一种硬质合金棒材铸造成型模具的制作方法
1.本发明涉及合金棒材铸造技术领域,具体为一种硬质合金棒材铸造成型模具。
背景技术:
2.硬质合金棒材是一种以合金为原料铸造而成的棒形铸件,其属于硬质合金切割工具,它适用于不同的粗磨参数与切割材质,主要应用于传统的自动与半自动车床。
3.硬质合金棒材在铸造过程中,由于液态金属在熔化过程中会产生气体,因此当液态金属通入型腔后,液态金属凝固后制得的金属铸件内将产生气泡,导致金属铸件的成型质量较差。此外,在液态金属在凝固的过程中,需要采用大量的水进行降温冷却处理,造成了水资源的浪费。
技术实现要素:
4.为了解决上述技术问题,本发明提供一种硬质合金棒材铸造成型模具。
5.一种硬质合金棒材铸造成型模具,包括处理架与模具,所述处理架上端面均匀固定安装有模具。
6.所述处理架包括空心筒座,空心筒座中部通过电机座固定安装有步进电机一,步进电机一输出轴固定安装有转动圆件,转动圆件与空心筒座之间转动连接,转动圆件上均匀固定安装有水泵,水泵进水口固定安装有进水圆管,水泵出水口固定安装有通水圆管,转动圆件上均匀固定安装有出水圆管,转动圆件上均匀固定安装有模具,模具下端靠近转动圆管中心一侧与进水圆管固定连接,模具下端靠近进水圆管一侧与出水圆管固定连接,通水圆管与出水圆管末端均伸入空心筒座,空心筒座左右两端均固定安装有直角件,直角件之间固定安装有移动件,移动件下端固定安装有进料件。
7.所述模具包括底座,转动圆件上均匀固定安装有底座,底座上端面固定安装有凹模板件,底座上端面且位于凹模板件内部固定安装有推出件,凹模板件下端与进水圆管之间以及凹模板件下端与出水圆管之间固定连接,底座上均匀固定安装有导柱,导柱上侧以滑动配合的方式连接有导套,上模座上均匀开设有固定孔,固定孔内固定安装有导套,上模座与底座之间固定安装有移动气缸,上模座中部开设有进料口,进料口内固定安装有导流件。
8.优选技术方案一:所述空心筒座前侧上端固定安装有锥形漏斗,锥形漏斗内固定安装有过滤板,空心筒座右端固定安装有排水管,排水管内固定安装有电动阀门,电动阀门为耐高温阀门,空心筒座中部上侧开口,空心筒座开口处中部开设有环形导向槽,环形导向槽横截面为十字形,环形导向槽内端面光滑,空心筒座中部且位于环形导向槽下侧开设有环形凹槽一,环形凹槽一的横截面为三角形。
9.优选技术方案二:所述转动圆件外端面固定安装有导向环,导向环的横截面为十字形,导向环下端面均匀滚动设置有滚动珠,转动圆件下端开设有环形凹槽二。
10.优选技术方案三:所述移动件包括圆环件,直角件之间固定安装有圆环件,圆环件
下端面固定安装有电动伸缩杆一,圆环件下端面均匀固定安装有可伸缩件,电动伸缩杆一与可伸缩件下端共同固定安装有进料件。
11.优选技术方案四:所述进料件包括锥形料斗,移动件下端固定安装有锥形料斗,锥形料斗下端面固定安装有导料管,导料管下端面固定安装有圆台筒件,锥形料斗、导料管以及圆台筒件外端均固定安装有保温套。
12.优选技术方案五:所述凹模板件内端固定安装有有电热丝,凹模板件外端固定安装有保温筒,保温筒内固定安装有螺旋形管道,凹模板件下端面开设有圆柱凹槽,凹模板件下侧均匀开设有推件孔,推件孔内端面光滑。
13.优选技术方案六:所述推出件包括电动推杆,底座上端面且位于凹模板件内部固定安装有电动推杆,电动推杆上端面固定安装有圆形固定件,圆形固定件上端面均匀固定安装有推件柱,推件柱外端面光滑;通过电动推杆使圆形固定件向上运动,最终使推件柱伸出推件孔将铸件推出。
14.优选技术方案七:所述导柱中部开设有盛油槽,盛油槽上端以螺纹连接的方式连接有橡胶塞,导柱外端面均匀开设有与盛油槽连通的阶梯圆柱槽,阶梯圆柱槽内固定安装有挤压弹簧,挤压弹簧末端固定安装有弧形壳,弧形壳镂空,弧形壳内滚动设置有润滑珠。
15.优选技术方案八:所述导流件包括弧形挡板,进料口内通过销轴左右对称转动连接有弧形挡板,销轴上均套有扭簧,扭簧一端与弧形挡板固定连接,扭簧另一端与上模座固定连接,进料口内端且位于弧形挡板上端均固定安装有限位挡板,限位挡板靠近进料口内壁,弧形挡板上均匀开设有通气孔,通气孔上端通过销轴转动连接有挡片。
