一种基于贝塞尔光束的超快激光砂轮修整装置及方法
1.本发明涉及一种基于贝塞尔光束的超快激光砂轮修整装置与方法,属于激光修整砂轮的技术领域。
背景技术:
2.在过去的几十年里,对高精度零件的需求急剧增加,而硬而脆的材料必须通过磨削工艺进行加工。超精密磨削是超精密加工中能够兼顾加工精度、表面质量和加工效率的加工手段。其目的是产生具有高表面光洁度、高形状精度、高表面完整性的零件。为了减小时间和成本,通过精密磨削工艺获得的表面质量变得更加重要。
3.然而在超精密磨削过程中,砂轮会不可避免地出现一些问题:
4.1.砂轮表面会磨损或堵塞,导致磨削颤振和热损伤,影响工件的表面完整性。
5.2.磨损的砂轮表面容易失去正确的几何形状,导致工件表面精度降低。
6.3.对复杂曲面零件磨削时,更容易造成砂轮表面的不均匀磨损,产生的砂轮轮廓误差直接复制到工件表面。
7.目前可应用于磨削不同材料的砂轮多种多样,面向金属、陶瓷、树脂和橡胶等不同结合剂的砂轮,普通磨料(碳化硅、氧化硅等)砂轮与超硬磨料(单晶金刚石、pcd、cbn等)砂轮,而超硬磨料砂轮如金刚石砂轮因其超硬特性存在着修整难度大、接触式修整修整器磨损严重、修整效率和精度通常偏低等问题,而且会对磨粒的整体结构造成破坏,降低其强度和硬度;修整后的砂轮表面形貌较差,表面沟槽多,砂轮的磨削性能降低,并且较严重的会污染环境,这在一定程度上也造成了金刚石砂轮的应用问题。
8.与传统的基于力的机械修整方法相比,基于激光的方法避免了力或硬接触的直接影响,并且具有各种显著的优点:有广泛的适用性;产生的热影响区域小,精度和效率高;无磨损损失,高精度和高柔性。因此,激光修整法也是一种绿色的修整技术,具有显著的发展潜力和广阔的应用前景。
9.目前有许多激光修整技术的研究,但都仅仅局限于普通的高斯激光,用普通的高斯光束修整,光斑直径过大,很难保证砂轮的修整精度,而且需要很精准地找好焦点位置进行加工。
技术实现要素:
10.本发明是克服现有技术存在的不足,并且改善现有激光修整的不足之处,提供一种基于贝塞尔光束的超快激光砂轮修整的方法与装置。本发明提供了一种基于贝塞尔光束的激光修整方法,旨在解决砂轮修整过程中的精度和效率问题。该方法将飞秒或者皮秒激光器输出的高斯光束整形为贝塞尔光束,缩小了光斑直径,增加焦点长度,并且通过切向修整的方式,进行砂轮的精密修整。通过调节第二平凸透镜镜夹的旋钮,改变第二平凸透镜的相对位置,可以实现贝塞尔光束中心瓣不同方向的偏置,实现更高效、更精密的砂轮修整。
11.本发明的目的通过以下步骤来实现:
12.基于贝塞尔光束的超快激光砂轮修整装置,包括飞秒或者皮秒激光器、透镜组以及砂轮固定平台;所述的透镜组包括依次设置的反射镜、光阑、轴锥镜、第一平凸透镜、第二平凸透镜,飞秒或者皮秒激光器输出的激光光束经反射镜反射、光阑控制光斑形状后,初始高斯光束经过轴锥镜,转化为具有无衍射距离的贝塞尔光束,再经过第一平凸透镜提升光的峰值功率密度,通过第二平凸透镜将光束聚焦的焦点辐照于砂轮之上,所述的砂轮安装在砂轮固定平台上。
13.作为进一步的技术方案,通过调节第二平凸透镜镜夹的旋钮,改变第二平凸透镜的相对位置,可以实现贝塞尔光束中心瓣不同方向的偏置,实现更高效、更精密的砂轮修整。根据切向修整效果,如果表面质量没有达到要求,可以增加法向修锐步骤,本装置也实现了切向整形和径向修锐集为一体的功能。
14.作为进一步的技术方案,所述的砂轮固定平台为四轴运动平台。
15.作为进一步的技术方案,所述的砂轮通过弹簧夹头固定在xyz三轴直线运动平台的夹具上。
16.第二方面,本发明还提出了一种基于贝塞尔光束的超快激光砂轮修整的方法,将砂轮安装到夹具上,调整砂轮外圆面相对于贝塞尔光束光斑焦点的位置,用激光光束扫描砂轮,分别从激光功率、转轴转速、轴向扫描速度和扫描次数进行金刚石砂轮的切向修整试验,并且采取“之”形修整方式;试验完成后,通过在线投影图像测量仪初步观测砂轮表面金刚石磨粒的突起情况,后用激光共聚焦显微镜观察砂轮表面微观形貌。若金刚石磨粒突出高度不够,将贝塞尔光束的焦点法向辐照于砂轮上,增加法向修锐步骤,使金刚石磨粒突出合适的高度。
