抛光设备的制作方法
1.本实用新型涉及机械制造设备领域,特别涉及一种抛光设备。
背景技术:
2.人工关节置换技术,以膝关节置换术为例,目前已经发展成一个成熟的、常规的手术技术,用于治疗多种原因导致的中老年膝关节难以忍受的疼痛、严重的活动障碍及畸形。人的膝关节表面由软骨覆盖,随着年龄的增加,软骨逐渐磨损,同时膝关节周围的骨骼、韧带也发生退变。换句话说,置换膝关节好比是镶牙,牙齿掉了,吃什么药都不会再长出新牙,只能镶牙;膝关节内的软骨垫彻底坏了,也无法再生,疼痛难忍下只能用假体置换。
3.人工膝关节外立面是完全仿造人体的软骨设计,完全异形,抛光要求很高:不但要达到
±
0.25mm轮廓定位精度要求,而且要很高的光洁度。目前人工抛光一天只能生产2~3只,而且很容易产生不良品,另外抛光时产生的粉尘使作业人员很容易产生尘肺职业病。
4.国外也有用细砂抛丸的方式进行抛光,但由于人工膝关节的特殊材料,需要特别的细砂才能达到抛光的效果,设备和材料成本都很高,而且平均要1小时才能抛一个人工膝关节。如果多轴联动的磨床进行加工,则加工时间更长,需要4~6小时加工一个人工膝关节,而且设备成本更贵。这导致人工膝关节的加工成本居高不下。
5.近年来,也有六关节机械手厂家通过六关节机械手来实现机械式抛光,但六关节机械手实现抛光路径动作难度大,专业人士要经过半年的调试才能实现设备的抛光动作。如果零件形状改变,再调试一套动作,又要花费很多的时间。
6.以上诸多原因都造成人工膝关节的加工成本很难下降。
7.现有技术存在的问题在于,对于仿生等异形的物品的高精度抛光,机械化程度低,加工难度大,加工时间长,进而使得仿生的异形物品,例如,人工关节的打磨加工成本居高不下。
技术实现要素:
8.本实用新型需要解决的技术问题在于:如何解决异形物品,例如,人工关节的抛光加工工艺中机械化自动化程度低、抛光难度大、抛光质量低、效率低、抛光成本高等问题。
9.为了解决以上技术问题,本实用新型提供一种抛光设备,其目的在于提升异形物品抛光的机械化自动化程度,提升抛光质量和抛光效率,降低抛光成本。
10.为了达到上述目的,本实用新型提供了一种抛光设备,包含:
11.夹持部,所述夹持部用以夹持待打磨物体;
12.位置姿势控制部,位置姿势控制部带动夹持部运动,夹持部具有转动轴线,位置姿势控制部能够驱动夹持部绕转动轴线转动设定角度;
13.打磨刀具部,打磨刀具部具有磨削切线,打磨刀具具有循环运动;
14.在进行打磨工作时,在夹持部的转动轴线、打磨刀具部的磨削切线构成的平面中,位置姿势控制部带动转动轴线实现两个自由度的平动和垂直于两个自由度的绕轴转动。
15.优选地,所述位置姿势控制部包含:
16.第一移动装置,第一移动装置包含第一滑轨和第一滑块,第一滑轨架设于机架上,第一滑块与第一滑轨在第一方向上相互滑动连接;
17.第二移动装置,第二移动装置包含第二滑轨和第二滑块,第二滑轨架设于第一滑块上,第二滑块与第二滑轨在第二方向上相互滑动连接;
18.第三转动装置,第三转动装置绕第三方向的第三转动轴转动,第三转动装置的第三转动轴转动叠加于第二移动装置上,实现第一方向滑动、第二方向滑动、第三方向的第三转动轴的转动的叠加;
19.第一方向、第二方向、第三方向两两空间正交;
20.第四转动装置,以实现夹持部绕夹持部的转动轴线转动设定角度,第四转动装置叠加于第三转动装置上。
21.优选地,在位置姿势控制部设置有恒力控装置。
22.优选地,第二方向空间垂直于磨削切线;
