多面抛光机控制系统的制作方法
1.本实用新型涉及抛光机技术领域,特别是涉及一种多面抛光机控制系统。
背景技术:
2.多面抛光机主要用于玻璃基片及硬脆材料的高精度、高效率的多面抛光或侧面抛光。
3.旧的多面抛光机在装料的时候,需要人工手动进给或点动毛刷轮伺服,让毛刷轮向工件移动。毛刷轮前进并接触工件后,员工用手不断的旋转毛刷轮,这时毛刷轮会遇到阻力。毛刷轮接触工件面积越大,阻力越大,员工用手旋转毛刷轮的力也要相应的加大。员工一边进给毛刷轮伺服一边旋转毛刷轮,凭借自己的经验,到加工力度刚好时,停止进给伺服,以当前毛刷轮位置为加工位置,开始加工工件。
4.这种“人工测力”的方法有些不足之处,具体如下:自动化程度低:无法发挥设备的最大优势。换料时间长:车间员工换料一次约要5分钟。效率低:员工试加工力度全凭经验,没有一个参照标准,受环境影响大,而且要花很长的时间来锻炼自己的手感。控制精度差,良率无法得到提升。
5.多面抛光设备在运行过程是通过“机械仿型板”对物料进行形状加工,没有自我保护和调节的功能。这种“机械靠模”也有不足之处:
[0006]“机械靠模”运行轨迹是按照预设规定轨迹,一旦工件安装不准确或者设备有变形,不会自我保护,肯定造成抛光物料损坏,增加不良率。
[0007]
如何控制多面抛光机的自动抛光,且提高抛光的控制精度成为需要解决的问题。
技术实现要素:
[0008]
鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种多面抛光机控制系统,用于解决现有技术中存在的抛光机无法自动抛光、抛光精度差的问题。
[0009]
为实现上述目的及其他相关目的,本实用新型提供一种多面抛光机控制系统,包括:人机界面、可编程逻辑控制器和运动控制系统;所述人机界面与所述可编程逻辑控制器通过网络通信连接;所述可编程逻辑控制器通过现场总线与所述运动控制系统通信连接;所述运动控制系统用于控制多面抛光机进行抛光。
[0010]
于本实用新型一实施例中,还包括以下任意一个或多个装置:开关量逻辑控制装置、液压装置和冷却装置;所述可编程逻辑控制器与所述开关量逻辑控制装置、所述液压装置和所述冷却装置通信连接。
[0011]
于本实用新型一实施例中,所述可编程逻辑控制器包括以下任意一个或多个模块:脉冲型运动控制模块、cpu模块和通信模块;所述通信模块用于获取所述运动控制系统发送的扭矩电流参数;所述cpu模块用于基于扭矩电流参数计算获得偏差补偿值;所述脉冲型运动控制模块用于基于偏差补偿值控制所述运动控制系统。
[0012]
于本实用新型一实施例中,还包括多面抛光机,所述多面抛光机包括:毛刷轮和工
件自转平台。
[0013]
于本实用新型一实施例中,所述毛刷轮包括:第一毛刷轮和第二毛刷轮。
[0014]
于本实用新型一实施例中,所述运动控制系统包括:x轴伺服电机、y轴伺服电机、z轴伺服电机和变频器系统。
[0015]
于本实用新型一实施例中,所述x轴伺服电机用于控制毛刷轮在x轴向的运动。
[0016]
于本实用新型一实施例中,所述y轴伺服电机用于控制毛刷轮在y轴向的运动。
[0017]
于本实用新型一实施例中,所述变频器系统用于控制毛刷轮的转速。
[0018]
于本实用新型一实施例中,所述z轴伺服电机用于控制工件自转平台的速度和角度。
[0019]
如上所述,本实用新型的多面抛光机控制系统,能够精确控制多面抛光机的工作。
附图说明
[0020]
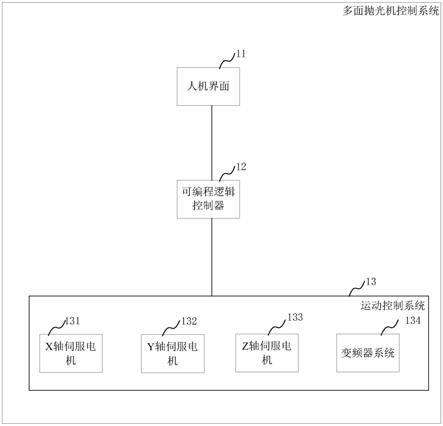
图1显示为本实用新型一实施例的多面抛光机控制系统的结构示意图。
