一种义齿加工用喷砂打磨机的制作方法
1.本技术涉及义齿加工技术的领域,尤其是涉及一种义齿加工用喷砂打磨机。
背景技术:
2.义齿为代替缺失的天然牙的人造牙,又称假牙。喷砂机由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰,把表面的杂质、杂色及氧化层清除掉,同时使介质表面粗化,消除工件残余应力和提高基材表面硬度的作用。
3.目前,相关技术中的喷砂打磨机一般包括喷砂机本体和加工机构,喷砂机本体开设有操作口,加工机构包括喷砂罐、喷枪,喷砂罐内装有砂料,喷枪和喷砂罐连通,喷砂罐和中央压缩机通过管道固定连通,中央压缩机用于提供喷砂的动力。工作过程中,工人通过操作口手持喷砂枪对义齿进行喷砂打磨。
4.针对上述中的相关技术,喷砂罐只能喷一种粒径的砂料,如果加工过程中义齿表面需要获得不同的光洁度时,则需要更换不同粒径的砂料,操作比较麻烦且耗时较长,因此,发明人认为相关技术中的喷砂打磨机存在更换砂料时工作效率较低的缺陷。
技术实现要素:
5.为了提高喷砂打磨机更换砂料的工作效率,本技术提供一种义齿加工用喷砂打磨机。
6.本技术提供的一种义齿加工用喷砂打磨机采用如下的技术方案:
7.一种义齿加工用喷砂打磨机,包括打磨机本体,还包括喷砂组件和动力组件,所述喷砂组件包括存砂罐、转换器和喷枪,所述存砂罐设有至少两个,所述转换器用于将所述喷枪和任一所述存砂罐连通,所述动力组件包括压缩机和气管,所述存砂罐和所述压缩机通过所述气管连通。
8.通过采用上述技术方案,喷砂打磨机在使用之前,在多个存砂罐中装入不同粒径的砂料,打磨过程中,当义齿表面需要不同的光洁度时,通过控制转换器,使得喷枪与不同的存砂罐连通,即可调整喷枪喷出的砂料的粒径,从而能够使义齿表面获得不同的光洁度,操作简单便捷,提高了喷砂打磨机更换砂料时的工作效率。
9.可选的,所述转换器包括出料管、调节管和电磁阀,多个所述存砂罐之间通过所述出料管连通,所述调节管一端和所述出料管通过所述电磁阀固定连通,所述调节管远离所述出料管的一端和所述喷枪固定连通。
10.通过采用上述技术方案,需要调整喷枪喷出的砂料的粒径时,控制电源开闭使得电磁阀将不同的存砂罐和喷枪连通,即可使喷枪喷出不同粒径的砂料,从而能够使义齿表面获得不同的光洁度,操作简单便捷,提高了喷砂打磨机更换砂料时的工作效率。
11.可选的,还包括调节组件,所述调节组件包括调节阀和压力表,所述调节阀和所述
气管固定连通,所述压力表与所述气管固定连通。
12.通过采用上述技术方案,通过调节阀对压缩机供给存砂罐的压力进行调节,使得喷枪喷出的砂料具有不同的速度,从而满足不同材料的义齿的打磨需求,调节过程中通过压力表观察压力的大小,从而便于对喷砂速度精确控制,提高了喷砂打磨机的实用性。
13.可选的,还包括除尘组件,所述除尘组件包括除尘管、除尘箱和驱动件,所述打磨机本体开设有工作腔,所述除尘管一端和所述工作腔连通、另一端延伸至所述除尘箱内部,所述驱动件位于所述除尘箱内部,所述除尘管延伸至所述除尘箱内的一端和所述驱动件连通。
14.通过采用上述技术方案,除尘过程中产生的粉尘被驱动件通过除尘管吸入除尘箱内,有效降低了义齿喷砂打磨过程中的粉尘污染,将驱动件设置于除尘箱内能够减小驱动件除尘时产生的噪声污染,减少对工人听力的损害。
15.可选的,所述驱动件包括风机和除尘布袋,所述风机和所述除尘管延伸至所述除尘箱内部的一端固定连通、所述除尘布袋和所述风机的出风口连通。
