一种用于浇注壳体铸件的砂芯的制作方法
1.本实用新型涉及铸造技术领域,具体涉及一种用于浇注壳体铸件的砂芯。
背景技术:
2.对于行星架铸件,传统的砂芯一般都是哈夫式的,对半分芯。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种用于浇注壳体铸件的砂芯。
4.本实用新型的技术方案:
5.一种用于浇注壳体铸件的砂芯,所述壳体为行星架;所述砂芯上下分芯,由覆膜砂制的上盖与下底组合而成,在上盖与下底之间形成与竖置行星架相对应的型腔。
6.所述下底包括1#组芯、2#组芯、3#组芯,所述2#组芯穿过设置在1#组芯上的孔伸出,与1#组芯定位连接,所述3#组芯套在2#组芯上,与2#组芯定位连接,并支撑在1#组芯上。
7.所述上盖罩在1#组芯上,所述上盖覆盖2#组芯、3#组芯,所述上盖与3#组芯定位连接,所述2#组芯上端穿过设置在上盖上的孔伸出。
8.所述上盖外壁随型壁厚18-20mm,所述上盖外壁上均匀分布设置有若干筋条;所述2#组芯内镂空成贯穿2#组芯上下两端的圆形通孔,所述圆形通孔随型壁厚18-20mm,所述圆形通孔内均匀分布设置有若干筋条。这样设计,砂芯减重,用砂成本降低,十分有利于排气,同时四周筋条保证砂型强度依旧满足强度要求。
9.所述2#组芯包括底托与柱状凸起,底托位于柱状凸起下方,与柱状凸起一体,所述1#组芯为圆盘状,设置在1#组芯上的孔为圆孔,所述3#组芯为圆环状。
10.所述柱状凸起穿过设置在1#组芯上的孔伸出,所述底托支撑在1#组芯下;所述柱状凸起分为上下两段,所述柱状凸起上段直径小于下段直径,所述3#组芯套在柱状凸起下段,所述柱状凸起下段设置有贯穿柱状凸起下段的第一竖槽,所述1#组芯与3#组芯内壁分别设置有凸块,两个凸台拼合成第一凸块,第一凸台与第一竖槽定位配合,定位2#组芯与1#组芯、3#组芯;所述柱状凸起上段与3#组芯的外周面共同构成壳体铸件的内型面。
11.所述上盖的内壁一周圈均匀设置有若干第二竖槽,第二竖槽下端开口,所述3#组芯的外周面一周圈均匀分布设置有若干第二凸块,第二凸块与第二竖槽一一对应并与对应第二竖槽定位配合,且其中一第二凸块上设置有贯穿第二凸块上下第三竖槽,与其对应的第二竖槽内设置有第三凸块,第三凸块与第三竖槽定位配合,定位上盖与3#组芯;所述上盖的内壁构成壳体铸件的外型面。
12.所述底托与柱状凸起的之间通过弧面过度,所述1#组芯的圆孔下口与弧面相配的弧口。
13.所述第一竖槽、第二竖槽、第三竖槽均为上端大下端小的竖槽。
14.所述砂芯顶部分别设置有防水环,这样在充型过程中,铁液不会钻水;所述上盖与1#组芯的接触面之间通过台阶配合;防止浇注过程中,砂芯外部的覆膜砂进入型腔。
15.一种壳体铸件的浇注工艺,所述工艺为:1)充型;2)凝固;采用上述砂芯,并与砂芯的上盖与下底组合体的上端处上下分型;铸件分离,砂芯排气及铸件浇冒系统补缩非常好。
16.在充型过程中,采用半封闭式浇注系统,所述半封闭式浇注系统由直浇道、横浇道以及内浇道连接构成,所述直浇道、横浇道、内浇道的截面比为σf直:σf横:σf内=4:8:3,为一级挡渣;所述直浇道侧设置一处竖放泡沫陶瓷过滤网,过滤网的尺寸为75 mm
×
75 mm
×
22 mm,规格为10 ppi,为二级挡渣;所述横浇道为高窄横浇道,所述内浇道为薄而宽的内浇道;所述横浇道末端设置有集渣窝,所述直浇道下端设置有直浇道窝;这样设计,内浇道能够完全封闭,对其模流分析,发现第一股进入的脏铁水在冲满集渣窝和横浇道后才进入铸件,并且冲型速度基本一致,冲型稳定无卷气涡流及夹渣;两级挡渣,可高效防止铸件渣眼,得到光洁美观的铸件。
17.设计始浇温度为1440
±
10℃,浇注时间为11~13 s,设计1440℃起浇浇注温度,较之前相似产品起浇浇注温度提高了20-40℃),可以有效的促进气体溢出,并有利于补缩从而获得致密铸件。
18.所述砂芯共两个,对称布置,所述浇注系统构筑于两个砂芯中间位置;且在两个砂芯顶部分别设置有防水环,这样在充型过程中,铁液不会钻水;所述上盖与1#组芯的接触面之间通过台阶配合。
19.本实用新型优点是,设计合理,构思巧妙,摒弃了砂芯传统的哈夫式设计,采用上下分型的方式,这样,浇注时,砂芯排气及铸件补缩非常好,浇注得到的壳体铸件分离方便;进一步配合设计了浇注工艺,在充型过程中,铁液充型平稳,无卷气、涡流现象,凝固过程中补缩通道是通畅连续的,未出现孤立液相区。
附图说明
