一种小孔冒口的制作方法
1.本实用新型涉及一种冒口,具体涉及一种小孔冒口。
背景技术:
2.冒口是指为避免铸件出现缺陷而附加在铸件上方或侧面的补充部分。冒口在铸型中,冒口的型腔是存贮液态金属的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气和集渣的作用,其中冒口的主要作用是补缩。
3.在母合金棒材制造过程中,一般采用分流盘分流的形式浇铸母合金棒材。浇铸系统由分流盘,耐高温陶瓷纤维布,冒口,铸锭模具和固定工装组成。传统冒口为了提高补缩率,冒口上端为大型腔,这导致冒口上端与耐高温陶瓷纤维布耐高温陶瓷纤维布接触面积小,然而浇钢时,由于热量的提高会导致固定冒口和分流盘的工装松动,冒口和分流盘之间耐高温陶瓷纤维布的密封性能变差,因而有一定的概率发生泄漏,造成安全隐患和财产损失。
技术实现要素:
4.本实用新型的一个目的在于提供一种小孔冒口,在保证补缩效率的同时避免在浇钢过程中发生漏钢泄漏。
5.该目的采用以下技术方案实现:本装置的冒口包括上部冒口和下部冒口,上部冒口的外径大于下部冒口的外径,在使用时,模管套装在下部冒口的外侧面上,模管的上端与上部冒口相接触,进而使冒口固定放置在模管上,同时,由于下部冒口的外径与模管的内径相同,因此放置时,模管的内壁能与下部冒口的外侧面紧密贴合,能有效地避免在浇钢过程中,金属液从模管和下部冒口之间连接处的缝隙中溢出。
6.同时,下部冒口内部设置有第一空腔,上部冒口内部设置有第二空腔,第一空腔与第二空腔连通,第一空腔在下部冒口下端面上的开口内径大于第二空腔在上部冒口上端面上的开口内径。在使用时,耐高温陶瓷纤维布放置在上部冒口上端面开口的四周处,上部冒口上端面上的开口较小,因此耐高温陶瓷纤维布与上部冒口上端面之间的接触面积更大,在浇钢时,即使分流盘的分流孔和上部冒口的开口没有正对,较多的耐高温陶瓷纤维布也能进一步的对金属液进行缓冲,避免金属液漏出。优选的,上部冒口的上端面为平面。更有利于耐高温陶瓷纤维布与上部冒口上端面的接触。
7.其次,传统冒口补缩对金属液的流动性要求比较高,通常来讲金属液流动性越好金属液温度越高,但是有一些合金里面加了一些低熔点低沸点的元素,在长时间的高温下可能会加快一些元素的挥发,从而导致合金成品跟所要合金元素百分比上存在差异。本装置从上述两方面避免浇钢时金属液泄漏,不仅使冒口与模管连接更加稳固,同时,能有效避免金属液从冒口上方泄漏。除了避免金属液泄漏以外,本装置在使用时,还能降低热量散发速率,增加了金属液在上部冒口内的凝固时间,在铸造同一铸件时,使用本冒口的金属液的浇筑温度可以略低于使用其他冒口的浇筑温度。
8.在此基础上,上部冒口的外径不小于模管的外径。第一空腔的内径不小于第二空腔的内径。同时,第一空腔为圆柱形空腔。上部冒口和下部冒口的空心结构能为铸件的补缩提供充足的金属液。
9.并且,第二空腔的内径从上到下依次增大。优选的,第二空腔包括上部空腔和下部空腔,上部空腔为圆柱形空腔,下部空腔的内径从上到下依次增大,上部冒口、下部冒口、第一空腔和第二空腔的中心线重合。
10.第二空腔的内径从上到下依次增大,一方面可以减少金属液的损耗,另一方面还可以让上半部分的金属液被迫的向冒口中心移动,而冒口的中心位置正好是铸件的补缩通道,这样能进一步的提高补缩效果。
11.上部冒口和下部冒口均为保温材料。保温材料能进一步的减缓金属液的凝固速度,在铸件补缩过程中,铸件采用的是由下往上的凝固方式,而冒口又正好放置在铸件的正上方,这样补缩部位与补缩通道处在同一竖直方向上,补缩时,金属液会在重力的作用下向下补缩,补缩效果更佳。
12.本实用新型与现有技术相比,具有如下的优点和有益效果:
13.1、本实用新型一种小孔冒口,本冒口的下部分能和模管紧密贴合连接,避免金属液从冒口和模管的连接处泄漏,同时冒口上部分的开口内径较小,能有效地增大耐高温陶瓷纤维布与上部冒口的接触面积,避免金属液腐蚀耐高温陶瓷纤维布导致泄漏;
14.2、本装置能有效地降低金属液的热量散发速度,提高金属液的使用效率,降低金属液的损耗,提高铸件的质量;
15.3、本装置在铸件时能够利用重力提高冒口内的金属液的补缩速度,进而能有效的提高不是效率,进一步的提高铸件的质量,并且本装结构简单,便于操作使用。
