一种用于制造电机壳体的压铸模具的制作方法
1.本实用新型属于电机壳体生产设备技术领域,具体涉及一种用于制造电机壳体的压铸模具。
背景技术:
2.压铸模具是铸造液态模锻的一种方法,一种在专用的压铸模锻机上完成的工艺,在电机壳体的生产中便需要压铸模具进行定型加工,但是现有的电机壳体压铸模具在加工过后,加工后的电机壳体存在于模具腔内部,不方便快速脱模,给人们带来了不便,为此提供一种用于制造电机壳体的压铸模具。
技术实现要素:
3.本实用新型的目的是:旨在提供一种用于制造电机壳体的压铸模具,该装置在取下上模时,能够通过抵接杆快速将模具腔内部的产品顶出,便于人们取出模具腔内部的产品,提高人们工作效率。
4.为实现上述技术目的,本实用新型采用的技术方案如下:
5.一种用于制造电机壳体的压铸模具,包括上模以及下模,所述上模上端开设有浇注口,所述下模上端开设有模具腔,所述上模与所述下模之间设有限位组件,所述下模下侧设有顶出机构;
6.所述顶出机构包括连接板、弹性件以及三个抵接杆,所述下模下侧开设有前后贯穿的滑动通槽,所述下模下侧开设有与所述滑动通槽相连通的装配槽,所述装配槽位于所述滑动通槽下方,所述连接板上下滑动设于所述滑动通槽内部,所述弹性件固定装配于所述装配槽内部,所述弹性件上端与所述连接板固定连接,三个所述抵接杆固定设于所述连接板上端,所述模具腔底部环形开设有与三个所述抵接杆一一对应的三个抵接通槽;
7.所述上模下端环形均匀设有四个推动柱,所述下模上端开设有与四个所述推动柱相匹配的推动槽,四个所述推动槽均与所述滑动通槽相连通。
8.所述限位组件包括四个滑动限位柱,四个所述滑动限位柱环形均匀设于所述下模上端,所述上模上端开设有与四个所述滑动限位柱相匹配的限位滑槽。下模的四个滑动限位柱与上模的四个限位滑槽配合能够对上模进行限位,防止在对接上模与下模时,上模与下模错位,导致压铸产品品质降低。
9.所述弹性件为两个弹簧,两个所述弹簧下端固定设于所述装配槽的底部,两个所述弹簧上端均与所述连接板上端固定连接。两个均匀分布的弹簧能够为上端的连接板提供复位的弹性,使连接板以及三个抵接杆能够向上滑动。
10.所述上模上端左右两侧均开设有放置槽,两个所述放置槽内部均固定装配有把手。把手便于人们使用仪器或者工具对上模进行安装以及拆卸,方便人们操作。
11.所述上模以及所述下模四周的转角处均做倒圆角处理。倒圆角处理防止人们与上模以及下模的四周磕碰,防止操作人员受伤。
12.所述下模下端装配有减震垫。减震垫能够使整个装置在工作的过程中更加的平稳。
13.当电机壳体压铸成型后,人们将上模依靠着限位组件向上滑动从下模上取下,此时上模下端的四个推动柱向上滑动,取消了对连接板的限位,连接板便能够依靠弹性件的复位弹性向上滑动,使连接板上端的三个抵接杆将模具腔内部成型的电机壳体推出,操作简单,能够在取下上模的同时将成型的产品推出模具腔。
附图说明
14.本实用新型可以通过附图给出的非限定性实施例进一步说明;
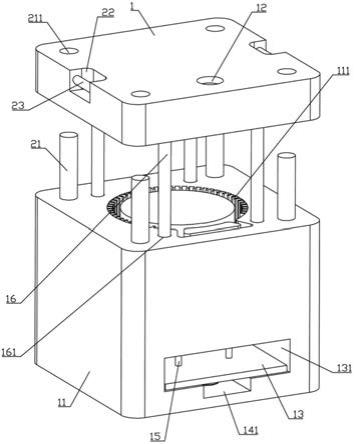
15.图1为本实用新型实施例的一种用于制造电机壳体的压铸模具结构示意图一;
16.图2为本实用新型实施例的一种用于制造电机壳体的压铸模具结构示意图二;
17.图3为本实用新型实施例的一种用于制造电机壳体的压铸模具结构示意图三;
18.上模1、下模11、模具腔111、浇注口12、连接板13、滑动通槽131、弹性件14、装配槽141、抵接杆15、抵接通槽151、推动柱16、推动槽161、滑动限位柱21、限位滑槽211、放置槽22、把手23。
具体实施方式
19.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
