一种内孔激光熔覆用复合装置的制作方法
1.本实用新型涉及对内孔进行激光熔覆时使用的复合装置。
背景技术:
2.因为随着社会生产的发展,可用资源越来越少,所以产品的再利用已成为各个层面的发展方向。在机械产业中,很多零件在使用磨损后,可以通过修复使零件恢复尺寸及相应的性能,从而节约资源。
3.例如轧机辊端轴套,其内孔在磨损后需要采用激光熔覆的方法对其进行修复。而此类零件熔覆修复时主要存在如下问题:1、现有熔覆时使用的光头的粉末管道、保护气管道等都在光头外部,受环境影响大,特别是熔覆时高温使管道软化损坏,影响激光熔覆;2、激光熔覆时的激光光斑为点热源输入,如果其功率小则零件难以熔化导致熔覆加工效率低,但是其功率大又会使零件熔覆层缺陷的概率增大;3、由于受到内孔直径的限制,如果同时分别设置加热装置、光头,内孔里没有足够的空间用于熔覆;如果分开设置则降低了熔覆效率和质量。
技术实现要素:
4.本实用新型所要解决的问题是提供一种内孔激光熔覆用复合装置,它对光纤线路、各种管道等进行了保护,使其不受高温环境影响,保证了熔覆质量。同时,它实现了加热时面状热源和点状热源的结合,保证了熔覆质量,提高了熔覆效率;它使得零件内孔里进行熔覆需要占用操作空间小,大大提高了熔覆效率和质量。另外,本实用新型内孔激光熔覆用复合装置使用寿命较长。
5.本实用新型一种内孔激光熔覆用复合装置,它包括激光熔覆光头、感应加热装置,两者相连接;激光熔覆光头包括激光镜座组件、送粉喷嘴、激光通道、合金粉末通道,激光镜座组件包括准直镜座、反射镜座、保护镜座,准直镜座连接在反射镜座的侧面,保护镜座连接在反射镜座的下面,送粉喷嘴通过螺纹连接在保护镜座的下面;激光通道、合金粉末通道经过激光镜座组件到达送粉喷嘴。
6.进一步地,激光通道包括激光光纤、准直镜、聚焦反射镜、全透保护镜;反射镜座内设置有倒置的l型反射腔、一端水平开口在激光束输入窗口,另一端竖直开口在反射镜座的下面,反射镜基座位于反射腔的折角处,反射镜基座上安装45
°
的聚焦反射镜;准直镜设置在准直镜座内的直腔内,直腔一端开口与激光束输入窗口连通、另一端开口与激光光纤连通,激光光纤与固定在准直镜座侧面上的光纤连接接头连接;全透保护镜设置在保护镜座内,且位于反射腔竖直开口的下面。
7.进一步地,合金粉末通道包括准直镜座上的水平通道、反射镜座上的竖直通道;水平通道包括合金粉末输入端、合金粉末反光镜座端;竖直通道包括合金粉末输入端、合金粉末分流环槽、三处合金粉末入口端。
8.进一步地,内孔激光熔覆用复合装置还包括光头保护气通道;光头保护气通路包
括准直镜座上的水平通道、反射镜座上的竖直通道;水平通道包括保护气输入端、保护气反射镜座端;竖直通道包括保护气输入端、保护气体输出端。
9.进一步地,内孔激光熔覆用复合装置还包括光头循环冷却水通道;光头循环冷却水通道包括准直镜座上的水平进水通道、水平出水通道,反射镜座上的进水通道、出水通道;水平进水通道包括冷却水输入端、冷却水输入反光镜座端,水平出水通道包括冷却水反光镜座输出端、冷却水输出端;反射镜座上的进水通道包括反射镜座冷却水输入端、反射镜冷却水输入端、冷却水输出端、送粉喷嘴冷却水输入端,出水通道包括送粉喷嘴冷却水输出端、反射镜座冷却水输出端。
