一种新型在线喂丝装置的制作方法
1.本实用新型涉及铝合金铸造设备领域,具体地说是一种新型在线喂丝装置。
背景技术:
2.喂丝机的使用成为现代铝合金熔铸必不可少的辅助设备。
3.专利号为201921241991.7的实用新型专利中公开了一种铝钛硼丝在线喂丝系统,其设有摆丝装置对细化剂出丝端进行往复摆动送丝,以使细化剂充分溶解在金属熔体中,但该装置存在如下缺陷:首先,该方法由于细化剂末端在铝液中摆动问题,可能对熔体造成搅动引起氧化造渣;其次,细化剂摆动过程可能会影响送丝精度,造成合金熔体成分波动;第三,针对某些合金熔体,深度较浅的情况下,细化剂即使搅动熔化,也很难充分溶解。
4.专利号为201820122352.8的实用新型专利中公开一种铝钛硼丝喂丝系统,其利用摇摆装置连接导向机构并带动导向机构摆动,该装置摆动方式与上述专利中的摆丝装置不同,但同样存在上述专利的问题。
5.专利号为202020586702.3的实用新型专利中公开了一种铝钛硼丝熔化加工用上料调节装置,其采用多组固定导辊将铝钛硼丝的行程方向进行有效控制和矫正,并为铝钛硼丝提供稳定的输送轨道,保证铝钛硼丝充分熔化,最终提高产品的生产质量。但该装置存在以下问题:首先,该装置没有明确控制喂丝速度和精度,送丝量没有进行有效监控;其次,细化剂在熔体中的熔化过程未充分考虑。
技术实现要素:
6.本实用新型的目的在于提供一种新型在线喂丝装置,适用于铝合金铸造过程所使用的各类细化剂在线添加,保证细化丝杆在铝合金熔体中充分熔化的同时,也降低了喂丝过程对铝熔体温度的影响,对铝合金铸锭细化晶粒、均匀成分、提高成品率等有显著效果。
7.本实用新型的目的是通过以下技术方案来实现的:
8.一种新型在线喂丝装置,包括安装架、加热烘烤装置和细化剂牵引装置,其中安装架一端设有丝盘挂架、另一端设有支撑架,且所述支撑架上设有加热烘烤装置和细化剂牵引装置,细化剂丝卷卷绕于所述丝盘挂架上,且由所述细化剂丝卷引出的细化丝杆依次穿过所述加热烘烤装置和细化剂牵引装置,所述加热烘烤装置内设有加热元件,所述加热烘烤装置下部设有烘烤控制面板,所述细化剂牵引装置包括牵引齿轮组件和牵引驱动组件,且细化丝杆穿过所述牵引齿轮组件,所述牵引齿轮组件通过所述牵引驱动组件驱动转动,所述支撑架中设有控制所述牵引驱动组件的牵引控制面板。
9.所述加热烘烤装置包括上加热箱体和下加热箱体,且所述上加热箱体和下加热箱体一侧铰接,细化丝杆由上加热箱体和下加热箱体之间穿过,所述上加热箱体内和下加热箱体内均设有加热元件,所述烘烤控制面板设于下加热箱体下侧,且所述加热元件的加热温度通过所述烘烤控制面板控制。
10.所述加热烘烤装置一端设有入口导向轮组件,另一端设有出口导向轮组件。
11.所述细化剂牵引装置的牵引驱动组件包括牵引电机和减速箱,且所述牵引电机通过所述牵引控制面板控制。
12.所述支撑架上设有立架,所述牵引齿轮组件和牵引驱动组件均安装于所述立架上。
13.所述安装架远离所述支撑架一侧设有挂架支架,所述丝盘挂架中部轴端通过轴承支撑安装于所述挂架支架上端。
14.本实用新型的优点与积极效果为:
15.1、本实用新型将细化丝杆引出后先进入加热烘烤装置烘烤,可有效提高细化丝杆添加温度,降低细化剂添加时与合金熔体的温度差,使细化丝杆在铝合金熔体中快速熔化,可以促进细化剂合金元素充分扩散均匀,减少成分偏析,提高组织均匀性,进而提高细化剂使用效果,另外所述加热烘烤装置可通过烘烤控制面板单独控制加热温度,以满足不同工艺要求,适用于各类细化剂在线添加。
16.2、本实用新型的加热烘烤装置两端均设有导向轮组件实现导向,以保证细化丝杠顺利输入和输出,并且所述加热烘烤装置包括上下两个加热箱体,上加热箱体翻转即可打开,方便初次装载时细化丝杆顺利穿过导向轮组件和加热烘烤装置,操作简单方便。
17.3、本实用新型的细化剂牵引装置可通过牵引控制面板单独控制牵引速率,不仅有效降低喂丝过程对铝熔体温度的影响,减小对铝熔体造成的搅动,降低造渣风险,也可以满足不同工艺要求,适用于各类细化剂在线添加,并且可通过设置ti/b元素增长量控制牵引电机定量送丝,以实现ti、b等元素精确添加。
附图说明
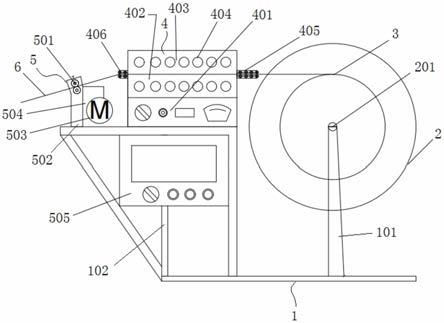
18.图1为本实用新型的结构示意图。
19.其中,1为安装架,101为挂架支架,102为支撑架,2为丝盘挂架,201为轴承,3为细化剂丝卷,4为加热烘烤装置,401为烘烤控制面板,402为下加热箱体,403为上加热箱体,404为加热元件, 405为入口导向轮组件,406为出口导向轮组件,5为细化剂牵引装置,501为牵引齿轮组件,502为立架,503为牵引电机,504为减速箱,505为牵引控制面板,6为细化丝杆。
