一种自动钩盒铸造生产用加工装置的制作方法
1.本实用新型涉及铸造生产技术领域,尤其涉及一种自动钩盒铸造生产用加工装置。
背景技术:
2.铸造是现代机械制造工业的基础工艺之一。铸造作为一种金属热加工工艺,在我国发展逐步成熟。铸造机械设备一般按造型方法来分类,习惯上分为普通砂型铸造和特种铸造。普通砂型铸造包括湿砂型、干砂型、化学硬化砂型铸造三类。特种铸造按造型材料的不同,又可分为两大类:一类以天然矿产砂石作为主要造型材料,如熔模铸造、壳型铸造、负压铸造、泥型铸造、实型铸造、陶瓷型铸造等;一类以金属作为主要铸型材料,如金属型铸造、离心铸造、连续铸造、压力铸造、低压铸造等。
3.随着自动化的普及,铸造设备也在随着更新换代,但目前的铸造设备在生产工程中,自动化程度不高,还需要人工参与其中,同时所用模具还不能根据需求快速更换。
技术实现要素:
4.本实用新型的目的是为了解决传统技术的不足,而提出的一种自动钩盒铸造生产用加工装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种自动钩盒铸造生产用加工装置,包括高温熔炉,所述高温熔炉一侧连接有注熔管道,所述高温熔炉通过所述注熔管道连接有铸模主体,所述铸模主体一侧开设有铸件成形腔,所述注熔管道与所述铸件成形腔连通,所述铸模主体开设所述铸件成形腔的同侧边缘处开设有密封槽,所述铸件成形腔内部滑动连接有铸件推板,所述铸件推板远离所述密封槽的一侧固定连接有液压杆,所述液压杆贯通所述铸件成形腔底端,所述铸模主体远离所述密封槽的一侧固定安装有液压驱动箱,所述液压杆与所述液压驱动箱滑动连接,所述铸模主体远离所述液压驱动箱一侧安装有铸模推进部分,所述铸模主体底端固定安装有冷却箱,所述冷却箱为一侧贯通的腔体结构,所述冷却箱顶端开设有连通内部的铸件入口,所述铸件入口与所述铸件成形腔通过铸件滑板连接,所述冷却箱内部安装有传送带,所述冷却箱一侧固定安装有鼓风机。
7.优选地,所述铸模推进部分包括减速机,所述减速机顶端固定连接有驱动电机,所述减速机一侧转动连接有转动螺杆,所述转动螺杆远离所述减速机的一端固定连接有模具固定板,所述模具固定板远离所述转动螺杆的一侧边缘处固定安装有密封圈,所述模具固定板与所述密封圈同侧处固定安装有定制模具,所述定制模具一侧开设有模具进熔口,所述减速机于所述转动螺杆同侧处圆周阵列有若干辅助杆基座,所述辅助杆基座滑动连接有辅助推杆,所述辅助推杆远离所述辅助杆基座的一端与所述模具固定板固定连接。
8.优选地,所述高温熔炉为电加热模式,根据需求由控制器调节温度。
9.优选地,所述铸件推板与所述铸件成形腔底面平行。
10.优选地,铸件滑板为钢材制成的截面为u型结构,内底面为光滑平面。
11.优选地,所述定制模具根据需求制成标准尺寸。
12.与现有技术相比,本实用新型具备以下优点:
13.减速机将力传输给转动螺杆,转动螺杆伸缩控制模具固定板的平移,从而达控制模具固定板与铸模主体之间的距离,为铸件生产过程中提供稳定而合适的压力,保证成形铸件的品质。
14.铸件推板在液压杆的推动下,可以将成形的铸件推出,通过铸件滑板进入到冷却箱中,提高该设备的自动化程度。
15.冷却箱内安装有传送带和鼓风机,在自动运输铸件的同时通过风冷将铸件的温度逐步降低,为铸件后续加工做准备,提高该设备的自动化程度。
附图说明
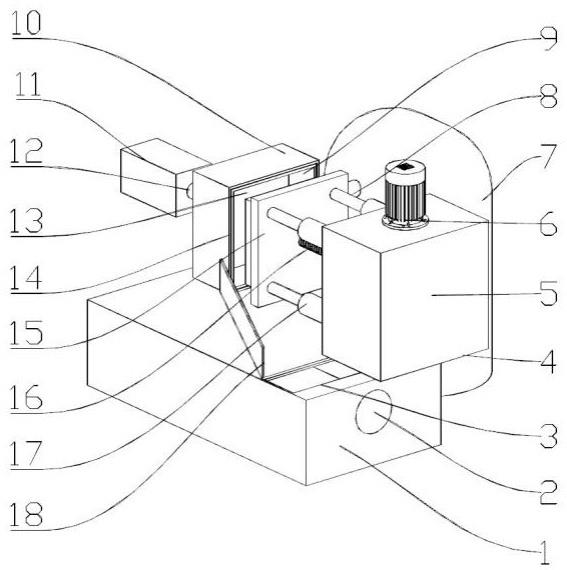
16.图1为本实用新型提出的一种自动钩盒铸造生产用加工装置的结构示意图;