10.进一步地,感应加热装置连接在准直镜座的下面,它包括转接板、带水冷的感应线圈导线、红外温度探测仪、中空水冷铜管、感应加热线圈;转接板为l 型,其横板上设置螺栓连接孔,其竖板中空;中空水冷铜管为u型,其上部开口与转接板竖板的下平面连通并使用陶瓷环间隔绝缘;感应加热线圈与中空水冷铜管的下段连接;两根感应线圈导线左右设置,其穿过转接板横板上的光孔后与转接板竖板上的螺纹孔连接;红外温度探测仪连接在转接板横板的下平面上,与转接板成45
°
,探测方向指向感应加热线圈中部的区域;感应加热线圈位于送粉喷嘴的正下方。
11.进一步地,感应加热装置还包括软铁导磁体、绝缘隔热陶瓷片;感应加热线圈为矩形,感应加热线圈的三条边上包裹软铁导磁体,朝向激光熔覆光头的一条边上覆盖绝缘隔热陶瓷片。
12.进一步地,软铁导磁体使用粉末冶金铁氧体;感应加热线圈为铜管,铜管的截面为矩形。
13.进一步地,内孔激光熔覆用复合装置还包括设置在准直镜座上的感应线圈导线通道,感应线圈导线通道包括感应线圈导线输入端、感应线圈导线加热头端、感应线圈导线加热头端、感应线圈导线输出端。
14.进一步地,内孔激光熔覆用复合装置还包括支撑杆,支撑杆一端连接在准直镜座的侧面,另一端设置有支撑杆转接基座;支撑杆为双层结构,其内层包覆激光光纤,内外层之间设置感应线圈导线、光头冷却水管路、光头保护气管线、合金粉末通道,端面使用预制密封环配合o型圈实现密封。
15.本实用新型内孔激光熔覆用复合装置的优点是:一、激光、合金粉末、光头保护气、冷却水等均通过激光镜座组件到达送粉喷嘴,加之支撑杆的双层结构,使其不受高温环境影响,使复合装置工作稳定、保证了熔覆质量;二、感应加热装置与激光熔覆光头复合,使在激光熔覆时输入热源为点状输入与面状输入相结合,因此激光的输入功率需求减小、热源集中、熔覆层与基体结合力强,提高熔覆层质量,零件修复效果好;同时使得零件内孔里进行熔覆的操作占用空间减小,大大提高了熔覆效率、质量和可达性;三、矩形线圈加之软铁导磁体的设置,实现定向加热零件基材,避免激光熔覆光头的加热升温,延长了激光熔覆光头及整个复合装置的使用寿命。
附图说明
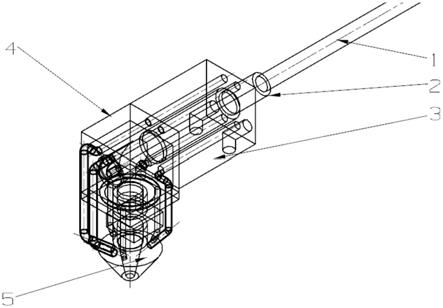
16.图1是本实用新型内孔激光熔覆用复合装置的结构示意图一;
17.图2是本实用新型内孔激光熔覆用复合装置的结构示意图二(去除支撑杆);
18.图3是本实用新型内孔激光熔覆用复合装置的透视图;
19.图4是准直镜座与支撑杆连接面的示意图;
20.图5是准直镜座的示意图;
21.图6是反射镜座、保护镜座、送粉喷嘴三者的示意图一;
22.图7是反射镜座、保护镜座、送粉喷嘴三者的示意图二;
23.图8是反射镜座、保护镜座、送粉喷嘴三者的示意图三;
24.图9是反射镜座、保护镜座、送粉喷嘴三者的透视图;
25.图10是感应加热装置支撑杆的示意图;
26.图11是支撑杆的示意图。
具体实施方式
27.下面参考示例实施方式对本实用新型技术方案作详细说明。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式。
28.实施例1