16.优选技术方案九:所述直角件下端固定安装有电动伸缩杆二,电动伸缩杆二下端固定安装有锥形固定件,锥形固定件上端固定安装有气泵,锥形固定件内固定安装有排气管,排气管与气泵进气口固定连接,气泵出气口固定连接有出气管,出气管贯穿直角件,出气管内固定安装有过滤棉片。
17.本发明具备以下有益效果:1、本发明提供的一种硬质合金棒材铸造成型模具,通过处理架与模具相配合,对进入型腔的液态金属进行加热保温,以保证液态金属不会立即凝固,便于液态金属中的气体排出,在对液态金属进行冷却时,利用循环的水进行冷却,温度升高后的水在空气内进行冷却,无需使用大量的水资源,减少水资源的浪费,且无需另外使用设备对水进行冷却,减少的加工成本。
18.2、本发明设置的处理架,通过横截面为三角形的环形凹槽,防止水从转动圆件与空心筒座之间的空隙溢出,通过环形凹槽二与环形凹槽一相配合,进一步防止水从转动圆件与空心筒座之间的空隙溢出。
19.3、本发明设置的处理架,通过滚动珠减小导向环与环形导向槽之间的摩擦力,防止导向环因受到磨损,导致导向环向下移动,改变模具的垂直位移,最终影响模具型腔内的进料。
20.4、本发明设置的模具,通过电热丝对凹模板件内的型腔进行预热,当液态金属进入凹模板件内时,不会因温度骤降而导致型腔附近的液态金属迅速凝固,同时可与保温筒相配合对液态金属进行保温,使液态金属长时间处于液态,以便于液态金属中的气体顺利排出。
附图说明
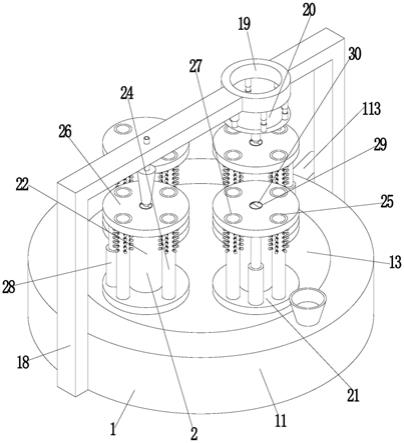
21.图1为本发明的主视立体结构示意图。
22.图2为本发明的左视平面结构示意图。
23.图3为本发明的图2的n处的局部放大图。
24.图4为本发明的图2的m处的局部放大图。
25.图5为本发明的图2的e处的局部放大图。
26.图6为本发明的图2的h处的局部放大图。
27.图7为本发明的图2的g处的局部放大图。
28.图8为本发明的直角件的左视平面结构示意图。
29.图中:1、处理架;11、空心筒座;111、锥形漏斗;112、过滤板;113、排水管;114、电动阀门;115、环形导向槽;116、环形凹槽一;12、步进电机一;13、转动圆件;131、导向环;132、滚动珠;133、环形凹槽二;14、水泵;15、进水圆管;16、通水圆管;17、出水圆管;18、直角件;180、电动伸缩杆二;181、锥形固定件;182、气泵;183、排气管;184、出气管;185、过滤棉片;19、移动件;191、圆环件;192、电动伸缩杆一;193、可伸缩件;20、进料件;201、锥形料斗;202、导料管;203、圆台筒件;204、保温套;2、模具;21、底座;22、凹模板件;221、电热丝;222、保温筒;223、螺旋形管道;224、圆柱凹槽;225、推件孔;23、推出件;231、电动推杆;232、圆形固定件;233、推件柱;24、导柱;241、盛油槽;242、橡胶塞;243、阶梯圆柱槽;244、挤压弹簧;245、弧形壳;246、润滑珠;25、导套;26、上模座;27、固定孔;28、移动气缸;29、进料口;30、导流件;301、弧形挡板;302、扭簧;303、限位挡板;304、通气孔;305、挡片。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.参阅图1,一种硬质合金棒材铸造成型模具,包括处理架1与模具2,所述处理架1上端面均匀固定安装有模具2。
32.参阅图1与图2,所述处理架1包括空心筒座11,空心筒座11中部通过电机座固定安装有步进电机一12,步进电机一12输出轴固定安装有转动圆件13,转动圆件13与空心筒座11之间转动连接,转动圆件13上均匀固定安装有水泵14,水泵14进水口固定安装有进水圆管15,水泵14出水口固定安装有通水圆管16,转动圆件13上均匀固定安装有出水圆管17,转动圆件13上均匀固定安装有模具2,模具2下端靠近转动圆管中心一侧与进水圆管15固定连接,模具2下端靠近进水圆管15一侧与出水圆管17固定连接,通水圆管16与出水圆管17末端均伸入空心筒座11,空心筒座11左右两端均固定安装有直角件18,直角件18之间固定安装有移动件19,移动件19下端固定安装有进料件20;首先对模具2进行预热,然后通过步进电机一12控制转动圆件13转动,使模具2与进料件20对齐,通过移动件19使进料件20下侧伸入模具2,此时通过压射机构对液态金属加压,使液态金属通过进料件20最终通入模具2,然后通过步进电机一12带动未进行进料的模具2运动至进料件20下方,向空心筒座11内通入水,通过水泵14将空心筒座11内的水通入模具2,对液态金属进行冷却,使其凝固,通过空心筒
