用于具有粉状起始材料的增材制造系统的刮刀单元的制作方法
用于具有粉状起始材料的增材制造系统的刮刀单元
1.本发明有关于一种用于具有粉状起始材料的增材制造系统的刮刀单元。通过根据本发明的刮刀单元实现了刮刀的改善的线性度以及相对于建构水平的平行度。
2.用于工件的增材制造(也称为增材制造(additive manufacturing,am))的装置以及方法在先前技术是已知的。“生成制造方法”或“3d打印”也被提及。在此,原料可为粉末形式、线材形式或液体。粉末方法包括例如选择性激光熔化(selective laser melting,slm)、选择性激光烧结(selective laser sintering,sls)或电子束熔化(electron beam melting,ebm)。在此的原料由塑料或金属组成。
3.在利用粉末形式的原料操作的方法的情况下,材料以层的形式施加到可降低的工作表面上,以便在那里分部熔化或烧结。随后,工作表面降低一个层厚。然后将另一层施加到此层,且此程序如第一层般进行。在此,待熔化或待烧结的部分是以三维工件为逐层建构的方式而选择。
4.为了组件的质量,各个层具有均匀(homogeneous)的厚度是重要的。特别是,此层必须在整个平面具有相等的厚度,且还平行于初始位于可降低的工作表面上、且随后位于分别的先前处理的层上的建构层。为了实现这一点,需要对应精确地施加粉末,而这首先需要高精度的刮刀以及刮刀引导。在此,有两个问题在先前技术的刮刀的情况下发生,当刮刀变得越大、建构空间中的温度变得越高时,问题越为严重。问题之一是刮刀的偏转,这会导致刮刀的线性度发生偏差,且因此一般在动作路径的中心造成较薄的粉末层,第二个问题是热膨胀。
5.如果增材制造方法初始为纯粹的快速原型化(rapid prototyping)方法,仅供应设计模型,且经常为缩尺(reduced scale),那么技术同时已发展到可建构更大的功能组件的程度。特别是,除了初始仅由聚合物组成的粉末材料之外,现在还可使用由金属、玻璃以及陶瓷制成的材料。因此,对建构空间大小的需求也随之增加,且随之而来的是所需的刮刀大小,这带来了上述问题。
6.此外,金属或陶瓷的加工需要比塑料相对高的熔化或烧结温度。因此,除了更强的激光外,电子束枪(electron beam guns)也被用作这些方法的辐射单元,可将更多的能量输入到粉末中。以这种方式产生的温度也加热分配粉末的刮刀,此粉末已新施加到刚刚固化的最后一层,以形成新的层。在此过程中发生的刮刀的热膨胀在紧固点之间的刮刀中产生应力以及变形。
7.在聚合物粉末的情况下,仅在较小程度上固有地发生热问题,因为在那里预热的粉末床中一般仅出现高达大约180℃的温度,而在例如钛以及钛合金的金属的情况下,预热的粉末床表面需要高达1200℃以上的温度。因此,在本发明的主要应用领域的金属粉末的电子束方法的情况下出现了最大的问题。其中,例如在刮刀的刀片处,一般在刮刀的中心出现大约400℃的温度,且在其不位于粉末床上方的边缘区域中出现大约50℃的温度。因此,通过造成不同程度的热膨胀,在刀片的悬吊系统以及刀片本身中产生相当大的应力。这会导致线性度的偏差。
背景技术:
8.例如,ep 2 010 370 b1描述了一种粉末施加装置,旨在能够产生简单的改变,且在此过程中维持相对于建构水平的平行度。在此,使用可插入框架形状接收装置中的可更换涂层模块。两个刀片经由涂层模块中的腹板在边缘定位。刀片相对于建构水平的设定经由框架形状接收装置进行,涂层模块可通过腹板钩入此接收装置中。因此有仅安装在外侧的刀片在尺寸较大的情况下会偏斜的问题。在发生热变形的情况下,双悬吊对刀片相对于建构水平的线性度以及平行度,具有特别负面的影响,首先是框架形状接收装置中的涂层模块中的刀片,然后是整体装置中的框架形状接收装置。
9.发明目的
10.从这些问题出发,本发明的一个目的是提供一种刮刀单元,通过此刮刀单元克服先前技术的装置的缺点。特别是,本发明的目的是提供一种装置,此装置即使在大尺寸以及高操作温度的情况下,也能够施加特别均匀且平行于建构水平定向的粉末层。
技术实现要素:
11.此目的通过如权利要求1所述的刮刀单元实现。较佳的设计变体是附属申请专利范围的目标。
12.根据本发明的刮刀单元用于具有粉状起始材料的增材制造系统,刮刀单元包括刮刀以及悬吊系统,悬吊系统以可水平移动的方式安装在增材制造系统中。
13.如果在本技术中提及刮刀,则此用语包括实际刀片以及与实际刀片形成的组合单元,因此例如在双刀的情况下,是两个刀片以及连接两个刀片的装置。
14.悬吊系统包括横梁,横梁在一侧上安装在定位轴承中,且另一侧上安装在浮动轴承中,横梁分别通过定位轴承以及浮动轴承连接到引导托架。
15.刮刀以悬吊的方式经由多个紧固装置沿着刮刀的长度紧固在横梁之下,紧固装置允许在刮刀和横梁之间的间距调整,用以使刮刀相对于增材制造系统的建构水平平行定向。为此,根据刮刀的长度,应设置数个紧固装置,以保持紧固装置之间的间距足够短,以防止偏转,且使悬吊式刮刀的线性度能够精确调整。然后可经由整个可调整的紧固装置建立相对于建构水平的平行度。
16.重要特点为施加层的平面性(planarity)。在此,通过所使用的金属粉末的粉末粒度(grain size)对最大可达到的位置进行了限制。通过根据本发明的刮刀系统,粉末层的平面性目标为对应于小于平均粉末粒径(grain diameter)d
50
一半的偏差。目前用于电子束熔化方法的习用金属粉末的平均粉末粒径d
50
大约为50微米。对于特殊情况,也使用小直径的粉末。因此,针对习用系统操作的精度在于最多25微米、较佳地最多10微米的偏差。
17.刮刀可包括单刀、双刀或多刀。单刀、双刀或多刀设置在中间对称地居中的实心块之下,紧固装置通过实心块延伸至横梁。与块的连接借助于水平螺栓以及插入各个刀片之间的间隔组件,发生在设置在垂直紧固装置的区域中的切口(cutouts)内。刀片由具有可挠性的薄金属片组成,其中加工有梳状齿系统,以便刀片能够以灵活的方式适应不平整。预刮刷器定位在平行于刀片的块的侧部上。预刮刷器的下边缘与刀片的下边缘的间距通常高达1毫米,一般大约为0.5毫米。预刮刷器通过在刀片上的粉末、以及促成粉末的第一次分配以及平滑化而达成压力最小化的目的。整个块覆盖着屋顶状的建构,可为平坦的、弯曲的或有
角度的配置。
18.引导托架较佳地适用于在增材制造系统中具有扭矩刚性的引导。具有扭矩刚性的引导代表引导支架以扭矩能够从引导支架传输到增材制造系统的方式连接到增材制造系统。因此,只能够在建构水平之上在所提供的方向进行平移移动,而不是在其他空间方向或旋转。