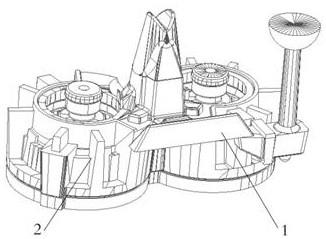
20.图1是砂芯与浇注系统、冒口系统连接示意图。
21.图2是浇注系统与冒口系统连接示意图。
22.图3砂芯立体图。
23.图4是上盖立体图。
24.图5是下底立体图。
25.图6是1#组芯立体图。
26.图7是2#组芯立体图。
27.图8是3#组芯立体图。
28.图中砂芯1、上盖1-1、下底1-2、1#组芯1-2-1、2#组芯1-2-2、底托1-2-2-1、柱状凸起1-2-2-2、3#组芯1-2-3、半封闭式浇注系统2、直浇道2-1、横浇道2-2、内浇道2-3。
具体实施方式
29.如图3-8所示,一种用于浇注行星架铸件的砂芯,所述砂芯1上下分芯,由覆膜砂制的上盖1-1与下底1-2组合而成,在上盖1-1与下底1-2之间形成与竖置壳体相对应的型腔;所述下底1-2包括1#组芯1-2-1、2#组芯1-2-2、3#组芯1-2-3,所述2#组芯1-2-2穿过设置在1#组芯1-2-1上的孔伸出,与1#组芯1-2-1定位连接,所述3#组芯1-2-3套在2#组芯1-2-2上,与2#组芯1-2-2定位连接,并支撑在1#组芯1-2-1上;所述上盖罩在1#组芯1-2-1上,所述上
盖覆盖2#组芯1-2-2、3#组芯1-2-3,所述上盖1-1与3#组芯1-2-3定位连接,所述2#组芯1-2-2上端穿过设置在上盖1-1上的孔伸出;所述上盖1-1外壁随型壁厚18-20mm,所述上盖1-1外壁上均匀分布设置有若干筋条;所述2#组芯1-2-2内镂空成贯穿2#组芯1-2-2上下两端的圆形通孔,所述圆形通孔随型壁厚18-20mm,所述圆形通孔内均匀分布设置有若干筋条;所述2#组芯1-2-2包括底托1-2-2-1与柱状凸起1-2-2-2,底托1-2-2-1位于柱状凸起1-2-2-2下方,与柱状凸起1-2-2-2一体,所述1#组芯1-2-1为圆盘状,设置在1#组芯1-2-1上的孔为圆孔,所述3#组芯1-2-3为圆环状;所述柱状凸起1-2-2-2穿过设置在1#组芯1-2-1上的孔伸出,所述底托1-2-2-1支撑在1#组芯1-2-1下;所述柱状凸起1-2-2-2分为上下两段,所述柱状凸起1-2-2-2上段直径小于下段直径,所述3#组芯1-2-3套在柱状凸起1-2-2-2下段,所述柱状凸起1-2-2-2下段设置有贯穿柱状凸起1-2-2-2下段的第一竖槽,所述1#组芯1-2-1的圆孔以及3#组芯1-2-3内壁分别设置有凸块,两个凸台拼合成第一凸块,第一凸台与第一竖槽定位配合,定位2#组芯1-2-2与1#组芯1-2-1、3#组芯1-2-3;所述柱状凸起1-2-2-2上段与3#组芯1-2-3的外周面共同构成壳体铸件的内型面;所述上盖1-1的内壁一周圈均匀设置有若干第二竖槽,第二竖槽下端开口,所述3#组芯1-2-3的外周面一周圈均匀分布设置有若干第二凸块,第二凸块与第二竖槽一一对应并与对应第二竖槽定位配合,且其中一第二凸块上设置有贯穿第二凸块上下第三竖槽,与其对应的第二竖槽内设置有第三凸块,第三凸块与第三竖槽定位配合,定位上盖1-1与3#组芯1-2-3;所述上盖1-1的内壁构成壳体铸件的外型面;所述底托1-2-2-1与柱状凸起1-2-2-2的之间通过弧面过度,所述1#组芯1-2-1的圆孔下口与弧面相配的弧口;所述第一竖槽、第二竖槽、第三竖槽均为上端大下端小的竖槽;所述上盖1-1与1#组芯1-2-1的接触面之间通过台阶配合;所述砂芯1顶部设置有防水环1-3。
30.如图1,2所示,一种行星架铸件的浇注工艺,所述工艺为:1)充型;2)凝固;采用上述砂芯1,并与砂芯1的上盖1-1与下底1-2组合体的上端处上下分型;在充型过程中,采用半封闭式浇注系统2,所述半封闭式浇注系统2由直浇道2-1、横浇道2-2以及内浇道2-3连接构成,所述直浇道2-1、横浇道2-2、内浇道2-3的截面比为σf直:σf横:σf内=4:8:3,为一级挡渣;所述直浇道2-1侧设置一处竖放泡沫陶瓷过滤网2-4,过滤网的尺寸为75 mm
×
75 mm
×
22 mm,规格为10 ppi,为二级挡渣;所述横浇道2-2为高窄横浇道,所述内浇道2-3为薄而宽的内浇道;所述横浇道2-2末端设置有集渣窝,所述直浇道2-1下端设置有直浇道窝;所述砂芯1共两个,对称布置,所述浇注系统2构筑于两个砂芯1中间位置。
31.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1