23.在位置姿势部设置有恒力控装置,恒力控装置包含流体缸、压力活塞,流体缸中存储设定压力的流体,该设定压力的流体的设定压力由压力控制阀保持最高设定压力恒定;恒力控装置设置在第二移动装置和第三转动装置之间;
24.第三转动装置包含转动基座和转动轴,转动轴相对于转动基座绕第三转动轴转动;
25.流体缸相对于第二滑块相对固定连接,压力活塞带动转动基座相对于流体缸在第二方向上往复移动。
26.优选地,流体缸通过安装板与第二滑块相对固定连接,安装板与转动基座之间还设有延第二方向运动滑轨和滑块机构,以在第二方向上导向,滑轨固定安装于安装板上,滑块与转动基座相固定连接。
27.优选地,第一移动装置由第一伺服电机驱动,第一伺服电机通过包含第一丝杠的第一传动机构,将第一伺服电机的执行第一转动角度转化为第一移动装置的在第一方向上滑动的位置;
28.第二移动装置由第二伺服电机驱动,第二伺服电机通过包含第二丝杠的第二传动机构,将第二伺服电机的执行第二转动角度转化为第二移动装置的在第二方向上滑动的位置;
29.第三转动装置由第三伺服电机驱动,第三伺服电机能够实现在第三轴上转动第三角度;
30.第四转动装置由第四伺服电机驱动,第四伺服电机能够实现绕夹持部的转动轴线转动设定角度。
31.优选地,打磨刀具部,包含刀具推动装置和刀具架组件,刀具推动装置包含刀具滑轨和刀具滑块,刀具滑轨架设在机架上,刀具滑块相对于刀具滑轨往复运动,刀具架组件与刀具滑块相对固定连接,刀具推动装置由刀具流体缸推动,刀具流体缸处设有换向阀,带动刀具架组件在加工位置和回库位置之间往复运动。
32.优选地,刀具架组件上包含支架、刀具驱动电机、打磨刀具;
33.打磨刀具包含布轮、棉轮、砂轮或者砂带打磨装置,
34.布轮、棉轮、砂轮的外廓呈圆柱形,具有刀具转动轴线,磨削切线与刀具转动轴线在同一平面上,磨削切线位于圆柱形的外廓最靠近待打磨物体处;循环运动为圆柱形的外轮廓绕刀具转动轴线的运动;
35.砂带打磨装置,包含两个传动轮和包覆在两个传动轮上的砂带,砂带包含传动带和粘附在传动带上的磨料,磨料朝向待打磨物体处,靠近待打磨物体的传动轮的刀具转动轴线与磨削切线在同一平面上,磨削切线位于靠近待打磨物体的传动轮的最靠近待打磨物体处的砂带的磨料处;循环运动为带由两个传动轮带动下的跑道形运动。
36.优选地,所述的抛光设备,还包含,控制器;
37.第一移动装置由第一伺服电机驱动;
38.第二移动装置由第二伺服电机驱动;
39.第三转动装置由第三伺服电机驱动;
40.第四转动装置由第四伺服电机驱动;
41.打磨刀具部由推动电磁阀驱动和刀具电机开关驱动;
42.推动电磁阀的接通状态,刀具电机开关接通状态,待打磨物体的打磨轮廓的位置信息对应第一伺服电机、第二伺服电机、第三伺服电机、第四伺服电机的转动角度,相关时序控制信息存储于控制器中,控制器并控制相关执行机构执行。
43.优选地,控制器包含手轮,手轮用以进行调试和/或对刀待打磨物体。
44.与现有技术相比,本实用新型提供了一种抛光设备,包含:夹持部,所述夹持部用以夹持待打磨物体;位置姿势控制部,位置姿势控制部带动夹持部运动,夹持部具有转动轴线,位置姿势控制部能够驱动夹持部绕转动轴线转动设定角度;打磨刀具部,打磨刀具部具有磨削切线,打磨刀具具有循环运动;在夹持部的转动轴线、打磨刀具部的磨削切线构成的平面中,位置姿势控制部带动转动轴线实现两个自由度的平动和垂直于两个自由度的绕轴转动。据此,与现有技术相比,本实用新型所提供的抛光设备达到的技术效果在于,能够对待打磨物体进行自动打磨,并且该系统适用于异形的待打磨物体,提高了打磨效率,降低打磨的劳动强度,提升打磨质量,降低打磨成本。
附图说明
