一种航空管件端部平整性加工装置的制作方法
1.本实用新型属于航空管件加工技术领域,更具体地说,特别涉及一种航空管件端部平整性加工装置。
背景技术:
2.航空管件端部平整性要求较高,因为航空管件很多都会涉及到焊接,为了更好的航空管件进行焊剂,那么就需要通过工具对管件端部表面进行打磨平整,现有的航空管件一般采用锉刀对管件端部表面进行打磨平整,打磨时效率低,对操作工体力的要求较高,而且平整性效果并不好,在对管件进行打磨时需要通过夹紧装置进行夹紧,管件在夹紧与拆卸时会比较费力,而且夹紧装置用力过大会对管件夹伤,在对管件进行打磨时会有铁削向外飞溅,会对工作人员造成损伤。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供一种航空管件端部平整性加工装置,以解决现有的航空管件一般采用锉刀对管件端部表面进行打磨平整,打磨时效率低,对操作工体力的要求较高,而且平整性效果并不好,在对管件进行打磨时需要通过夹紧装置进行夹紧,管件在夹紧与拆卸时会比较费力,而且夹紧装置用力过大会对管件夹伤,在对管件进行打磨时会有铁削向外飞溅,会对工作人员造成损伤的问题。
4.本实用新型用于一种航空管件端部平整性加工装置的目的与功效,由以下具体技术手段所达成:
5.一种航空管件端部平整性加工装置,包括第一支撑座;
6.所述第一支撑座的底部设有一个支撑板;驱动机构,所述驱动机构设在第一支撑座的上方;
7.铁削机构,所述铁削机构通过螺栓固定在驱动机构的右侧位置;支撑壳体,所述支撑壳体设在驱动机构的右侧上方位置;
8.第二支撑座,所述第二支撑座设在支撑壳体的底部位置;夹紧机构,所述夹紧机构滑动连接在第二支撑座的内侧;
9.进给机构,所述进给机构设在第二支撑座的底部,且进给机构的上方与夹紧机构相连接;
10.保护盖,所述保护盖卡接在支撑壳体和夹紧机构的上方,且保护盖将支撑壳体和夹紧机构的上方进行覆盖。
11.进一步的,所述驱动机构包括有:
12.驱动马达,驱动马达的右侧设有一个驱动带轮,且驱动带轮设在第一支撑座的内侧;
13.转动轴,转动轴的右侧设有一个从动带轮,从动带轮也在第一支撑座的内侧,驱动带轮和从动带轮之间安装有传动带,支撑壳体的左侧开设有一个与转动轴相契合的通孔,
转动轴穿插于支撑壳体的通孔内。
14.进一步的,所述铁削机构包括有:
15.连接盘,连接盘的左侧开设有一个y形的凹槽;
16.夹紧块,夹紧块为矩形结构,且夹紧块共有三个,夹紧块呈环形阵列状设在y形的凹槽内;
17.螺纹杆,螺纹杆的底部转动连接在夹紧块的上方,且连接盘上开设有三个与螺纹杆相契合的螺纹孔,螺纹杆穿插于连接盘的螺纹孔内,螺纹杆的上方开设有一个六角结构的凹槽;
18.第一限位杆,第一限位杆的底部开设有外螺纹,且夹紧块的上方对称开设有两个用于连接第一限位杆的螺纹槽,第一限位杆通过外螺纹安装在夹紧块的上方,第一限位杆的上方开设有一个六角结构的凹槽。
19.进一步的,所述转动轴的左侧设有一个矩形面,且连接盘的右侧开设一个与转动轴左侧相契合的卡槽,连接盘通过卡槽卡接在转动轴的外侧,连接盘上安装有一个锁紧螺栓。
20.进一步的,所述夹紧机构包括有:
21.夹紧座,夹紧座共有两个,且两个夹紧座的底部均设有一个铰链,夹紧座的底部设有圆角,第二支撑座的左侧开设有一个与夹紧座的矩形板相契合的矩形槽,夹紧座的内侧开设有一个半月牙结构的安装槽;
22.定位挡板,定位挡板为l形结构,夹紧座的右侧设有一个圆形杆,定位挡板转动连接在夹紧座的圆形杆外侧。
23.进一步的,所述支撑壳体包括有:
24.推动杆,推动杆设在支撑壳体的右侧,且推动杆的右侧设有一个向外侧倾斜的斜面。