19.悬吊系统在增材制造系统中的可水平移动安装可经由例如轨道或导杆进行。可水平移动安装可在每一侧上单独存在或以多个存在,特别是成双的。可水平移动安装不必水平地定向且作用为支撑件,而是也可较佳地直立地定向。后者尤其在轨道以及引导托架的轨道容纳部以燕尾形连接(dovetail-like connection)以及双轨道的形式的实施例的情况下是有利的,以便配置具有扭矩刚性的引导托架的连接至增材制造系统的建构空间。
20.刮刀单元的横梁可配置为中空体。这有助于减轻重量,同时具有高刚性。在此,中空体在端侧上可为开放的,也就是说可为管状的,或者可为封闭的。横梁较佳地具有矩形或椭圆形横截面。这对安装的情况下的扭矩提供了更大阻力。
21.定位轴承较佳地包围在横梁周围至少两侧,且防止横梁相对于定位轴承在所有三个空间方向的移动。
22.定心销可附接至定位轴承的内周围,其中定心销与横梁中的对应孔正锁定卡合。以这种方式实现了横梁在引导托架上的可靠定位。此外,定心销有助于横梁的紧固,且特别是在平行于建构水平的平面中防止横梁在与横梁的移动方向正交的方向在建构水平之上的移动。
23.浮动轴承可在横梁的周围利用滑动组件包围横梁,使得横梁相对于浮动轴承的移动能够沿着横梁的纵向轴线,而防止在相对于横梁垂直的两个空间方向的移动。如果刮刀以及横梁在温度增加的情况下膨胀,则可由此进行补偿移动,藉此在刮刀中不会发生可导致变形的应力。
24.刮刀较佳地具有从0.1至5米、较佳地从0.2至4.5米、或从0.25至4米、或从0.3至3米或从0.3至2.5米的长度。根据本发明的刮刀单元的优点越大,则刮刀越长。
25.定义为在刮刀和建构水平之间的最大和最小间距之间的差的平行度偏差δp,较佳地为从1至50微米,较佳地从2至45微米、或从3至40微米、或从4至35微米、或从5到30微米或从10到25微米。根据定义,平行度偏差δp检测刮刀的倾斜度以及与线性度的偏差。平行度偏差δp是刮刀的调整的质量的度量。因此,根据本发明的刮刀单元实现了优良的层厚的一致性(uniformness),且因此实现了改善的组件性能。因此,例如仍然可以可靠地生产更小的层厚,藉此增加表面质量以及分辨率。
26.悬吊系统在刮刀长度的每米上较佳地具有从3至30个、较佳地从3至25个、或从3至20个、或从3至15个、或从3至10个、或从3至5个紧固装置。紧固点的此数量已被证明是足够的,以便即使在非常长的刮刀且高操作温度的情况下,也仍然能够可靠地设定刮刀的线性度。
27.紧固装置较佳地为定位螺栓。在此,螺栓必须具有足够长的螺纹,以便能够提供必要的调整行程。然后可借助于螺母简单地调整螺栓。这发生在刮刀的安装期间。如果需要,可重新调整各个螺栓,以重新建立线性度以及平行度。
28.在刮刀单元的情况下,在一种较佳的设计变体中,在增材制造系统的运行操作期
间,借助于作用于紧固装置的机电以及/或液压致动器,使刮刀离横梁的间距能够改变。在刮刀单元的这种自动化变体中,与线性度以及平行度的偏差经由光学以及/或机械传感器测量以及监测。然后此信息被用来致动致动器,例如致动马达或具有致动器的液压管线,例如,致动器相应地校正紧固装置的长度,以便重新建立线性度以及平行度。借助这种主动系统,可再次实现层厚平整性(evenness)的进一步改善,从而进一步改善组件性能。特别是,这给予了增材制造系统不需要为了重新调整而在其中被中断,从而变成能够无间断操作的优点。
附图说明
29.图1是刮刀单元的横向截面图。
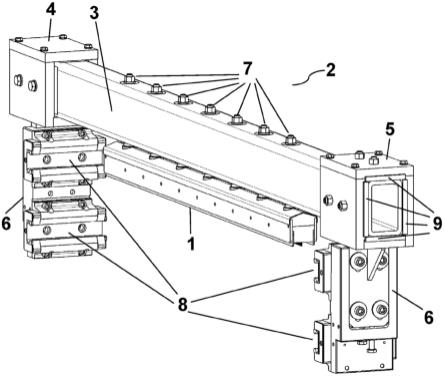
30.图2是从定位轴承侧观察的刮刀单元的立体图。