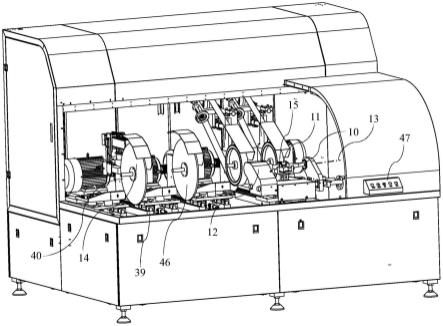
45.图1为本实用新型提供的抛光设备的一实施例的立体结构示意图。
46.图2为本实用新型提供的抛光设备的一实施例的将位置姿势控制部等暴露展示的立体结构示意图。
47.图3为本实用新型提供的抛光设备的一实施例的将位置姿势控制部的局部放大立体结构示意图。
48.图4为本实用新型提供的抛光设备的一实施例的控制器连接示意图。
49.附图标记说明:
50.10
ꢀꢀꢀꢀ
夹持部
51.11
ꢀꢀꢀꢀ
待打磨物体
52.12
ꢀꢀꢀꢀ
位置姿势控制部
53.13
ꢀꢀꢀꢀ
转动轴线
54.14
ꢀꢀꢀꢀ
打磨刀具部
55.15
ꢀꢀꢀꢀ
磨削切线
56.16
ꢀꢀꢀꢀ
第一移动装置
57.17
ꢀꢀꢀꢀ
第一滑轨
58.18
ꢀꢀꢀꢀ
第一滑块
59.19
ꢀꢀꢀꢀ
机架
60.20
ꢀꢀꢀꢀ
第二移动装置
61.21
ꢀꢀꢀꢀ
第二滑轨
62.22
ꢀꢀꢀꢀ
第二滑块
63.23
ꢀꢀꢀꢀ
第三转动装置
64.24
ꢀꢀꢀꢀ
第四转动装置
65.25
ꢀꢀꢀꢀ
恒力控装置
66.26
ꢀꢀꢀꢀ
流体缸
67.27
ꢀꢀꢀꢀ
转动基座
68.28
ꢀꢀꢀꢀ
转动轴
69.29
ꢀꢀꢀꢀ
安装板
70.30
ꢀꢀꢀꢀ
滑轨
71.31
ꢀꢀꢀꢀ
滑块
72.32
ꢀꢀꢀꢀ
第一伺服电机
73.33
ꢀꢀꢀꢀ
第一丝杠
74.34
ꢀꢀꢀꢀ
第二伺服电机
75.35
ꢀꢀꢀꢀ
第二丝杠
76.36
ꢀꢀꢀꢀ
带传动
77.37
ꢀꢀꢀꢀ
第三伺服电机
78.38
ꢀꢀꢀꢀ
第四伺服电机
79.39
ꢀꢀꢀꢀ
刀具推动装置
80.40
ꢀꢀꢀꢀ
刀具架组件
81.41
ꢀꢀꢀꢀ
刀具滑轨
82.42
ꢀꢀꢀꢀ
刀具滑块
83.43
ꢀꢀꢀꢀ
刀具流体缸
84.44
ꢀꢀꢀꢀ
支架
85.45
ꢀꢀꢀꢀ
刀具驱动电机
86.46
ꢀꢀꢀꢀ
打磨刀具
87.47
ꢀꢀꢀꢀ
控制器
88.48
ꢀꢀꢀꢀ
手轮。
具体实施方式
89.以下结合附图对本实用新型的具体实施方式进行详细说明。
90.参阅图1所示,本实用新型提供的抛光设备,包含:夹持部10,夹持部10用以夹持待打磨物体11。位置姿势控制部12,位置姿势控制部12带动夹持部10运动,夹持部10具有转动
轴线13,位置姿势控制部12能够驱动夹持部10绕转动轴线13转动设定角度(u轴转动)。打磨刀具部14,打磨刀具部14具有磨削切线15,打磨刀具14具有循环运动。在进行打磨工作时,在夹持部的转动轴线13、打磨刀具部的磨削切线15构成的平面中,位置姿势控制部12带动转动轴线13实现两个自由度的平动(x轴平动、y轴平动)和垂直于两个自由度的绕轴转动(c轴转动)。
91.其中一个具体实施例,夹持部的转动轴线13与打磨刀具部的磨削切线15在同一水平面上,打磨刀具部存在一个靠近待打磨物体11的圆柱形的打磨轮或者砂带张紧的驱动轮,而打磨轮或者驱动轮的转动轴线和夹持部的转动轴线13在同一水平面上,打磨刀具部的磨削切线15是指打磨轮或者驱动轮的最靠近待打磨物体11的一条母线,这一母线是循环运动的,就是指,母线进行圆周运动或者带传动的带的周而复始的运动。