17.本发明基于贝塞尔光束的超快激光砂轮修整的方法,具有以下有益效果:
18.(1)相比于普通的脉冲激光,本发明使用的飞秒或者皮秒激光为超快激光,具有冷加工效应,可以有效地减小加工过程中出现的热效应,减少砂轮因激光加工的热效应而产生的变质层,提高砂轮表面的修整精度。
19.(2)将飞秒或者皮秒激光器输出的高斯光束整形为贝塞尔光束,能够提升光的峰值功率密度,经过聚焦后的贝塞尔光束焦点具有长焦深的特点,能够产生一个能量分布近乎均匀、焦点长度在几百微米到几毫米的焦点,具有宽度基本不变、长度大大增加的特点。这种焦点增大了加工范围,适合材料的深度切割
20.(3)采用激光切向修整既可以保证修整精度,控制结合剂的去除量,又能保证高的修整效率。
21.(4)由于贝塞尔光束独有的空间强度分布,具有峰值功率密度高、边缘功率密度低的特点,经试验得到合适的工艺参数,能够实现压缩中心瓣整形、放大副瓣修锐的功能,将整形和修锐过程集中一起,提高了修整效率。
22.(5)普通的贝塞尔光束在修整时,放大副瓣可能会有较小程度的烧伤现象,本发明通过调节第二平凸透镜使贝塞尔光束的中心瓣偏置,在修整砂轮的不同位置时,使中心瓣偏置一侧靠近砂轮的修整一侧,将光束能量更为集中,可以使“激光切削刃”更为锋利,提高砂轮修整精度。
23.(6)本发明提出的将切向整形和径向修锐集为一体的修整方式,能够提高效率,避免二次装夹造成的误差,降低修整精度。
24.(7)飞秒或者皮秒激光属于超快激光,具有冷加工效应,利用超快激光进行修整时,激光的脉宽小于电子、晶格间热传导时间,电子来不及将能量传递给晶格,可以在很大程度上避免对分子热运动的影响,产生更少的热影响。并且这种高稳定性的超短脉冲和高脉冲能量的激光使得砂轮修整过程时产生的热效应极小,很大程度上避免了金刚石磨粒的氧化和石墨化现象。
25.(8)通过专用夹具和弹簧夹头对砂轮进行夹紧,有效减小砂轮的圆跳动,四轴电动运动平台能够实现砂轮不同运动轨迹的加工。
附图说明
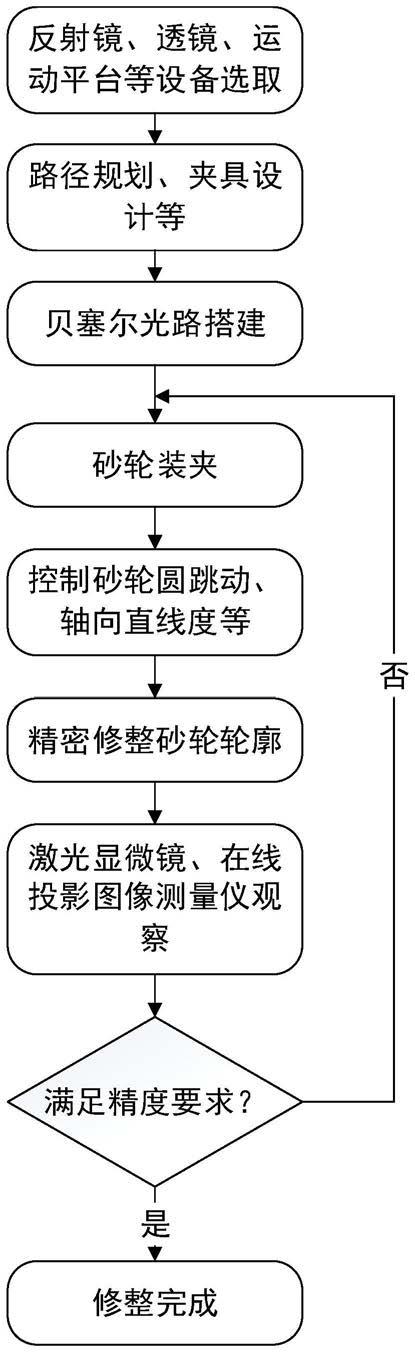
26.图1为本发明的整体路线图;
27.图2为本发明装置的结构示意图;
28.图3、图4为贝塞尔光束的整形示意图;
29.图5为透镜镜夹的结构示意图;
30.图6为电动运动平台的结构示意图;
31.图7为砂轮的夹具结构示意图;
32.图8为贝塞尔光束的空间强度分布图;
33.图9、图10为偏置的贝塞尔光束的空间强度分布图;
34.图中:1计算机、2专用夹具、3飞秒或者皮秒激光器、4透镜组,5光阑、6轴锥镜、7第一平凸透镜、8第二平凸透镜、9计算机、10 x轴直线运动平台、11 y轴直线运动平台、12 z轴直线运动平台、13 c轴转台、14控制器、15砂轮、16弹簧夹头、17夹具、18套筒。
具体实施方式
35.应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本发明使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
36.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非本发明另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合;