25.进一步的,所述第二支撑座的上方开设有一个滑动槽,且滑动槽的内侧对称设有两个挤压块,挤压块的一侧设有斜面。
26.进一步的,所述进给机构包括有:
27.保护壳体,保护壳体为长方罩状结构;
28.进给手柄,进给手柄为l形结构,且保护壳体的前侧开设有一个与进给手柄底部相契合的圆形孔,进给手柄穿插于保护壳体的圆形孔内,进给手柄的后侧安装有一个齿轮,进给手柄的底部转动连接在保护壳体的内侧;
29.齿条,齿条为l形结构,齿条滑动连接在保护壳体的内侧底部位置,且齿条与进给手柄上的齿轮相啮合,夹紧座的与齿条上方相铰接。
30.进一步的,所述第二支撑座包括有:
31.第二限位杆,第二限位杆为圆形结构,且第二支撑座上开设有一个用于连接第二限位杆的通孔,第二限位杆卡接在第二支撑座的通孔内,第二限位杆的外侧套接有一个复位弹簧,且复位弹簧设在第二支撑座的阶梯孔内,夹紧座底部的矩形板上开设有一个与第二限位杆相契合的圆形孔,第二限位杆穿插于矩形板的圆形孔内。
32.进一步的,所述保护盖为u形结构,支撑壳体和夹紧座的外侧均对称设有两个矩形块,保护盖的底部与支撑壳体和夹紧座外侧的矩形块相接触,保护盖的右侧开设有一个圆
形孔,支撑壳体的上方开设有一个与保护盖的圆形孔相对正的螺纹孔,保护盖的圆形孔和支撑壳体的螺纹孔之间安装有一个限位螺栓。
33.与现有技术相比,本实用新型具有如下有益效果:
34.第一,在驱动机构的一侧设置有铁削机构,驱动机构驱动铁削机构转动对管件进切割,铁削机构上设置有夹紧块,夹紧块的上方设置有转动连接的螺纹杆,转动螺纹杆时会推动夹紧块向下移动对刀具进行夹紧。
35.第二,在支撑座的上方设置有两个铰接的夹紧座,夹紧座的内侧设置有与管件相契合的夹紧槽,夹紧座的铰接方便管件的安装与拆卸,在支撑座的内侧对称设置有挤压块,两个挤压块之间的间距与夹紧座的外侧相契合,在夹紧座向右侧滑动时,两个挤压块会对夹紧座进行挤压,从而使两个铰接的夹紧座进行合并对管件进行夹紧。
36.第三,在夹紧座的一侧设置有转动连接的定位挡板,定位挡板对管件进行定位,在支撑壳体的右侧设置有推动杆,在定位挡板移动到推动杆的位置时,推动杆会推动定位挡板向外旋转,从而方便刀具对管件进行铁削。
37.第四,通过进给机构的设置起到了带动夹紧座移动的效果,在支撑座的内侧设置有复位弹簧,复位弹簧会推动夹紧座进行复位,在支撑壳体和夹紧座的上方设置有卡接的保护盖,保护盖采用透明塑料制成,保护盖用于阻碍刚屑的外溅,保护盖对员工进行保护,保护盖同时方便观察切削效果。
附图说明
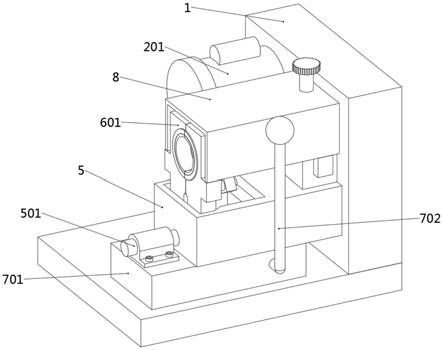
38.图1是本实用新型主体的轴侧结构示意图。
39.图2是本实用新型的保护盖向上移动后轴侧结构示意图。
40.图3是本实用新型的第一支撑座、撑壳体、第二支撑座和保护壳体半剖轴侧结构示意图。
41.图4是本实用新型图3的右视角轴侧结构示意图。
42.图5是本实用新型的连接盘局部剖轴侧结构示意图。
43.图6是本实用新型图5的右视角轴侧结构示意图。
44.图7是本实用新型的第二支撑座和夹紧座轴侧结构示意图。
45.图8是本实用新型图5的a处放大结构示意图。
46.图中,部件名称与附图编号的对应关系为:
47.1、第一支撑座;2、驱动机构;201、驱动马达;202、转动轴;3、铁削机构;301、连接盘;302、夹紧块;303、螺纹杆;304、第一限位杆;4、支撑壳体;401、推动杆;5、第二支撑座;501、第二限位杆;6、夹紧机构;601、夹紧座;602、定位挡板;7、进给机构;701、保护壳体;702、进给手柄;703、齿条;8、保护盖。
具体实施方式