17.图2为本实用新型提出的一种自动钩盒铸造生产用加工装置的结构示意图;
18.图3为本实用新型提出的一种自动钩盒铸造生产用加工装置铸模推进部分的结构示意图。
19.图中:1、冷却箱;2、鼓风机;3、铸件入口;4、铸模推进部分;5、减速机;6、驱动电机;7、高温熔炉;8、辅助推杆;9、铸件成形腔;10、铸模主体;11、液压驱动箱;12、液压杆;13、铸件推板;14、密封槽;15、模具固定板;16、转动螺杆;17、辅助杆基座;18、铸件滑板;19、传送带;20、注熔管道;21、模具进熔口;22、密封圈;23、定制模具。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
21.参照图1至3,一种自动钩盒铸造生产用加工装置,包括高温熔炉7,高温熔炉7为电加热模式,根据需求由控制器调节温度,高温熔炉7一侧连接有注熔管道20,高温熔炉7通过注熔管道20连接有铸模主体10,铸模主体10一侧开设有铸件成形腔9,注熔管道20与铸件成形腔9连通,铸模主体10开设铸件成形腔9的侧面边缘处开设有密封槽14,铸件成形腔9内部滑动连接有铸件推板13,铸件推板13与铸件成形腔9底面平行,铸件推板13远离密封槽14的一侧固定连接有液压杆12,液压杆12贯通铸件成形腔9底端,铸模主体10远离密封槽14的一侧固定安装有液压驱动箱11,液压杆12与液压驱动箱11滑动连接,铸模主体10远离液压驱动箱11一侧安装有铸模推进部分4,铸模主体10底端固定安装有冷却箱1,冷却箱1为一侧贯通的腔体结构,冷却箱1顶端开设有连通内部的铸件入口3,铸件入口3与铸件成形腔9通过铸件滑板18连接,铸件滑板18为钢材制成的截面为u型结构,内底面为光滑平面,冷却箱1内部安装有传送带19,冷却箱1一侧固定安装有鼓风机2。
22.铸模推进部分4包括减速机5,减速机5顶端固定连接有驱动电机6,减速机5一侧转动连接有转动螺杆16,转动螺杆16远离减速机5的一端固定连接有模具固定板15,模具固定板15远离转动螺杆16的一侧边缘处固定安装有密封圈22,模具固定板15与密封圈22同侧处
固定安装有定制模具23,定制模具23根据需求制成标准尺寸,定制模具23一侧开设有模具进熔口21,减速机5于转动螺杆16同侧处圆周阵列有若干辅助杆基座17,辅助杆基座17滑动连接有辅助推杆8,辅助推杆8远离辅助杆基座17的一端与模具固定板15固定连接。
23.现对本实用新型的操作原理做如下描述:
24.本实用新型使用时,液压驱动箱11启动通过液压杆12将铸件推板13退回到铸件成形腔9底部,驱动电机6启动通过减速机5将转动转动螺杆16让模具固定板15与铸模主体10接触,密封圈22与密封槽14配合,定制模具23进入铸件成形腔9形成所需铸件模样的空腔,同时高温熔炉7通电,根据需求由控制器调节所需温度,当原料加热熔化成流体后,原料通过注熔管道20进入铸件成形腔9,并通过模具进熔口21进入定制模具23和铸件成形腔9形成的空腔,减速机5将力传输给转动螺杆16,为铸件生产过程中提供稳定而合适的压力,保证成形铸件的品质。
25.铸件推板13在液压杆12的推动下,将成形的铸件推出,通过铸件滑板18进入到冷却箱1中,冷却箱1内安装有传送带19和鼓风机2,在自动运输铸件的同时通过风冷将铸件的温度逐步降低,为铸件后续加工做准备,提高该设备的自动化程度。
26.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1