一种适用于SI长条带曲率零件的高精度浮胶上盘装置的制作方法
一种适用于si长条带曲率零件的高精度浮胶上盘装置
技术领域
1.本实用新型涉及光学冷加工技术领域,特别是涉及一种适用于si长条带曲率零件的高精度浮胶上盘装置。
背景技术:
2.在光学加工领域,光学零件制造过程中精磨、抛光是最基本的加工过程,也是关键的工序;精磨、抛光过程中,零件的上盘装置直接关系到光学零件的最终质量和加工效果。
3.现有的光学成盘工艺,主要分为点胶上盘(亦称弹性上盘)和浮胶上盘(亦称刚性上盘)两种,前者主要用于加工厚度直径比大,且etv(边厚差)要求不高的零件;后者主要加工厚度直径比小,且etv(边厚差)要求高的零件。随着光学市场的发展,光学产品需求越来越薄,厚度直径比越来越小,光圈要求越来越严苛,要求局部误差要小和边厚差要紧,同时零件的结构也越来越多样化。
4.如图1所示,为si长条带曲率零件,其上盘方式目前是使用点胶工艺,零件通过沥青高温加热与盘体间粘接,此种零件的上盘结构,存在几点问题:
5.1、由于沥青流动特性,对于环境温度、抛光液温度、抛光时长等因素控制非常严苛,导致整盘零件面型很难控制,容易抛不到面,而此类零件光圈要求都比较高,etv(边厚差)要求非常苛刻,通常要求5-10um,导致短时间内很难拿到优质光圈;
6.2、此类长条带曲率零件,零件较长,且宽度比较窄,长条带曲率零件在沥青上方容易沿着宽度方向产生倾斜,从而造成抛光高度不一致,时间久了,会造成抛光面磨损不一致,零件变形,etv较差。
7.因此,针对此类零件,常规的点胶上盘工艺存在较大的局限性,已经不能满足生产要求,需要开发设计一种新的上盘装置,适用于si长条带曲率零件,且精度较高。
技术实现要素:
8.本实用新型主要解决的技术问题是提供一种适用于si长条带曲率零件的高精度,通过改变上盘方式,设计高精度浮胶盘,达到产品所需要求,有效解决面型难控制且etv差的技术问题。
9.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种适用于si长条带曲率零件的高精度浮胶上盘装置,包括基座,所述基座内分为工作区和补偿区,所述工作区内粘贴设置有不锈铁盘体,所述不锈铁盘体上平行凹陷设置有条形孔,所述条形孔内匹配设置有si长条带曲率零件,所述补偿区上方依次设置有相互粘接的调节板和凑盘零件,所述调节板和所述基座之间通过调节螺钉连接,所述凑盘零件上设置有与条形孔单向延伸连接的凑盘孔。
10.优选的,所述条形孔的孔位分布在同一指定曲率上,且所有孔位垂直线经过同一圆心。
11.优选的,所述基座和调节板之间设置有若干抵推限位杆。
12.优选的,所述基座背离所述不锈铁盘体的一面设置有八向半圆沉孔。
13.优选的,所述凑盘零件和所述si长条带曲率零件的材质相同。
14.优选的,所述基座和所述不锈铁盘体之间通过热熔胶粘贴连接,所述si长条带曲率零件和所述条形孔之间通过热熔胶粘贴连接。
15.本实用新型的有益效果是:本实用新型提供的一种适用于si长条带曲率零件的高精度浮胶上盘装置,相较于传统的上盘装置,具有以下几点创新之处:
16.1、本工具零件加工难度降低,etv控制精度高;
17.2、采用分体式设计,工具可修整,便于不锈铁盘体的拆卸后修整;
18.3、由于是刚性上盘,整盘零件面型不易变形更好控制,不受环境温度、抛光液温度、抛光时长等因素影响;
19.4、采用了调节板粘接凑盘零件的设计,凑盘零件高度可调,很好的解决了浮胶工艺中凑盘零件不可重复使用的问题;
20.5、凑盘零件采用表面开槽设计,可以充分的使抛光液流通,提高研磨效率,并且得到更充分的散热。
附图说明
21.图1是本实用新型中si长条带曲率零件的结构示意图;
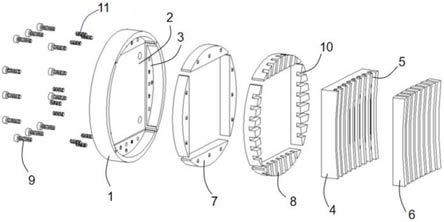
22.图2是本实用新型的爆炸结构示意图,用于体现各个部分结构特征;
23.图3是本实用新型组装完成后的正面结构示意图;