附图说明
16.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
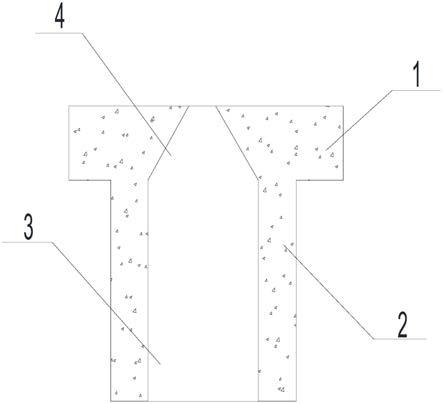
17.图1为实施例1中的冒口结构示意图;
18.图2为实施例1中冒口和模管连接时的结构示意图;
19.图3为实施例2中冒口结构示意图;
20.图4为实施例2中冒口和模管连接时的结构示意图。
21.附图中标记及对应的零部件名称:
[0022]1‑
上部冒口,2
‑
下部冒口,3
‑
第一空腔,4
‑
第二空腔,41
‑
上部空腔,5
‑
模管。
具体实施方式
[0023]
为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
[0024]
在本实用新型的描述中,需要理解的是,术语“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“高”、“低”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元
件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
[0025]
【实施例1】
[0026]
如图1所示,冒口包括上部冒口1和下部冒口2,上部冒口1的外径大于下部冒口2的外径,下部冒口2的外径与模管5的内径相同,所述下部冒口2用于套装在模管5内部;下部冒口2内部设置有第一空腔3,上部冒口1内部设置有第二空腔4,第一空腔3与第二空腔4连通,第一空腔3在下部冒口2下端面上的开口内径大于第二空腔4在上部冒口1上端面上的开口内径。
[0027]
本实施例中,上部冒口1和下部冒口2为圆柱形,上部冒口1的外径为118mm,下部冒口2的外径为82mm,模管的内径为82mm,模管的外径为118mm,上部冒口1的高度为40mm,下部冒口2的高度为62mm。第一空腔3贯穿下部冒口2的上下两端,第二空腔4贯穿上部冒口1的上下两端,上部冒口1的下端与下部冒口2的上端连接,第一空腔3与第二空腔4连通,上部冒口1的上端面为平面。
[0028]
第一空腔3为圆柱形空腔,第一空腔3的内径为62mm,第二空腔4为锥形,并且第二空腔4内径从上到下依次增大,第二空腔4上端的内径即上部冒口上端面的开口内径为32mm,第二空腔4下端的内径即上部冒口下端面的开口内径位62mm。
[0029]
在浇筑时,如图2所示,模管套装在下部冒口的外侧面上,模管的上端与上部冒口的下端面相接触,分流盘的分流孔与上部冒口的上端面上的开口对齐,上部冒口的上端面上设置有耐高温陶瓷纤维布,金属液从分流孔中进入上部冒口的第二空腔中,并通过第一空腔进入模管中。
[0030]
上部冒口1、下部冒口2、第一空腔3和第二空腔4的中心线重合,在浇筑时,上部冒口的金属液会被迫的向冒口中心移动,而冒口的中心位置正好是铸件的补缩通道,因此本装置在使用时补缩效果会更佳。
[0031]
【实施例2】
[0032]
在实施例1的基础上,如图3所示,第二空腔4包括上部空腔41和下部空腔,上部空腔41为圆柱形空腔,下部空腔的内径从上到下依次增大。上部冒口1、下部冒口2、第一空腔3和第二空腔4的中心线重合。上部冒口1和下部冒口2均为保温材料。本实施例中保温材料为现有的材料。
[0033]
上部空腔的内径为30.5mm,上部空腔的高度为10mm,下部空腔的上端的内径为30.5mm,下端内径为61mm,第一空腔的内径为61mm。
[0034]
上部冒口的外径为117.5mm,上部冒口的高度为40mm,下部冒口的外径为81mm,下部冒口的高度为60mm,模管的内径为81mm,模管的外径为114mm。在浇筑时,如图4所示,模管套装在下部冒口的外侧面上,模管的上端与上部冒口的下端面相接触。
[0035]
在本文中使用的术语“连接”在不进行特别说明的情况下,可以是直接相连,也可以使经由其他部件间接相连。
[0036]
以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1