座11增大水的表面积,使空心筒座11内的水迅速冷却,整个过程中,无需另外通入冷却水,空心筒座11内的水能够循环使用,减少了水资源的浪费。
33.继续参阅图1与图2,所述模具2包括底座21,转动圆件13上均匀固定安装有底座21,底座21上端面固定安装有凹模板件22,底座21上端面且位于凹模板件22内部固定安装有推出件23,凹模板件22下端与进水圆管15之间以及凹模板件22下端与出水圆管17之间固定连接,底座21上均匀固定安装有导柱24,导柱24上侧以滑动配合的方式连接有导套25,上模座26上均匀开设有固定孔27,固定孔27内固定安装有导套25,上模座26与底座21之间固定安装有移动气缸28,上模座26中部开设有进料口29,进料口29内固定安装有导流件30;液态金属进入凹模板件22进行定型,当液态金属凝固冷却后,通过移动气缸28使导套25与导柱24之间的距离变大,同时通过推出件23对金属铸件进行推动,使其伸出凹模板件22,最终通过工具取出金属铸件,通过导柱24与导套25相配合,对底座21与上模座26进行定位导向。
34.参阅图2与图3,所述空心筒座11前侧上端固定安装有锥形漏斗111,锥形漏斗111内固定安装有过滤板112,空心筒座11右端固定安装有排水管113,排水管113内固定安装有电动阀门114,电动阀门114为耐高温阀门,空心筒座11中部上侧开口,空心筒座11开口处中部开设有环形导向槽115,环形导向槽115横截面为十字形,环形导向槽115内端面光滑,空心筒座11中部且位于环形导向槽115下侧开设有环形凹槽一116,环形凹槽一116的横截面为三角形;通过锥形漏斗111便于使水进入空心筒座11,通过过滤板112防止水中的杂质进入空心筒座11内,通过电动阀门114控制空心筒座11内的水的排出,通过环形导向槽115对转动圆件13进行导向,通过横截面为三角形的环形凹槽一116,防止水从转动圆件13与空心筒座11之间的空隙溢出。
35.参阅图3,所述转动圆件13外端面固定安装有导向环131,导向环131的横截面为十字形,导向环131下端面均匀滚动设置有滚动珠132,转动圆件13下端开设有环形凹槽二133;通过导向环131与环形导向槽115相配合,对转动圆件13的转动进行导向限位,通过滚动珠132减小导向环131与环形导向槽115之间的摩擦力,防止导向环131因受到磨损,导致导向环131向下移动,改变模具2的垂直位移,通过环形凹槽二133与环形凹槽一116相配合,进一步防止水从转动圆件13与空心筒座11之间的空隙溢出。
36.参阅图2,所述移动件19包括圆环件191,直角件18之间固定安装有圆环件191,圆环件191下端面固定安装有电动伸缩杆一192,圆环件191下端面均匀固定安装有可伸缩件193,电动伸缩杆一192与可伸缩件193下端共同固定安装有进料件20;通过电动伸缩杆一192改变圆环件191与可伸缩件193之间的距离,调整进料件20的垂直位移,通过可伸缩件193使进料件20受力平衡。
37.继续参阅图2,所述进料件20包括锥形料斗201,移动件19下端固定安装有锥形料斗201,锥形料斗201下端面固定安装有导料管202,导料管202下端面固定安装有圆台筒件203,锥形料斗201、导料管202以及圆台筒件203外端均固定安装有保温套204;通过锥形料斗201便于进料,通过导料管202与圆台筒件203相配合,控制液态金属的流量,防止因液态金属流速过快,导致凹模板件22内的金属铸件内部或表面产生大小不一的光滑孔洞。