48.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
49.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关
系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
50.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
51.实施例:
52.如附图1至附图8所示:
53.本实用新型提供一种航空管件端部平整性加工装置,包括第一支撑座1;
54.第一支撑座1的底部设有一个支撑板;
55.驱动机构2,驱动机构2设在第一支撑座1的上方,驱动机构2包括有驱动马达201,驱动马达201的右侧设有一个驱动带轮,且驱动带轮设在第一支撑座1的内侧;转动轴202,转动轴202的右侧设有一个从动带轮,从动带轮也在第一支撑座1的内侧,驱动带轮和从动带轮之间安装有传动带,支撑壳体4的左侧开设有一个与转动轴202相契合的通孔,转动轴202穿插于支撑壳体4的通孔内,使用时,驱动马达201通过驱动带轮带动转动轴202转动;
56.铁削机构3,铁削机构3通过螺栓固定在驱动机构2的右侧位置,铁削机构3包括有连接盘301,连接盘301的左侧开设有一个y形的凹槽;夹紧块302,夹紧块302为矩形结构,且夹紧块302共有三个,夹紧块302呈环形阵列状设在y形的凹槽内;螺纹杆303,螺纹杆303的底部转动连接在夹紧块302的上方,且连接盘301上开设有三个与螺纹杆303相契合的螺纹孔,螺纹杆303穿插于连接盘301的螺纹孔内,螺纹杆303的上方开设有一个六角结构的凹槽;第一限位杆304,第一限位杆304的底部开设有外螺纹,且夹紧块302的上方对称开设有两个用于连接第一限位杆304的螺纹槽,第一限位杆304通过外螺纹安装在夹紧块302的上方,第一限位杆304的上方开设有一个六角结构的凹槽,使用时,转动螺纹杆303时,螺纹杆303会带动夹紧块302移动,夹紧块302在向下移动时将刀具进行夹紧,第一限位杆304底部开设的外螺纹方便夹紧块302的安装与拆卸;
57.支撑壳体4,支撑壳体4设在驱动机构2的右侧上方位置支撑壳体4包括有推动杆401,推动杆401设在支撑壳体4的右侧,且推动杆401的右侧设有一个向外侧倾斜的斜面,使用时,在定位挡板602移动到推动杆401的位置时,推动杆401会推动定位挡板602向外旋转,从而方便刀具对管件进行铁削;
58.第二支撑座5,第二支撑座5设在支撑壳体4的底部位置;
59.夹紧机构6,夹紧机构6滑动连接在第二支撑座5的内侧;
60.进给机构7,进给机构7设在第二支撑座5的底部,且进给机构7的上方与夹紧机构6相连接;
61.保护盖8,保护盖8卡接在支撑壳体4和夹紧机构6的上方,且保护盖8将支撑壳体4和夹紧机构6的上方进行覆盖,保护盖8为u形结构,支撑壳体4和夹紧座601的外侧均对称设有两个矩形块,保护盖8的底部与支撑壳体4和夹紧座601外侧的矩形块相接触,保护盖8的右侧开设有一个圆形孔,支撑壳体4的上方开设有一个与保护盖8的圆形孔相对正的螺纹
孔,保护盖8的圆形孔和支撑壳体4的螺纹孔之间安装有一个限位螺栓,使用时,保护盖8采用透明塑料制成,保护盖8用于阻碍刚屑的外溅,保护盖8对员工进行保护,保护盖8同时方便观察切削效果。
62.其中,转动轴202的左侧设有一个矩形面,且连接盘301的右侧开设一个与转动轴202左侧相契合的卡槽,连接盘301通过卡槽卡接在转动轴202的外侧,连接盘301上安装有一个锁紧螺栓,使用时,转动轴202左侧的矩形面对连接盘301进行周向定位,从而使转动轴202转动时更稳定的带动连接盘301转动。
