一种转向器筒状浇铸件自动切割装置的制作方法
1.本实用新型涉及机械加工压铸自动化技术领域,特别涉及一种转向器筒状浇铸件自动切割装置。
背景技术:
2.转向器筒状浇铸件在浇铸时由料饼浇入金属液,金属液流经浇道进入模具成型,待浇铸件成型后,溢口、排气道、排气板、料饼和浇道与工件主体结构无关,需要一并切除。传统的切割是采用人工使用单锯手动切除多个浇道和工件的连接点,由于需要切割的位置较多,耗时费力,而且手动操作存在一定误差,影响产品质量。
技术实现要素:
3.为了解决上述技术问题,本实用新型公开了一种转向器筒状浇铸件自动切割装置。
4.具体技术方案如下:
5.一种转向器筒状浇铸件自动切割装置,安装于台架顶面的台板上,用于对转向器筒状浇铸件的浇道和料饼进行切除,包括进给机构、切割机构、摆冲机构、回收机构和电源组件;工件固定在进给机构上,进给机构带动工件行进至冲切位置进行冲切,切割余料由回收机构回收;进给机构和切割机构由电源组件供电。
6.所述进给机构包括固定座、步进电机、直线导轨、丝杠直线模组和夹紧气缸,固定座固定在丝杠直线模组上,上表面配合夹具将工件夹紧,夹具由夹紧气缸控制,固定座下表面开槽,与长度方向上的直线导轨配合滑动;丝杠直线模组和直线导轨安装在台板的长度方向上,由步进电机带动往复运动;
7.所述切割机构包括承载结构、电机、大锯片和小锯片;大锯片和小锯片由电机带动,分别安装在承载结构上,安装于直线导轨的两侧,大锯片与工件筒状开口一端待切割位置共线,小锯片与工件待切割部分另一端连接处共线。
8.所述摆冲机构包括摆动气缸、摆缸支架和摆臂,摆动气缸由摆缸支架固定在台板上,摆动气缸的输出端通过摆轴连接摆臂,摆臂向工件一侧往复摆动。
9.所述回收机构包括废料小车和滑板;台板靠近摆动气缸一侧开口,底部连接向下倾斜的滑板,滑板末端由废料小车承接。
10.所述固定座远离零件一侧固定风琴罩的一端,风琴罩的另一端固定在台板上。
11.所述大锯片和小锯片上部安装防护罩。
12.所述大锯片和小锯片中间安装传感器,大锯片和小锯片由电机控制,步进电机、摆动气缸、传感器、夹紧气缸和电机与主机连接;夹紧气缸上安装有气缸磁性开关,夹紧气缸控制夹具对工件进行压夹、加紧到位后,气缸磁性开关反馈信号给主机,步进电机工作带动丝杠直线模组,推动工件固定座向大锯片运动,到预切割位置主机接收到直线导轨两侧的传感器信号,大锯片运行,停顿5秒后,继续正向运动直至切割完成,主机接收到切割完成限
位信号,固定座运动停止,大锯片切割停止,完成一次切割;延时5秒后,固定座在步进电机的反转作用下,向反方向运动至小锯片预切割位置,直线导轨两侧的传感器将信号传给主机,小锯片运行,固定座继续反向运行,直至主机接到切割完成限位信号,步进电机停止,小锯片停止切割;主机控制摆动气缸运动,摆臂摆动锤击料饼直至浇口和切割余料脱落,经回收机构被回收利用。
13.与现有技术相比,本实用新型具有如下有益技术效果:
14.与传统的切割不同,本实用新型自动切割装置锯片不动,由丝杠直线模组带动工件前后运动,实现切割。由于丝杠直线模组是由步进电机带动,是丝杠在直线导轨上运动,因此精度特别高。而且切割机构是固定的,更加安全。当切割完成后,通过摆臂对工件上唯一连接点进行冲压断开,切除部分可以回收。本实用新型自动切割装置可以实现一体化一次性切除加工,节约人力,安全可靠。
附图说明
15.图1为转向器筒状浇铸件结构示意图;
16.图2为本实用新型自动切割装置的左视图;
17.图3为本实用新型自动切割装置的主视图;
18.图4为本实用新型自动切割装置的俯视图;
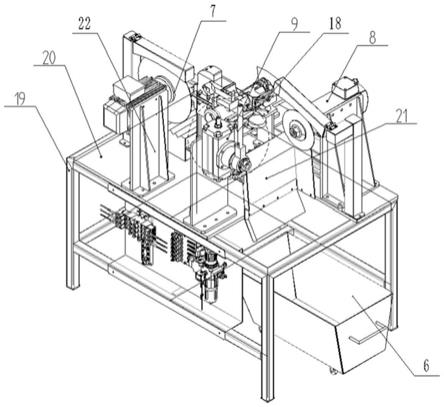
19.图5为本实用新型自动切割装置的立体结构示意图;
