一种多路阀体铸件加工用具有隔热结构的铸造模具的制作方法
1.本实用新型涉及多路阀体铸件加工技术领域,具体为一种多路阀体铸件加工用具有隔热结构的铸造模具。
背景技术:
2.多路阀是一种能控制多个液压执行机构的换向阀组合,它是以两个以上的换向阀为主体,集单向阀、换向阀、补油阀、分流阀、安全阀、制动阀等于一体的多功能集成阀,多路阀铸件进行生产加工中,首先在机底加热料筒内受热熔融,然后在机体的螺杆或柱塞推动下,经喷嘴和模具的浇注系统进入模具型腔,随后冷却硬化成型,脱模得到制品。
3.市场上的多路阀体铸件加工用的铸造模具在使用中,连续工作就会使内部热量堆积,会造成零件损坏,同时不方便进行拆装,为此,我们提出一种多路阀体铸件加工用具有隔热结构的铸造模具。
技术实现要素:
4.本实用新型的目的在于提供一种多路阀体铸件加工用具有隔热结构的铸造模具,以解决上述背景技术中提出的多路阀体铸件加工用的铸造模具在使用中,连续工作就会使内部热量堆积,会造成零件损坏,同时不方便进行拆装的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种多路阀体铸件加工用具有隔热结构的铸造模具,包括贴合机构、组合机构和限位机构,所述贴合机构的顶端设置有组合机构,所述组合机构的左右两侧设置有限位机构;
6.所述组合机构包括:
7.上高压隔热板,其设置于所述贴合机构的顶端;
8.透气槽,其设置于所述上高压隔热板的内部;
9.卡扣,其设置于所述上高压隔热板的底端两侧;
10.上隔热板,其设置于所述上高压隔热板的底部;
11.卡槽,其设置于所述上隔热板的两侧;
12.排气槽,其设置于所述上隔热板的中部。
13.优选的,所述透气槽设置为个,且透气槽与上高压隔热板之间紧密贴合。
14.优选的,所述上高压隔热板通过卡扣与卡槽构成卡合结构,且卡扣的外侧尺寸与卡槽的内侧尺寸相互匹配。
15.优选的,所述贴合机构包括:
16.模具主体,其设置于所述组合机构的底部;
17.下隔热板,其设置于所述模具主体的底部;
18.下高压隔热板,其设置于所述下隔热板的底部。
19.优选的,所述下隔热板呈包裹状,且下隔热板与模具主体之间紧密贴合。
20.优选的,所述限位机构包括:
21.限位板,其设置于所述组合机构的左右两侧;
22.定位销,其设置于所述限位板的上下两侧;
23.凹槽,其设置于所述定位销的边侧。
24.优选的,所述限位板通过定位销与凹槽构成卡合结构,且限位板与凹槽之间相互配合。
25.与现有技术相比,本实用新型的有益效果是:该多路阀体铸件加工用具有隔热结构的铸造模具,下隔热板会对模具主体底部面进行隔热,而下高压隔热板会对下隔热板进行隔热,同时下高压隔热板内部设置有多组透气槽,使下高压隔热板散热效率更快,防止模具的温度过高,从而避免模具主体下端面的热量传导至内部造成损坏,两侧设置限位板可以方便对上高压隔热板与上隔热板进行定位安装,进行二次固定,便于使用者后续进行维护检修。
26.透气槽设置为9个,由于透气槽设置为9个,同时透气槽呈贯穿状,设置多组透气槽可以使上高压隔热板散热效率更快,防止模具的温度过高,从而保证模具的正常生产。
27.下隔热板呈包裹状,由于下隔热板呈包裹状,下隔热板会对模具主体底部面进行隔热,而下高压隔热板会对下隔热板进行隔热,同时下高压隔热板内部嵌入有多组透气管,使下高压隔热板散热效率更快,从而避免模具主体下端面的热量传导至内部造成损坏。
28.限位板通过定位销与凹槽构成卡合结构,当上高压隔热板与上隔热板两者相互贴合时,设置限位板可以方便对上高压隔热板与上隔热板进行定位安装,进行二次固定,便于使用者后续进行维护检修。
附图说明