31.图3是从浮动轴承侧观察的刮刀单元的立体图。
32.图4是具有通过紧固装置的截面的刮刀单元的立体截面图。
33.图5是图4的放大细节,显示紧固装置以及刮刀的下区域。
具体实施方式
34.图式仅显示了一种较佳的设计变体作为本发明的示例。因此,本发明的示例不应被理解为限制性的。
35.图1显示根据本发明的刮刀单元的横向截面图,刮刀单元在图2以及图3中再次立体地显示。图式中所显示的刮刀单元的此设计变体配备有具有双刀的刮刀(1)。悬吊系统(2)包括横梁(3),在图式中,横梁(3)在左手侧安装在定位轴承(4)中、在右手侧安装在浮动轴承(5)中,在每一种情况下定位轴承(4)以及浮动轴承(5)依序连接到引导托架(6)。在此示例中,刮刀(1)通过七个紧固装置(7)以具有末端螺纹的螺栓以及相关螺母的形式紧固到横梁(3)。刮刀(1)的长度为2米。因此,刮刀悬吊系统的刮刀长度的每米具有3.5个紧固装置。这样得到的平行度偏差δp为10微米。
36.横梁(3)支撑其自身的重量以及刮刀(1)的机械负载。横梁(3)的偏转可经由紧固装置(7)补偿,致使悬吊在横梁(3)之下的刮刀(1)可直线地定向且平行于建构平面。如在第2图以及第3图中可见,横梁(3)在此示例中配置为具有矩形横截面区以及圆的边缘的管状中空体。引导托架(6)为了具有扭矩刚性的引导,在每一种情况下设置有两个轨道容纳部(8),轨道容纳部(8)可以燕尾连接(dovetail connection)的方式与具有实质上梯形的横截面的轨道进行卡合。这些轨道附接在建构容器的侧部上至工作表面。以这种方式,确保了刮刀单元在建构平面之上的无变形移动,以便铺平(level)所施加的粉末。
37.如图3中可见,浮动轴承(5)在此借助于围绕横梁(3)的四个滑动组件(9)形成。因此,横梁(3)能够在横梁(3)的纵向轴线扩展。横梁(3)在定位轴承侧上保持刚性,但可在浮动轴承侧的方向膨胀,且可滑动通过浮动轴承(5),因此不会将约束力引入横梁(3)中。
38.在图4以及图5中,紧固装置(7)附近的区域以放大比例被描绘在截面图中示出。在所显示的示例中,紧固装置(7)的螺栓在横梁(3)内部的引导套筒中延伸。弯折区域规定了用于刀片(10)的调整的最大致动行程。两个刀片(10)紧固在实心的中心块(11)之下,从而在中间对称地居中。紧固经由水平螺栓在实心的中心块(11)的对应切口中发生,刀片(10)
通过间隔组件紧固到螺栓以便彼此分离。在刀片(10)的侧部,两个预刮刷器(12)附接到中心块(11)的外侧。
39.例如,激光传感器系统可附接到引导托架(6),用于刮刀单元的主动控制(图式中未显示),其中激光传感器系统监测刮刀(1)的线性度以及平行度。以这种方式获得的信息然后可用来重新调整,例如经由驱动螺母或压电组件的电致动马达执行。
40.附图标记说明
[0041]1ꢀꢀꢀ
刮刀
[0042]2ꢀꢀꢀ
悬吊系统
[0043]3ꢀꢀꢀ
横梁
[0044]4ꢀꢀꢀ
定位轴承
[0045]5ꢀꢀꢀ
浮动轴承
[0046]6ꢀꢀꢀ
引导托架
[0047]7ꢀꢀꢀ
紧固装置
[0048]8ꢀꢀꢀ
轨道容纳部
[0049]9ꢀꢀꢀ
滑动组件
[0050]
10
ꢀꢀ
刀片
[0051]
11
ꢀꢀ
中心块
[0052]
12
ꢀꢀ
预刮刷器
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1