92.参阅图2和图3所示,位置姿势控制部12包含:第一移动装置16,第一移动装置16包含第一滑轨17和第一滑块18,第一滑轨17架设于机架19上,第一滑块18与第一滑轨17在第一方向x上相互滑动连接。第二移动装置20,第二移动装置20包含第二滑轨21和第二滑块22,第二滑轨21架设于第一滑块18上,第二滑块22与第二滑轨21在第二方向y上相互滑动连接。第三转动装置23,第三转动装置23绕第三方向c的第三转动轴转动,第三转动装置23的第三转动轴转动叠加于第二移动装置20上,实现第一方向滑动(x轴平动)、第二方向滑动(y轴平动)、第三方向的第三转动轴的转动(c轴转动)的叠加。第一方向x、第二方向y、第三方向c两两空间正交。第四转动装置24,以实现夹持部10绕夹持部的转动轴线(u轴)转动设定角度,第四转动装置24叠加于第三转动装置23上。第四转动装置24的绕夹持部的转动轴线的转动(u轴转动)是一种随动设计,其轴线是平面三自由度运动的。
93.本实用新型提供的一个具体实施例是,第一方向x、第二方向y构成水平平面,第三方向c为竖直方向的绕轴转动。而,将待打磨物体11在被夹持在夹持部处时,进行打磨工作时,过夹持部的转动轴线13的水平面截出最靠近打磨刀具部14的一条曲线,针对该条曲线进行打磨工作,打磨完一条曲线后,再u轴转动一个设定角度,又产生前述的另一条曲线,对该另一条曲线进行打磨,依次循环,至离散地,将u轴转动360
°
,完全覆盖全部轮廓对应的打磨曲线。
94.参阅图2所示,在位置姿势控制部12设置有恒力控装置25。
95.参阅图2所示,第二方向y空间垂直于磨削切线15。换句话说,切削力基本沿着第二方向y。因此,为了保持切削力恒定,恒力控装置的力作用方向沿着第二方向y。在位置姿势部设置有恒力控装置25,恒力控装置25包含流体缸26、压力活塞,流体缸26中存储设定压力的流体,该设定压力的流体的设定压力由压力控制阀保持最高设定压力恒定。恒力控装置25设置在第二移动装置20和第三转动装置23之间。第三转动装置23包含转动基座27和转动轴28,转动轴28相对于转动基座27绕第三转动轴转动(c轴转动)。流体缸26相对于第二滑块22相对固定连接,压力活塞带动转动基座27相对于流体缸在第二方向y上往复移动。
96.参阅图2所示,流体缸26通过安装板29与第二滑块22相对固定连接,安装板29与转动基座27之间还设有延第二方向运动滑轨和滑块机构,以在第二方向上导向,滑轨30固定安装于安装板29上,滑块31与转动基座27相固定连接。图中展示了滑块31设置在转动基座27的下面。
97.参阅图2所示,第一移动装置16由第一伺服电机32驱动,第一伺服电机32通过包含
第一丝杠33的第一传动机构,将第一伺服电机32的执行第一转动角度转化为第一移动装置16的在第一方向x上滑动的位置。本实用新型给出的如图2所示的实施例中,第一丝杠33和第一伺服电机32的输出轴直接连接。第二移动装置20由第二伺服电机34驱动,第二伺服电机34通过包含第二丝杠35的第二传动机构,将第二伺服电机34的执行第二转动角度转化为第二移动装置的在第二方向y上滑动的位置。本实用新型给出的如图2所示的实施例中,第二丝杠35和第二伺服电机32的输出轴之间设有带传动36,带传动36设置为齿轮带传动,保证传动比。转动通过丝杠传动会转化为平动。当然,不以此为限,第一传动机构、第二传动机构,包括第三伺服电机37处也可以设置第三传动机构,都可以设置为直连或者齿轮带传动,直连传动时传动比为1;也可以设置为其他能够保证传动比的传动方式,比如说齿轮传动等,主要是要保证精准的控制伺服电机转动的角度能够精确地反馈到最终磨削抛光的点的位置。可以根据空间灵活布置。第三转动装置23由第三伺服电机37驱动,第三伺服电机37能够实现在第三轴上转动第三角度(c轴)。第四转动装置24由第四伺服电机38驱动,第四伺服电机38能够实现绕夹持部的转动轴线13转动设定角度(u轴)。