[0021]
图2显示为本实用新型又一实施例的多面抛光机控制系统的结构示意图。
[0022]
图3显示为本实用新型再一实施例的多面抛光机控制系统的结构示意图。
[0023]
元件标号说明
[0024]
11
ꢀꢀꢀꢀꢀꢀꢀꢀ
人机界面
[0025]
12
ꢀꢀꢀꢀꢀꢀꢀꢀ
可编程逻辑控制器
[0026]
13
ꢀꢀꢀꢀꢀꢀꢀꢀ
运动控制系统
[0027]
131
ꢀꢀꢀꢀꢀꢀꢀ
x轴伺服电机
[0028]
132
ꢀꢀꢀꢀꢀꢀꢀ
y轴伺服电机
[0029]
133
ꢀꢀꢀꢀꢀꢀꢀ
z轴伺服电机
[0030]
134
ꢀꢀꢀꢀꢀꢀꢀ
变频器系统
具体实施方式
[0031]
以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
[0032]
需要说明的是,以下实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,故图式中仅显示与本实用新型中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
[0033]
本实用新型的多面抛光机控制系统能够精确控制多面抛光机的工作。本实用新型只保护多面抛光机控制系统各个结构部件之间的连接关系,其中软件具体控制算法均为现有技术,不在本技术的保护范围,不在此赘述。
[0034]
请参阅图1,本实用新型提供一种多面抛光机控制系统,包括:人机界面11、可编程逻辑控制器12和运动控制系统13;所述人机界面11与所述可编程逻辑控制器12通过网络通
信连接,所述人机界面11用于对所述可编程逻辑控制器12进行控制从而控制多面抛光机的抛光,所述人机界面11用于展示多面抛光机工作过程以及工作数据;所述可编程逻辑控制器12通过现场总线与所述运动控制系统13通信连接;所述运动控制系统13用于控制多面抛光机进行抛光。
[0035]
在一实施例中,所述人机界面11采用工业级触摸式平板电脑和组态软件,主要用于参数设置、数据显示、以曲线、配方、动画等形式描述设备自动化过程,另外具备强大的配方工艺编辑、保存、管理,有利于设备监视、显示及控制作用。
[0036]
在一实施例中,所述可编程逻辑控制器12包括:以下任意一个或多个装置:开关量逻辑控制装置、液压装置和冷却装置;所述可编程逻辑控制器12与所述开关量逻辑控制装置、所述液压装置和所述冷却装置通信连接。所述开关量逻辑控制装置用于进行可编程逻辑控制器12的逻辑控制。所述液压装置用于以油液作为工作介质,利用油液的压力能并通过控制阀门等附件操纵液压执行机构工作的装置。所述冷却装置为用于所述多面抛光机控制系统进行降温冷却的装置。所述可编程逻辑控制器12主要用于开关量逻辑控制装置、液压装置、冷却装置、脉冲型运动控制模块等的动作协调,精确、高效的完成抛光过程。
[0037]
在一实施例中,还包括以下任意一个或多个装置:开关量逻辑控制装置、液压装置和冷却装置;所述可编程逻辑控制器12与所述开关量逻辑控制装置、所述液压装置和所述冷却装置通信连接。
[0038]
在一实施例中,所述可编程逻辑控制器12包括以下任意一个或多个模块:脉冲型运动控制模块、cpu模块和通信模块;所述通信模块用于获取所述运动控制系统13发送的扭矩电流参数;所述cpu模块用于基于扭矩电流参数计算获得偏差补偿值;所述脉冲型运动控制模块用于基于偏差补偿值控制所述运动控制系统13。所述通信模块用于与所述运动控制系统13和人机界面11进行通信。
[0039]