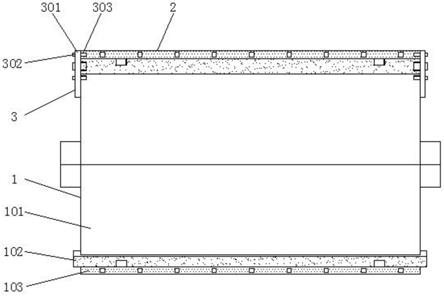
29.图1为本实用新型正视结构示意图;
30.图2为本实用新型上高压隔热板立体结构示意图;
31.图3为本实用新型上隔热板立体结构示意图。
32.图中:1、贴合机构;101、模具主体;102、下隔热板;103、下高压隔热板;2、组合机构;201、上高压隔热板;202、透气槽;203、卡扣;204、上隔热板;205、卡槽;206、排气槽;3、限位机构;301、限位板;302、定位销;303、凹槽。
具体实施方式
33.如图1所示,一种多路阀体铸件加工用具有隔热结构的铸造模具,包括:贴合机构1,贴合机构1的顶端设置有组合机构2,组合机构2的左右两侧设置有限位机构3,贴合机构1包括:模具主体101,其设置于组合机构2的底部;下隔热板102,其设置于模具主体101的底部;下高压隔热板103,其设置于下隔热板102的底部,下隔热板102呈包裹状,且下隔热板102与模具主体101之间紧密贴合,由于下隔热板102呈包裹状,下隔热板102会对模具主体101底部面进行隔热,而下高压隔热板103会对下隔热板102进行隔热,同时下高压隔热板103内部设置有多组透气槽202,使下高压隔热板103散热效率更快,从而避免模具主体101下端面的热量传导至内部造成损坏,限位机构3包括:限位板301,其设置于组合机构2的左右两侧;定位销302,其设置于限位板301的上下两侧;凹槽303,其设置于定位销302的边侧,限位板301通过定位销302与凹槽303构成卡合结构,且限位板301与凹槽303之间相互配合,
当上高压隔热板201与上隔热板204两者相互贴合时,设置限位板301可以方便对上高压隔热板201与上隔热板204进行定位安装,进行二次固定,便于使用者后续进行维护检修。
34.如图2-3所示,一种多路阀体铸件加工用具有隔热结构的铸造模具,组合机构2包括:上高压隔热板201,其设置于贴合机构1的顶端;透气槽202,其设置于上高压隔热板201的内部,透气槽202设置为9个,且透气槽202与上高压隔热板201之间紧密贴合,由于透气槽202设置为9个,同时透气槽202呈贯穿状,设置多组透气槽202可以使上高压隔热板201散热效率更快,防止模具的温度过高,从而保证模具的正常生产,卡扣203,其设置于上高压隔热板201的底端两侧;上隔热板204,其设置于上高压隔热板201的底部;卡槽205,其设置于上隔热板204的两侧;排气槽206,其设置于上隔热板204的中部,上高压隔热板201通过卡扣203与卡槽205构成卡合结构,且卡扣203的外侧尺寸与卡槽205的内侧尺寸相互匹配,将上高压隔热板201底端两侧的卡扣203嵌入卡槽205的内部,到达限位效果的同时保障上高压隔热板201的稳固程度,两者卡合时能够有效的在保障稳固的同时,起到了有效的固定作用,避免在使用时发生脱落的危险性。
35.综上,该多路阀体铸件加工用具有隔热结构的铸造模具,首先将上高压隔热板201底端两侧的卡扣203嵌入卡槽205的内部,到达限位效果的同时保障上高压隔热板201的稳固程度,随后两侧设置限位板301可以方便对上高压隔热板201与上隔热板204进行定位安装,进行二次固定,便于使用者后续进行维护检修,下隔热板102会对模具主体101底部面进行隔热,而下高压隔热板103会对下隔热板102进行隔热,同时下高压隔热板103内部设置有多组透气槽202,使下高压隔热板103散热效率更快,防止模具的温度过高,从而避免模具主体101下端面的热量传导至内部造成损坏。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1