63.其中,夹紧机构6包括有:
64.夹紧座601,夹紧座601共有两个,且两个夹紧座601的底部均设有一个铰链,夹紧座601的底部设有圆角,第二支撑座5的左侧开设有一个与夹紧座601的矩形板相契合的矩形槽,夹紧座601的内侧开设有一个半月牙结构的安装槽;
65.定位挡板602,定位挡板602为l形结构,夹紧座601的右侧设有一个圆形杆,定位挡板602转动连接在夹紧座601的圆形杆外侧,使用时,两个夹紧座601的铰接方便打开与合并,夹紧座601通过安装槽对管件进行夹紧,定位挡板602对管件进行定位。
66.其中,第二支撑座5的上方开设有一个滑动槽,且滑动槽的内侧对称设有两个挤压块,挤压块的一侧设有斜面,使用时,在夹紧座601向右侧滑动时,两个挤压块会对夹紧座601进行挤压,从而使两个铰接的夹紧座601进行合并对管件进行夹紧。
67.其中,进给机构7包括有:
68.保护壳体701,保护壳体701为长方罩状结构;
69.进给手柄702,进给手柄702为l形结构,且保护壳体701的前侧开设有一个与进给手柄702底部相契合的圆形孔,进给手柄702穿插于保护壳体701的圆形孔内,进给手柄702的后侧安装有一个齿轮,进给手柄702的底部转动连接在保护壳体701的内侧;
70.齿条703,齿条703为l形结构,齿条703滑动连接在保护壳体701的内侧底部位置,且齿条703与进给手柄702上的齿轮相啮合,夹紧座601的与齿条703上方相铰接,使用时,转动进给手柄702,此时进给手柄702上的齿轮会带动齿条703移动,从而使齿条703带动夹紧座601移动,使得夹紧座601带动管件进给与连接盘301上的刀具相接触,连接盘301带动刀具转动对管件的断面进行铁削找平。
71.其中,第二支撑座5包括有:
72.第二限位杆501,第二限位杆501为圆形结构,且第二支撑座5上开设有一个用于连接第二限位杆501的通孔,第二限位杆501卡接在第二支撑座5的通孔内,第二限位杆501的外侧套接有一个复位弹簧,且复位弹簧设在第二支撑座5的阶梯孔内,夹紧座601底部的矩形板上开设有一个与第二限位杆501相契合的圆形孔,第二限位杆501穿插于矩形板的圆形孔内,使用时,第二限位杆501对复位弹簧进行限位,在夹紧座601向右侧移动时会对复位弹簧进行挤压,在松动进给手柄702时复位弹簧会推动夹紧座601向左侧自动复位。
73.本实施例的具体使用方式与作用:
74.使用时,首先将刀具放置在夹紧块302的底部,而后转动螺纹杆303推动夹紧块302对刀具进行夹紧,而后将需要铁削的管件卡接在两个夹紧座601的内侧,此时定位挡板602对管件进行定位,而后将保护盖8卡接在支撑壳体4和夹紧座601的上方,保护盖8采用透明塑料制成,保护盖8用于阻碍刚屑的外溅,保护盖8对员工进行保护,保护盖8同时方便观察
切削效果,控制驱动马达201驱动转动轴202转动,转动轴202带动铁削机构3转动,而后转动进给手柄702,此时进给手柄702上的齿轮会带动齿条703移动,从而使齿条703带动夹紧座601移动,在夹紧座601向右侧滑动时,第二支撑座5内的挤压块会对夹紧座601进行挤压,从而使两个铰接的夹紧座601进行合并对管件进行夹紧,夹紧座601带动管件进给与连接盘301上的刀具相接触,连接盘301带动刀具转动对管件的断面进行铁削,管件铁削完成后松动进给手柄702,此时第二限位杆501上的复位弹簧会推动夹紧座601向左侧移动进行复位。
75.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1