24.图4是本实用新型组装完成后的反面结构示意图;
25.附图中各部件的标记如下:
26.1、基座;2、工作区;3、补偿区;4、不锈铁盘体;5、条形孔;6、si长条带曲率零件;7、调节板;8、凑盘零件;9、调节螺钉;10、凑盘孔;11、抵推限位杆;12、八向半圆沉孔。
具体实施方式
27.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
28.实施例:
29.如图2所示,一种适用于si长条带曲率零件的高精度浮胶上盘装置,包括基座1,基座1采用7075航空铝材质,基座1内分为工作区2和补偿区3,补偿区3分布设置在工作区的周向,工作区2内设置有不锈铁盘体4,基座1和不锈铁盘体4之间通过热熔胶粘贴连接。
30.如图2和图3所示,不锈铁盘体4上平行凹陷设置有条形孔5,条形孔5内匹配设置有si长条带曲率零件6,si长条带曲率零件6和条形孔5之间通过热熔胶粘贴连接。组装时,在条形孔5内涂抹热熔胶,然后将铣磨好曲率的si长条带曲率零件6依次放入不锈铁盘体4内的条形孔5内,逐条按压,确保零件接触到位。
31.如图2和图3所示,补偿区3上方依次设置有相互粘接的调节板7和凑盘零件8,调节板7和基座1之间通过调节螺钉9连接,凑盘零件8上设置有与条形孔5单向延伸连接的凑盘孔10,调节板7的设置主要用于调节凑盘零件的高度,调节板7分为四块周向连接的单块,凑
盘零件8分别粘连在四块调节板7上方。
32.如图2和图3所示,基座1和调节板7之间通过调节螺钉9连接,即调节螺钉9穿过基座1上的孔连接到调节板7上,同时两者之间进一步设置有若干抵推限位杆11,本实施例中每一块调节板7上对应三个调节螺钉9和三个抵推限位杆11,抵推限位杆11对应的调节板7上无孔设计,通过调节螺钉9连接基座1和调节板7,通过抵推限位杆11抵推固定基座1和调节板7之间的相对位置。
33.如图2和图4所示,凑盘零件8和si长条带曲率零件6的材质相同,同材质的磨损系数相同。条形孔5的孔位分布在同一指定曲率上,且所有孔位垂直线经过同一圆心,确保和si长条带曲率零件6之间的匹配曲率要求。基座1背离不锈铁盘体4的一面设置有八向半圆沉孔12,用于修正整盘零件的etv,即:常规情况下转动头嵌入基座1的中心位置,进行抛光打磨,此处设置八向半圆沉孔,用于整盘零件厚度的校正,比如若左边盘体厚,则转动头嵌入左边的沉孔内进行厚度的打磨即可。
34.本装置的使用过程为:
35.根据零件的长宽、曲率规格,选择相应的不锈铁盘体4,对基座1和不锈铁盘体4进行加热,起温后在基座1内部涂抹热熔胶,将不锈铁盘体4放入基座1内,接着在不锈铁盘体4的条形孔5内涂抹热熔胶,将铣磨好曲率的零件放入条形孔5内,逐条按压,确保零件接触到位,然后将装置移开加热源,放置在平面工作台上冷却,直至完全冷却。
36.将凑盘零件8和调节板7粘接,然后通过调节螺钉9穿过基座1连接到调节板7,将上好的整个盘体倒过来扣在一个和零件曲率值相反的玻璃模上,调节调节螺钉9,将si长条带曲率零件6调节至和正常零件一样的高度,通过抵推限位杆11进行位置限定。位置固定后,通过氧化铝粉末细磨,利用基座1背面的八向半圆沉孔,将整盘零件四个角的高度差控制在5um以内,并确保零件完全到面。如有发现某一条形孔5内精度稍微有偏差,做标记,从基座1上拆下不锈铁盘体4,手工配合长条零件,采用氧化铝粉末手动推拉的方式对内孔进行修整,达到所需的精度要求即可。
37.本实用新型提供的浮胶上盘装置,由于盘体是可拆卸的,完全解决了盘体不能修整的问题,此高精度浮胶上盘后,免去了对人员技能要求很高、很难控制的点胶、压盘工序的弊端,也避免了因为拿不到优质光圈而抛光时间过久,导致沥青变形长条零件倾斜的困扰,对于环境温度、抛光液温度,抛光时长等因素也没有那么苛刻。
38.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1