16.通过采用上述技术方案,吸收粉尘时,风机将工作腔内产生的粉尘通过除尘管吸入除尘布袋内,除尘布袋将粉尘收集,每隔一段时间工作人员可以将除尘布袋卸下,将除尘布袋中的粉尘清理干净后再与风机的出风口安装好,上述除尘的驱动件具有成本低、结构简单、便于清理的优点。
17.可选的,所述工作腔内壁固定连接有除尘板,所述除尘板上开设有多个通孔,所述除尘板与所述工作腔底壁之间形成除尘腔,所述除尘管一端延伸至所述除尘腔内部。
18.通过采用上述技术方案,通孔能够使粉尘掉入除尘腔内被除尘区间吸走,除尘板可避免义齿打磨过程中不慎掉入除尘管中被吸走的问题,增强了喷砂打磨机对义齿的保护性。
19.可选的,所述打磨机本体上转动连接有盖板,所述盖板将所述工作腔密封,所述盖板上开设有观察口,所述观察口内壁固定连接有透明板。
20.通过采用上述技术方案,盖板将工作腔密封能够减少打磨过程中粉尘和噪声的污染,提高了打磨机的环保性,工作人员通过观察口观察义齿的打磨情况,便于控制义齿打磨的光洁度。
21.可选的,所述打磨机本体开设有操作口,所述操作口和所述工作腔连通,所述操作口的内壁固定连接有操作手套,所述操作手套将所述操作口密封。
22.通过采用上述技术方案,操作手套能够减少高速的砂流对工人手部的伤害,操作手套将操作口密封能够进一步减少粉尘的扩散污染。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术提供的一种义齿加工用喷砂打磨机的喷砂组件包括存砂罐、转换器和喷枪,所述转换器用于将喷枪和任一存砂罐连通,工作过程中多个存砂罐中存放不同粒径的砂料,当需要义齿表面获得不同的光洁度时,通过控制转换器,使得喷枪和不同的存砂罐连通,即可调整砂料的粒径,操作简单便捷,提高了喷砂打磨机更换砂料时的工作效率;
25.2.本技术提供的一种义齿加工用喷砂打磨机的调节组件包括调节阀和压力表,通过调节阀对压缩机供给存砂罐的压力进行调节,以便控制喷砂的速度,调节时观察压力表,便于对喷砂速度畸形精确的控制,提高了喷砂打磨机的实用性。
附图说明
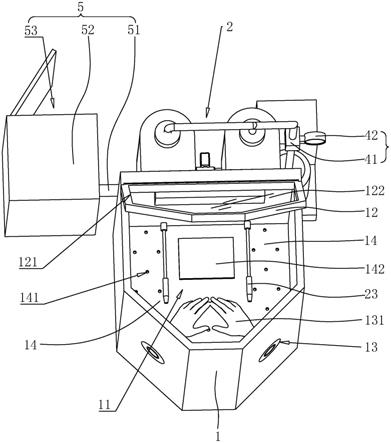
26.图1是本技术实施例的整体结构示意图;
27.图2是本技术实施例的转换器、存砂罐、除尘组件、动力组件和调节组件的结构示意图;
28.图3是本技术实施例的剖视图。
29.附图标记:1、打磨机本体;11、工作腔;12、盖板;121、观察口;122、透明板;13、操作口;131、操作手套;14、除尘板;141、通孔;15、灯板;16、除尘腔;142、工作台;2、喷砂组件;21、存砂罐;22、转换器;221、出料管;222、调节管;223、电磁阀;23、喷枪;3、动力组件;31、压缩机;32、气管;4、调节组件;41、调节阀;42、压力表;5、除尘组件;51、除尘管;52、除尘箱;521、检修门;53、驱动件;531、风机;532、除尘布袋。
具体实施方式
30.以下结合附图1
‑
3对本技术作进一步详细说明。
31.本技术实施例公开一种义齿加工用喷砂打磨机。参照图1和图2,一种义齿加工用喷砂打磨机包括打磨机本体1、喷砂组件2、动力组件3、调节组件4、除尘组件5。
32.参照图1、图2和图3,打磨机本体1内部开设有工作腔11,工作腔11内壁采用螺丝固定连接有用于照明的灯板15,打磨机本体1采用轴转动连接有盖板12,盖板12能够将工作腔11密封,盖板12上开设有观察口121,盖板12与观察口121侧壁采用胶水粘接有透明板122,透明板122为玻璃板。