29.从图1、图2、图3、图6、图7、图8、图9可知,本实用新型一种内孔激光熔覆用复合装置,它包括激光熔覆光头、感应加热装置6,两者相连接;激光熔覆光头包括激光镜座组件、送粉喷嘴5、激光通道、合金粉末通道,激光镜座组件包括准直镜座3、反射镜座4、保护镜座4-3,准直镜座3连接在反射镜座4 的侧面,保护镜座4-3连接在反射镜座4的下面,送粉喷嘴5通过螺纹连接在保护镜座4-3的下面;激光通道、合金粉末通道经过激光镜座组件到达送粉喷嘴5。
30.使用本实用新型装置进行激光熔覆时,激光和合金粉末均通过激光镜座组件到达送粉喷嘴5,克服了现有管道在激光熔覆光头外部受环境影响大的缺点,保证了激光熔覆质量。
31.实施例2
32.从图1、图2、图3、图4、图5、图6、图7、图8、图9可知,本实用新型内孔激光熔覆用复合装置:激光通道包括激光光纤1、准直镜3-13、聚焦反射镜4-15、全透保护镜4-16;反射镜座4内设置有倒置的l型反射腔、一端水平开口在激光束输入窗口4-1,另一端竖直开口在反射镜座4的下面,反射镜基座 4-2位于反射腔的折角处,反射镜基座上安装45
°
的聚焦反射镜4-15;准直镜3-13 设置在准直镜座3内的直腔内,直腔一端开口与激光束输入窗口4-1连通、另一端开口与激光光纤1连通,激光光纤1与固定在准直镜座3侧面上的光纤连接接头2连接;全透保护镜4-16设置在保护镜座4-3内,且位于反射腔竖直开口的下面。
33.激光熔覆时,激光光纤1的激光束经过准直镜3-13,穿过激光束输入窗口 4-1照射在聚焦反射镜4-14上,反射后穿过全透保护镜4-16,从送粉喷嘴5的空腔中射出,照射在位于激光熔覆光头下方的零件表面形成熔池。
34.实施例3
35.从图1、图2、图3、图4、图5、图6、图7、图8、图9可知,本实用新型内孔激光熔覆用复合装置:合金粉末通道包括准直镜座3上的水平通道、反射镜座4上的竖直通道;水平通道包括合金粉末输入端3-4、合金粉末反光镜座端3-10;竖直通道包括合金粉末输入端4-11、合金粉末分流环槽4-12、三处合金粉末入口端4-14。
36.激光熔覆时,熔覆用合金粉末经过合金粉末输入端3-4、合金粉末反光镜座端3-10、合金粉末输入端4-11、合金粉末分流环槽4-12、合金粉末入口端4-14 从送粉喷嘴5中的空腔中射出,三束合金粉末束流汇聚于熔池中心,随着激光熔覆光头移动熔池凝固,对零件进行熔覆,形成强化熔覆层。合金粉末通道位于光头外部的部分由与光头内部通道等径的铜管组成,合金粉末通道铜管与光头接口使用焊接方法连接并确保密封。
37.实施例4
38.从图1、图2、图3、图4、图5、图6、图7、图8、图9可知,本实用新型内孔激光熔覆用复合装置还包括光头保护气通道;光头保护气通路包括准直镜座3上的水平通道、反射镜座4上的竖直通道;水平通道包括保护气输入端 3-3、保护气反射镜座端3-9;竖直通道包括保护气输入端4-10、保护气体输出端4-13。
39.激光熔覆时,光头保护气经过保护气输入端3-3、保护气反射镜座端3-9、保护气输入端4-10、保护气体输出端4-13从送粉喷嘴5中的空腔中射出,对零件进行熔覆时的保护。
40.实施例5