20.如图1-3所示,本实用新型的一种用于制造电机壳体的压铸模具,包括上模1以及下模11,上模1上端开设有浇注口12,下模11上端开设有模具腔111,上模1与下模11之间设有限位组件,下模11下侧设有顶出机构;
21.顶出机构包括连接板13、弹性件14以及三个抵接杆15,下模11下侧开设有前后贯穿的滑动通槽131,下模11下侧开设有与滑动通槽131相连通的装配槽141,装配槽141位于滑动通槽131下方,连接板13上下滑动设于滑动通槽131内部,弹性件14固定装配于装配槽141内部,弹性件14上端与连接板13固定连接,三个抵接杆15固定设于连接板13上端,模具腔111底部环形开设有与三个抵接杆15一一对应的三个抵接通槽151;
22.上模1下端环形均匀设有四个推动柱16,下模11上端开设有与四个推动柱16相匹配的推动槽161,四个推动槽161均与滑动通槽131相连通。
23.限位组件能够对上模1与下模11进行限位,使上模1相对于下模11只能够上下滑动,防止上模1与下模11错位;弹性件14能够为连接板13提供复位弹性,当连接板13上方不被抵接时,弹性件14将依靠自身的复位弹性将连接板13向上推动,使三个抵接杆15沿着三个抵接通槽151推入模具腔111的内部,将模具腔111内部成型的产品顶出;当上模1逐渐覆盖在下模11上端时,上模1下端的推动柱16沿着推动槽161抵接着连接板13向下推动,当上模1完全覆盖在下模11上端时,四个推动柱16推动着连接板13,使连接板13的下端与滑动通槽131的底部相抵接,此时弹性件14压缩,并且三个抵接杆15上端与模具腔111底部平齐;
24.当人们需要压铸电机壳体时,先将上模1依靠着限位组件向下滑动安装在下模11上端,此时四个推动柱16将连接板13以及三个抵接杆15向下推动,并使弹性件14压缩,然后人们便可以从浇注口12处灌入金属液,并对金属液进行压铸;当电机壳体压铸成型后,人们
将上模1依靠着限位组件向上滑动从下模11上取下,此时上模1下端的四个推动柱16向上滑动,取消了对连接板13的限位,连接板13便能够依靠弹性件14的复位弹性向上滑动,使连接板13上端的三个抵接杆15将模具腔111内部成型的电机壳体推出,操作简单,能够在取下上模1的同时将成型的产品推出模具腔111。
25.本实用新型提供一种用于制造电机壳体的压铸模具,该装置在取下上模时,能够通过抵接杆快速将模具腔内部的产品顶出,便于人们取出模具腔内部的产品,提高人们工作效率。
26.限位组件包括四个滑动限位柱21,四个滑动限位柱21环形均匀设于下模11上端,上模1上端开设有与四个滑动限位柱21相匹配的限位滑槽211。下模11的四个滑动限位柱21与上模1的四个限位滑槽211配合能够对上模1进行限位,防止在对接上模1与下模11时,上模1与下模11错位,导致压铸产品品质降低。
27.弹性件14为两个弹簧,两个弹簧下端固定设于装配槽141的底部,两个弹簧上端均与连接板13上端固定连接。两个均匀分布的弹簧能够为上端的连接板13提供复位的弹性,使连接板13以及三个抵接杆15能够向上滑动。
28.上模1上端左右两侧均开设有放置槽22,两个放置槽22内部均固定装配有把手23。把手23便于人们使用仪器或者工具对上模1进行安装以及拆卸,方便人们操作。
29.上模1以及下模11四周的转角处均做倒圆角处理。倒圆角处理防止人们与上模1以及下模11的四周磕碰,防止操作人员受伤。
30.下模11下端装配有减震垫。减震垫能够使整个装置在工作的过程中更加的平稳。
31.上述实施例仅示例性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1