在一实施例中,还包括摄像装置,所述摄像装置用于获取可编程逻辑控制器12和运动控制系统13的工作视频,转发所述工作视频至所述人机界面11,以使所述人机界面11展示所述工作视频,从而实现对于可编程逻辑控制器12和运动控制系统13工作状态的监控。
[0040]
在一实施例中,还包括多面抛光机,所述多面抛光机包括:毛刷轮和工件自转平台。
[0041]
在一实施例中,所述毛刷轮包括:第一毛刷轮和第二毛刷轮。
[0042]
在一实施例中,所述运动控制系统13包括:x轴伺服电机131、y轴伺服电机132、z轴伺服电机133和变频器系统134。
[0043]
在一实施例中,所述x轴伺服电机131用于控制毛刷轮在x轴向的运动。毛刷轮的前进或者后退是由x轴或y轴伺服电机132控制的。
[0044]
在一实施例中,所述y轴伺服电机132用于控制毛刷轮在y轴向的运动。毛刷轮的前进或者后退是由x轴或y轴伺服电机132控制的。
[0045]
在一实施例中,所述变频器系统134用于控制毛刷轮的转速。毛刷轮的匀速旋转由所述变频系统控制的。所述变频器系统134用于根据所述第一毛刷轮或第二毛刷轮的加工力度的大小,获取对应的扭矩电流参数。
[0046]
在一实施例中如图2所示,所述z轴伺服电机用于控制工件自转平台的速度和角
度。工件自转平台的速度和角度由z轴伺服电机控制的。x轴伺服电机、y轴伺服电机和z轴伺服电机由脉冲型运动控制模块控制。多面抛光机主要靠毛刷轮来对工件进行抛光的,抛光的力度直接影响了抛光的精度。这个力度其实就决定于毛刷轮接触工件的面积大小,其实也就是毛刷轮靠近工件的距离大小。所以这个距离大小是控制的关键参数。毛刷轮匀速旋转过程中,变频器系统根据加工力度的大小,会一直有对应的扭矩电流参数输出给可编程逻辑控制器的cpu模块的。可编程逻辑控制器的cpu模块根据物料的加工轨迹,设定参数,结合得到的扭矩电流参数实际值,重新计算出偏差补偿值,传给脉冲型运动控制模块。脉冲型运动控制模块块根据这个偏差补偿值,去控制x轴伺服电机、y轴伺服电机的左右运动和z轴伺服电机的角度,从而重新调整了毛刷轮与工件的距离,让毛刷轮以最合适的力度对工件进行加工。而具体如何进行偏差补偿值的计算设计软件算法,也属于现有技术,不在本技术的保护范围。这样形成了一个闭环控制,实现了系统自我检测和修正的功能,大大提高了产品品质和生产效率。改造后的设备不仅大幅度提高设备的性能,方便生产和设备管理,而且还为后续无人化工厂升级做基础的数据接口,更早的实现工厂无人化。
[0047]
在一实施例中如图3所示,本技术的多面抛光机控制系统,可以由两种工作模式,包括手动工作模式和自动工作模式,具体模式切换可以通过人机界面进行交互选择。多面抛光机控制系统的核心程序采用手动和自动两种模式,伺服系统和变频系统既可以独立运行也可以联动运行。手动模式可按客户试验需要自由调试,自动模式可批量化、效率生产。系统运行过程中具备自我检测和校准的功能,有利于产品品质提高。所述伺服系统包括:x轴伺服电机、y轴伺服电机和z轴伺服电机。
[0048]
以下将详细阐述所述多面抛光机控制系统的工作过程:人机界面与所述可编程逻辑控制器通过网络通信连接;所述可编程逻辑控制器通过现场总线与运动控制系统通信连接;所述运动控制系统用于控制多面抛光机进行抛光。
[0049]
综上所述,本实用新型的多面抛光机控制系统是能够精确控制多面抛光机的工作。有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0050]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1