41.从图1、图2、图3、图4、图5、图6、图7、图8、图9可知,本实用新型内孔激光熔覆用复合装置还包括光头循环冷却水通道;光头循环冷却水通道包括准直镜座3上的水平进水通道、水平出水通道,反射镜座4上的进水通道、出水通道;水平进水通道包括冷却水输入端3-5、冷却水输入反光镜座端3-11,水平出水通道包括冷却水反光镜座输出端3-12、冷却水输出端3-6;反射镜座4 上的进水通道包括反射镜座冷却水输入端4-4、反射镜冷却水输入端4-5、冷却水输出端4-6、送粉喷嘴冷却水输入端4-7,出水通道包括送粉喷嘴冷却水输出端4-8、反射镜座冷却水输出端4-9。
42.激光熔覆时,冷却水管经过冷却水输入端3-5、冷却水输入反光镜座端3-11、反射镜座冷却水输入端4-4、反射镜冷却水输入端4-5,冷却水输出端4-6、反射镜基座4-2、送粉喷嘴冷却水输入端4-7、送粉喷嘴冷却水输出端4-8、反射镜座冷却水输出端4-9、冷却水反光镜座输出端3-12、冷却水输出端3-6形成回路,冷却水在管道中流动,对激光熔覆光头进行冷却,防止激光熔覆光头升温发热,延长了激光熔覆光头的使用寿命。光头保护气通道和光头冷却循环水通道位于激光熔覆光头外部的部分与激光熔覆光头内部通道由等径的铜管组成,两种通道铜管与激光熔覆光头接口使用焊接方法连接并确保密封。光头保护气通道为单向输出通道。光头冷却循环水通道为输入端至输出端的串联连通通道,确保冷却水顺畅流通实现冷却控温功能。
43.实施例6
44.从图10可知,本实用新型内孔激光熔覆用复合装置:感应加热装置6连接在准直镜座3的下面,它包括转接板6-1、带水冷的感应线圈导线6-3、红外温度探测仪6-4、中空水冷铜管6-5、感应加热线圈6-6;转接板6-1为l型,其横板上设置螺栓连接孔6-2,其竖板中空;中空水冷铜管6-5为u型,其上部开口与转接板6-1竖板的下平面连通并使用陶瓷环间隔绝缘;感应加热线圈6-6与中空水冷铜管6-5的下段连接;两根感应线圈导线6-3左右设置,其穿过转接板6-1 横板上的光孔后与转接板6-1竖板上的螺纹孔连接;红外温度探测仪6-4连接在转接板6-1横板的下平面上,与转接板6-1成45
°
,探测方向指向感应加热线圈 6-6中部的区域;感应加热线圈6-6位于送粉喷嘴5的正下方。
45.其中,感应加热线圈6的内部中空,外部的冷却水经过中空水冷铜管5对感应加热
线圈6进行冷却,防止线圈过热烧损。
46.其中,感应加热装置还包括软铁导磁体6-7、绝缘隔热陶瓷片6-8;感应加热线圈6-6为矩形,感应加热线圈6-6的三条边上包裹软铁导磁体6-7,朝向激光熔覆光头的一条边上覆盖绝缘隔热陶瓷片6-8。
47.其中,软铁导磁体6-7使用粉末冶金铁氧体;感应加热线圈6-6为铜管,铜管的截面为矩形。
48.螺栓可以将感应加热装置中的转接板6-1通过螺栓连接孔6-2与激光熔覆光头中的准直镜座连接,结合定距螺母可实现感应加热装置与激光熔覆光头间沿激光束轴线方向的上下位置的调整。
49.感应加热装置和激光熔覆光头的结合,使得激光熔覆时输入热源由现有的单纯点状输入改为点状输入与面状输入相结合,其优点是:一、感应加热控制器工作时,带水冷的感应线圈导线6-3向感应加热线圈6-6输电,从而使位于感应加热线圈6-6区域内的零件磁场感应加热,软铁导磁体可以使矩形平面线圈的磁力线通过需要加热的方向,实现定向、定温加热零件基材,从而可以提高加工区域的预热温度,减小温度梯度和凝固速度、减小加工部位热应力,凝固速度的降低会使熔覆层应力得到释放,熔池液体流动更充分,从而降低了凝固裂纹产生的概率,提高熔覆层质量,保