33.参照图1,打磨机本体1侧壁开设有两个操作口13,操作口13和工作腔11连通,操作口13内壁采用胶水粘接有操作手套131,操作手套131为橡胶手套,操作手套131将操作口13密封。
34.参照图1、图2和图3,喷砂组件2包括存砂罐21、转换器22和喷枪23,本实施例中存砂罐21设有两个,存砂罐21和打磨机本体1外壁采用螺丝固定连接,转换器22包括出料管221、调节管222和电磁阀223,两个存砂罐21通过出料管221固定连通,调节管222一端和出料管221沿长度方向的中部采用电磁阀223固定连接,电磁阀223为tm2/32型三通电磁阀223,喷枪23设有两个,喷枪23位于工作腔11内,喷枪23通过管道和调节管222远离出料管221的一端固定连通。
35.参照图2和图3,动力组件3包括压缩机31和气管32,压缩机31的输出口和气管32一端采用法兰固定连通,气管32远离压缩机31的一端和存砂罐21采用管道固定连通。
36.参照图2和图3,调节组件4包括调节阀41和压力表42,调节阀41和气管32采用法兰固定连通,调节阀41为球阀,压力表42和气管32采用法兰固定连通。
37.参照图3,打磨机沿工作腔11侧壁焊接有除尘板14,除尘板14上均匀开设有多个通孔141,除尘板14和工作腔11底壁之间形成除尘腔16,除尘板14上表面的中心处焊接有工作台142。
38.参照图2和图3,除尘组件5包括除尘管51,除尘箱52和驱动件53,所述除尘管51一端和所述除尘腔16固定连通、另一端延伸至除尘箱52内部,驱动件53位于除尘箱52内,驱动件53包括风机531和除尘布袋532,所述风机531的进风口和除尘管51延伸至除尘箱52内的一端采用法兰固定连通,所述除尘布袋532和所述风机531的出风口采用铁丝绑接,所述除
尘箱52侧壁采用轴铰接有检修门521。
39.参照图2,除尘组件5运行一端时间以后,工人打开检修门521,将除尘布袋532从风机531上拆掉,然后将除尘布袋532清理干净,再将除尘布袋532与风机531的出风口绑接,然后将检修门521关闭即可。
40.本技术实施例一种义齿加工用喷砂打磨机的实施原理为:在工作之前,根据义齿打磨的需要,在两个存砂罐21中加入不同粒径的砂料。
41.打磨时,工人将义齿放在工作腔11内的工作台142上,然后将盖板12关闭以将工作腔11密封,然后控制电磁阀223的电源,以将装有所需粒径砂料的存砂罐21与喷枪23连通,然后启动压缩机31,压缩机31将高压气体通过气管32输送入存砂罐21中,从而使得存砂罐21内的砂料通过喷枪23形成高速砂流,从而对义齿进行打磨。
42.打磨过程中需要调节喷枪23喷出的砂料粒径时,控制电磁阀223的电源,即可使喷枪23与装有不同粒径砂料的存砂罐21连通,从而达到调节砂料粒径大小的目的;打磨过程中需要调节砂流的速度时,通过调节阀41对压缩机31供给存砂罐21的压力进行调节,从而调节喷枪23喷出的砂流的流速,进而满足不同材料义齿的打磨需求,调节时观察压力表42的示数,以便对喷枪23喷出的砂料速度进行精准的调节。
43.打磨过程中产生的粉尘和废弃砂料通过除尘板14上的通孔141进入除尘腔16内,风机531将带有粉尘和砂料和空气抽入除尘布袋532内,除尘布袋532将杂质空气过滤,达到除尘的目的。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1