理凝结的坯料的时间,提高了工作效率。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1