具体实施方式
20.下面结合附图对本实用新型作进一步详述。
21.如图1所示,本实用新型包括安装架1、加热烘烤装置4和细化剂牵引装置5,其中安装架1一端设有丝盘挂架2、另一端设有支撑架102,且所述支撑架102上设有加热烘烤装置4和细化剂牵引装置 5,细化剂丝卷3卷绕于所述丝盘挂架2上,且由所述细化剂丝卷3 引出的细化丝杆6依次穿过所述加热烘烤装置4和细化剂牵引装置5,所述加热烘烤装置4内设有加热元件404,所述加热烘烤装置4下部设有烘烤控制面板401,所述细化剂牵引装置5包括牵引齿轮组件501 和牵引驱动组件,且细化丝杆6穿过所述牵引齿轮组件501,所述牵引齿轮组件501中的主动齿轮通过所述牵引驱动组件驱动转动,所述支撑架102中设有控制所述牵引驱动组件的牵引控制面板505。本实用新型工作时,细化剂丝杆6先经过加热烘烤装置4烘烤,可有效提高丝杆添加温度,降低细化剂添加时与合金熔体的温度差,并且加热烘烤装
置4可通过烘烤控制面板401单独控制加热温度,以满足不同工艺要求,而细化剂牵引装置5可通过牵引控制面板505控制喂丝速度,有效降低喂丝过程对铝熔体温度的影响,减小对铝熔体造成的搅动,降低造渣风险,并且通过牵引控制面板505控制喂丝速度,也可以满足不同工艺要求。
22.如图1所示,所述加热烘烤装置4包括上加热箱体403和下加热箱体402,所述上加热箱体403和下加热箱体402一侧通过铰链铰接,另一侧通过锁扣密封扣合,所述铰链和锁扣均为本领域公知技术,这样可实现将上加热箱体403翻起打开,而细化丝杆6由上加热箱体 403和下加热箱体402之间穿过。所述上加热箱体403内和下加热箱体402内均设有加热元件404,且所述加热元件404的加热温度通过所述烘烤控制面板401控制。
23.本实施例中,所述加热元件404可采用大功率发热器(硅碳棒或硅钼棒),所述加热元件404外侧可设置高温绝缘层保证绝缘,避免意外发生,此为本领域公知技术,而所述烘烤控制面板401设于下加热箱体402下侧以实现加热烘烤装置4的单独控制,以便于根据工艺需要设定烘烤温度,所述烘烤控制面板401上可实时显示加热功率、温度等参数。所述烘烤控制面板401为本领域公知技术。
24.如图1所示,所述加热烘烤装置4一端设有入口导向轮组件405,另一端设有出口导向轮组件406,由细化剂丝卷3引出的细化丝杆6 经过所述入口导向轮组件405引导进入加热烘烤装置4中,并经过所述出口导向轮组件406引出。本实施例中,所述入口导向轮组件405 和出口导向轮组件406均包括轮架和设于所述轮架上的上下两排导向轮,细化丝杆6由两排导向轮之间穿过。
25.如图1所示,所述细化剂牵引装置5的牵引驱动组件包括牵引电机503和减速箱504,所述牵引控制面板505可控制所述牵引电机503 转速,以满足不同工艺要求,所述牵引控制面板505为本领域公知技术。另外本实用新型还可以通过在牵引控制面板505上设置ti/b元素增长量,然后设备系统自行计算出送丝速度,并据此控制牵引电机 503转速实现定量送丝,以实现ti、b等元素精确添加。本实施例中,所述牵引控制面板505内置模块的计算公式如下:
[0026][0027]
如图1所示,所述支撑架102上设有立架502,所述牵引齿轮组件501和牵引驱动组件均安装于所述立架502上,本实施例中,所述牵引齿轮组件501包括主动齿轮和从动齿轮,其中主动齿轮安装于所述减速箱504的输出轴上,细化丝杆6由所述主动齿轮和从动齿轮之间穿过并进入铝熔体完成在线细化剂添加。
[0028]
如图1所示,所述安装架1远离所述支撑架102一侧设有挂架支架101,所述丝盘挂架2中部轴端通过轴承201支撑安装于所述挂架支架101上端。
[0029]
本实用新型的工作原理为:
[0030]
本实用新型工作时,由细化剂丝卷3引出的细化剂丝杆6先经过加热烘烤装置4烘烤,可有效提高丝杆添加温度,降低细化剂添加时与合金熔体的温度差,使细化丝杆在铝合金熔体中快速熔化,并且所述加热烘烤装置4通过烘烤控制面板401单独控制温度,可满足不同工艺要求,而细化剂丝杆6通过细化剂牵引装置5中的牵引齿轮组件 501转动带动移动,并且牵引电机503通过牵引控制面板505单独控制转速,进而控制喂丝速度,既可以有效
降低喂丝过程对铝熔体深度影响,减小对铝熔体造成的搅动,降低造渣风险,也可以满足不同工艺要求,并且本实用新型可通过在牵引控制面板505上设置ti/b元素增长量,然后设备系统自行计算出送丝速度并控制牵引电机503转速,以实现ti、b等元素精确添加。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1