证了熔覆层的性能;二、感应加热引入面状加热源后使得激光的输入功率需求减小、热源集中、熔覆层与基体结合力强,零件修复效果好;三、感应加热装置实时检测激光熔覆光头下方零件熔覆区域温度,反馈感应加热控制器,感应加热控制器自动调控电压电流,实现对零件熔覆区稳定加热控温;四、绝缘隔热陶瓷片可以屏蔽朝向激光熔覆光头方向的磁感线、阻隔热量传导,有效保护激光熔覆光头不会异常升温发热,延长了其使用寿命;五、感应加热装置与激光熔覆光头的结合,使得零件内孔里进行熔覆的操作空间增大,同时使得熔覆与加热合二为一,大大提高了熔覆效率和质量;六、矩形感应线圈与被加热零件间距离均匀,加热效果一致,可以更趋近零件表面。
50.实施例7
51.从图1、图2、图3、图4、图5、图6、图7、图8、图9可知,本实用新型内孔激光熔覆用复合装置还包括设置在准直镜座3上的感应线圈导线通道,感应线圈导线通道包括感应线圈导线输入端3-1、感应线圈导线加热头端3-7、感应线圈导线加热头端3-8、感应线圈导线输出端3-2。
52.带水冷的感应线圈导线6-3中的一根经过感应线圈导线输入端3-1、感应线圈导线加热头端3-7与感应加热线圈6-6的一端连接,其另一根经过感应线圈导线输出端3-2、感应线圈导线加热头端3-8与感应加热线圈6-6的另一端连接。
53.实施例8
54.从图11可知,本实用新型内孔激光熔覆用复合装置还包括支撑杆7,支撑杆7一端连接在准直镜座3的侧面,另一端设置有支撑杆转接基座7-8;支撑杆 7为双层结构,其内层包覆激光光纤,内外层之间设置感应线圈导线、光头冷却水管路、光头保护气管线、合金粉末通道,端面使用预制密封环配合o型圈实现密封。
55.具体地说:支撑杆7设置有多个水平通道,其中心为激光光纤通道,其两端开口为激光光纤安装孔7-7;激光光纤通道的外围:感应线圈导线通道为两道,一道的两端开口为感应线圈导线输入端7-1、另一道的两端开口为感应线圈导线输出端7-2,光头冷却水管路
的通道为两道,一道的两端开口为光头冷却水输入端7-5、另一道的两端开口为光头冷却水输出端7-6,光头保护气通道两端的开口为光头保护气输入端7-3、合金粉末通道两端的开口为合金粉末输入端7-4。
56.支撑杆7通过双层结构合理布局安排激光光纤、感应线圈导线、光头冷却水管线,光头保护气管线、合金粉末通道等,实现隔热保温,保护激光传输光纤及输送冷却水、保护气、熔覆合金粉的管线不受高温环境影响,保证感应加热复合熔覆光头工作稳定、质量一致。
57.本实用新型内孔激光熔覆用复合装置的优点是:一、激光、合金粉末、光头保护气、冷却水等均通过激光镜座组件到达送粉喷嘴,克服了现有管道在光头外部受环境影响大的缺点,保证了激光熔覆质量;二、感应加热装置与激光熔覆光头复合,使在激光熔覆时输入热源为点状输入与面状输入相结合,使得激光的输入功率需求减小、热源集中、熔覆层与基体结合力强,提高熔覆层质量和效率;三、矩形线圈加之软铁导磁体的设置,实现定向加热零件基材,避免激光熔覆光头的加热升温,延长了激光熔覆光头的使用寿命。
58.总之,本实用新型内孔激光熔覆用复合装置延长了激光熔覆光头的使用寿命,保证了熔覆的质量,提高了熔覆的效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1