98.打磨刀具部14,包含刀具推动装置39和刀具架组件40,刀具推动装置39包含刀具滑轨41和刀具滑块42,刀具滑轨41架设在机架19上,刀具滑块42相对于刀具滑轨41往复运动,刀具架组件40与刀具滑块42相对固定连接,刀具推动装置39由刀具流体缸43推动,刀具流体缸43处设有换向阀,带动刀具架组件40在加工位置和回库位置之间往复运动。据此,能够避免某个刀具组件在不进行打磨工作时,产生的干涉。
99.刀具架组件40上包含支架44、刀具驱动电机45、打磨刀具46。
100.打磨刀具46包含布轮、棉轮、砂轮或者砂带打磨装置。
101.布轮、棉轮、砂轮的外廓呈圆柱形,具有刀具转动轴线,磨削切线与刀具转动轴线在同一平面上,磨削切线位于圆柱形的外廓最靠近待打磨物体处;循环运动为圆柱形的外轮廓绕刀具转动轴线的运动。图中展示了两个这种类型的打磨刀具46a。
102.砂带打磨装置,包含两个传动轮和包覆在两个传动轮上的砂带,砂带包含传动带和粘附在传动带上的磨料,磨料朝向待打磨物体处,靠近待打磨物体的传动轮的刀具转动轴线与磨削切线在同一平面上,磨削切线位于靠近待打磨物体的传动轮的最靠近待打磨物体处的砂带的磨料处;循环运动为带由两个传动轮带动下的跑道形运动。图中展示了两个这种类型的打磨刀具46b。
103.参阅图4所示,本实用新型提供的抛光设备,还包含,控制器47。第一移动装置16由第一伺服电机32驱动(x轴平动)。第二移动装置20由第二伺服电机34驱动(y轴平动)。第三转动装置23由第三伺服电机37驱动(c轴转动)。第四转动装置24由第四伺服电机38驱动(u轴转动)。打磨刀具部14由推动电磁阀驱动和刀具电机开关驱动。推动电磁阀的接通状态,刀具电机开关接通状态,待打磨物体的打磨轮廓的位置信息对应第一伺服电机、第二伺服电机、第三伺服电机、第四伺服电机的转动角度,相关时序控制信息存储于控制器中,控制器并控制相关执行机构执行。
104.控制器47包含手轮48,手轮48用以进行调试和/或对刀。
105.以上所述就是本实用新型所提供的抛光设备的具体实施方式。
106.据此,本实用新型能达到的技术效果在于:第一,机器操作方便,根据算法将加工路径文件存入好后,只要修改好坐标系的y轴坐标位置,操作工再将人工膝关节夹装到加工
位置后,按启动键就可以运行设备。第二,完成同样的工序,制造成本相对机械手抛光、细砂抛丸等加工方式来说大大降低,抛光工艺的生产成本降低。第三,工业电脑运动控制系统,控制功能强大,功能扩展容易,人机界面可以做得非常友善。第四,与人工抛光相比,精确的数控抛光轨迹,使产品抛光的一致性大大提高,合格率也提高。第五,该设备一次夹装后,可以几道工序加工一气呵成,降低了加工时间,使加工效率增加。第六,棉轮、布轮位置可以根据工艺要求更换,灵活机动,可以根据工艺要求灵活匹配,适合面大。第七,手轮示教,方便现场操作工示教进行对刀或调试。第八,在进行打磨时,操作工不需要近距离接触打磨刀具或者待加工物体,能够有效地降低粉尘对操作工地身体影响,降低尘肺等职业病。第九,x轴、y轴、u轴和c轴组成的运动控制,可以适应各种人工膝关节的抛光,使异形抛光变得容易,解决了该行业最头疼的异形工件抛光问题。第十,恒力控装置使抛光产品的质量和成功率大大提高。
107.上述具体实施例和附图说明仅为例示性说明本实用新型的技术方案及其技术效果,而非用于限制本实用新型。任何熟于此项技术的本领域技术人员均可在不违背本实用新型的技术原理及精神的情况下,在权利要求保护的范围内对上述实施例进行修改或变化,均属于本实用新型的权利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1