38.参阅图2、图4、图7与图8,所述凹模板件22内端固定安装有有电热丝221,凹模板件22外端固定安装有保温筒222,保温筒222内固定安装有螺旋形管道223,凹模板件22下端面开设有圆柱凹槽224,凹模板件22下侧均匀开设有推件孔225,推件孔225内端面光滑,直角
件18下端固定安装有电动伸缩杆二180,电动伸缩杆二180下端固定安装有锥形固定件181,锥形固定件181上端固定安装有气泵182,锥形固定件181内固定安装有排气管183,排气管183与气泵182进气口固定连接,气泵182出气口固定连接有出气管184,出气管184贯穿直角件18,出气管184内固定安装有过滤棉片185;通过电热丝221对凹模板件22内的型腔进行预热,当液态金属进入凹模板件22内时,不会因温度骤降而导致型腔附近的液态金属迅速凝固,同时可与保温筒222相配合对液态金属进行保温,使液态金属不会快速凝固,当凹模板件22运动至直角件18下端左侧时,通过电动伸缩杆二180使锥形固定件181与弧形挡板301接触,弧形挡板301受到挤压转动,液态金属中的气体与排气管183接触,在气泵182的作用下,凹模板件22内部气体排出,凹模板件22内部的压强减小,气体的溶解度降低,使得液态金属内的气体能够快速排出,之后再通过螺旋形管道223内的冷却水对型腔内的液态金属进行降温,使其凝固,通过推件孔225与推出件23相配合,便于推出金属铸件。
39.参阅图4,所述推出件23包括电动推杆231,底座21上端面且位于凹模板件22内部固定安装有电动推杆231,电动推杆231上端面固定安装有圆形固定件232,圆形固定件232上端面均匀固定安装有推件柱233,推件柱233外端面光滑;通过电动推杆231使圆形固定件232向上运动,最终使推件柱233伸出推件孔225将铸件推出。
40.参阅图5,所述导柱24中部开设有盛油槽241,盛油槽241上端以螺纹连接的方式连接有橡胶塞242,导柱24外端面均匀开设有与盛油槽241连通的阶梯圆柱槽243,阶梯圆柱槽243内固定安装有挤压弹簧244,挤压弹簧244末端固定安装有弧形壳245,弧形壳245镂空,弧形壳245内滚动设置有润滑珠246;当导柱24上的润滑珠246与导套25接触时,润滑珠246受到导套25的挤压,使挤压弹簧244压缩,弧形壳245进入阶梯圆柱槽243,并与盛油槽241内的油脂接触,由于弧形壳245设置为镂空结构,因此润滑珠246与油脂接触,能够进一步减小导柱24与导套25之间相互运动所产生的摩擦阻力。
41.参阅图6,所述导流件30包括弧形挡板301,进料口29内通过销轴左右对称转动连接有弧形挡板301,销轴上均套有扭簧302,扭簧302一端与弧形挡板301固定连接,扭簧302另一端与上模座26固定连接,进料口29内端且位于弧形挡板301上端均固定安装有限位挡板303,限位挡板303靠近进料口29内壁,以免对进料件20的移动造成阻碍,弧形挡板301上均匀开设有通气孔304,通气孔304上端通过销轴转动连接有挡片305,挡片305与通气孔304之间连接有复位弹簧;当进料件20与弧形挡板301接触时,弧形挡板301受到挤压转动,最终进料件20进入进料口29内,当进料件20伸出弧形挡板301后,通过扭簧302的弹力,使弧形挡板301回复至原状态,通过限位挡板303使弧形挡板301之间快速处于水平状态,通过安装于通气孔304上端的挡片305,使凹模板件22内的气体顺利从通气孔304排出,同时外界的空气无法通过通气孔304进入。
42.具体工作时,首先对模具2进行预热,然后通过步进电机一12控制转动圆件13转动,使模具2与进料件20对齐,通过移动件19使进料件20下侧伸入模具2,此时通过压射机构对液态金属加压,使其通过进料件20最终通入模具2,然后通过步进电机一12带动未进行进料的模具2运动至进料件20下方,向空心筒座11内通入水,通过水泵14将空心筒座11内的水通入模具2,对液态金属进行冷却,使其凝固,接着通过移动气缸28使导套25与导柱24之间的距离变大,同时通过推出件23对金属铸件进行推动,使其伸出凹模板件22,最终通过工具取出金属铸件。
43.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1