20.图6为图5摆冲机构的局部放大示意图;
21.图中,1—防护罩;2—夹紧气缸;3—固定座;4—摆轴;5—电源组件;6—废料小车;7—大锯片;8—小锯片;9—摆动气缸;10—步进电机;11—丝杠直线模组;12—传感器;13—风琴罩;14—直线导轨;15—工件;16—摆缸支架;17—挡停;18—摆臂;19—台架;20—台板;21—滑板;22—承载结构;23—待切割部分;24—浇道;25—料饼;26—溢口;27—排气道;28—排气板。
具体实施方式
22.下面结合附图对本实用新型进行进一步说明,但本实用新型的保护范围不仅限于附图。
23.图1为转向器筒状浇铸件结构示意图,如图所示:转向器筒状浇铸件在浇铸时由料饼25浇入金属液,金属液流经浇道24进入模具成型,待浇铸件成型后,溢口26、排气道27、排气板28、料饼25和浇道24与工件主体结构无关,需要一并切除。
24.图2为本实用新型自动切割装置的左视图,图3为本实用新型自动切割装置的主视图,图4为本实用新型自动切割装置的俯视图,图5为本实用新型自动切割装置的立体结构示意图,图6为图5摆冲机构的局部放大示意图,如图所示:
25.本实用新型转向器筒状浇铸件自动切割装置,安装于台架19顶面的台板20上,用于对转向器筒状浇铸件的浇道和料饼进行切除,括进给机构、切割机构、摆冲机构、回收机构和电源组件5;工件固定在进给机构上,进给机构带动工件行进至冲切位置进行冲切,切割余料由回收机构回收;进给机构和切割机构由电源组件5供电。
26.所述进给机构包括固定座3、步进电机10、直线导轨14、丝杠直线模组11和夹紧气
缸2,固定座3固定在丝杠直线模组11上,上表面配合夹具将工件夹紧,夹具由夹紧气缸2控制,固定座3下表面开槽,与长度方向上的直线导轨14配合滑动;丝杠直线模组11和直线导轨14安装在台板20的长度方向上,由步进电机10带动往复运动;
27.所述切割机构包括承载结构22、大锯片7和小锯片8;大锯片7和小锯片8分别安装在承载结构22上,安装于直线导轨14的两侧,大锯片7与工件15筒状开口一端待切割位置共线,小锯片8与工件15待切割部分23另一端连接处共线。
28.所述摆冲机构包括摆动气缸9、摆缸支架16和摆臂18,摆动气缸9由摆缸支架16固定在台板20上,摆动气缸9的输出端通过摆轴4连接摆臂18,摆臂18向工件15一侧往复摆动。
29.所述回收机构包括废料小车6和滑板21;台板20靠近摆动气缸9一侧开口,底部连接向下倾斜的滑板21,滑板末端由废料小车6承接。
30.所述固定座3远离零件一侧固定风琴罩13的一端,风琴罩13的另一端固定在台板20上。
31.所述大锯片7和小锯片8上部安装防护罩1。
32.所述大锯片7和小锯片8中间安装传感器12,大锯片7和小锯片8由电机控制,步进电机10、摆动气缸9、传感器12、夹紧气缸2和电机与主机连接;
33.工作时,夹紧气缸上安装有气缸磁性开关,夹紧气缸控制夹具对工件进行压夹、加紧到位后,气缸磁性开关反馈信号给主机,步进电机工作带动丝杠直线模组,推动工件固定座向大锯片运动,到预切割位置主机接收到直线导轨两侧的传感器信号,大锯片运行,停顿5秒后,继续正向运动直至切割完成,主机接收到切割完成限位信号,固定座运动停止,大锯片切割停止,完成一次切割;延时5秒后,固定座在步进电机的反转作用下,向反方向运动至小锯片预切割位置,直线导轨两侧的传感器将信号传给主机,小锯片运行,固定座继续反向运行,直至主机接到切割完成限位信号,步进电机停止,小锯片停止切割;主机控制摆动气缸运动,摆臂摆动锤击料饼直至浇口和切割余料脱落,经回收机构被回收利用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1