37.本发明提出了一种基于贝塞尔光束的超快激光砂轮修整的方法与装置,将高斯光束转换为具有压缩中心瓣和放大副瓣的贝塞尔光场,具有很高的峰值功率,激光“切削刃”更为锋利,可以显著提高修整精度,也可以实现激光中心强度整形、边缘强度修锐的功能。并且贝塞尔光束具有长焦深的特点,增大加工范围,适合材料的深度切割。本发明采用的激光修整的新方法利用了贝塞尔光束独特的空间强度,实现压缩中心瓣整形、放大副瓣修锐的功能,通过该方法将整形和修锐合并为一个过程,既提高了激光修整的效率,又提高了砂轮修整过后的表面质量。
38.现结合附图及具体实施方式对本发明进一步说明。
39.如图2所示,基于贝塞尔光束的超快激光砂轮修整的装置,包含计算机1、安装砂轮的专用夹具2、飞秒或者皮秒激光器3以及将高斯光束整形为贝塞尔光束的透镜组4,飞秒激
光器的输出光路上布置高斯光束整形为贝塞尔光束的透镜组,贝塞尔光束的焦点切向对准砂轮的外圆面,飞秒或者皮秒激光器和四轴电动运动平台连接至计算机控制系统。
40.如图3、图4所示,激光整形光路包含光阑5、轴锥镜6、第一平凸透镜7、第二平凸透镜8,飞秒或者皮秒激光器输出的激光光束经反射镜反射、光阑5控制光斑形状后,初始高斯光束经过轴锥镜6,转化为具有无衍射距离的贝塞尔光束,该区域的强度过低,无法激活任何东西,经过下一个第一平凸透镜7提升光的峰值功率密度,通过最后一个第二平凸透镜8将光束聚焦的焦点辐照于砂轮之上。经整形后的贝塞尔光束直径在10-15μm左右。
41.如图5所示,在轴锥镜6、第一平凸透镜7、第二平凸透镜8的镜夹上均设有两个调节旋钮,通过调节第二平凸透镜8镜夹上的旋钮,可以实现贝塞尔光束空间强度中心瓣不同方向的偏置,根据焦点不同的加工位置确定中心瓣的偏置方向。通过调节第一平凸透镜的镜夹上的调节旋钮,使透过的激光穿过第一平凸透镜中心。通过调节轴锥镜的镜夹上设有调节旋钮,使透过的激光穿过轴锥镜中心。
42.如图6~7所示,电动运动平台由计算机9、x轴直线运动平台10、y轴直线运动平台11、z轴直线运动平台12、c轴转台13以及控制器14组成,专用夹具通过六角螺栓固定于转台上,砂轮15通过弹簧夹头16固定在专用夹具17上,并通过套筒18将弹簧夹头紧固。运动平台受计算机控制系统控制,并可通过g代码编程。
43.如图7所示,通过四轴电动运动平台的组合运动实现激光的扫描修整,这里采用“之”字形的扫描方式进行砂轮的分层修整,调节激光焦点辐照于砂轮的位置及烧蚀深度进行激光扫描次数循环。切向修整后,如果金刚石磨粒突出高度不够,可以直接增加法向修锐步骤,将激光的焦点法向辐照于砂轮上,实现法向修锐,避免二次装夹砂轮造成误差。
44.四轴运动平台的xyz轴的重复定位精度为0.005mm、行程50mm,转轴圆跳动小于20μm,由步进电机控制。通过计算机控制系统可以实现金刚石砂轮的加工位置的任意改变。
45.用整形后的贝塞尔光束进行金刚石砂轮的切向修整,将高斯光束转换为具有压缩中心瓣和放大副瓣的贝塞尔光场,具有很高的峰值功率,激光“切削刃”更为锋利,可以显著提高修整精度,实现激光中心强度整形、边缘强度修锐的功能。并且贝塞尔光束具有长焦深的特点,增大加工范围,适合材料的深度切割。在修整过程中,可以有效地降低金刚石磨粒的氧化和石墨化程度,提高激光修整的效率和修整后砂轮的表面质量。
46.基于贝塞尔光束的超快激光砂轮修整的方法,在砂轮的激光修整中首次运用贝塞尔光束,超快激光可以很好地避免砂轮修整过程中的热效应,减小砂轮修整过程中因热效应而产生的变质层,提高修整后的表面质量。
47.实施例:
48.采用超快飞秒脉冲激光器,具体参数为:波长为800nm的近红外光,脉宽35fs,脉冲频率1khz,
49.将青铜结合剂金刚石砂轮安装到专用夹具上,调整砂轮外圆面相对于贝塞尔光束光斑焦点的位置,用激光光束扫描砂轮,分别从激光功率、转轴转速、轴向扫描速度和扫描次数几个激光工艺参数进行金刚石砂轮的切向修整试验,激光功率取值范围0.5~5w,转轴转速取值范围2000~5000
°
/mi n,轴向扫描速度取值范围0.05~1mm/mi n,扫描次数取值范围1~10次,并且采取“之”形修整方式。激光功率、扫描速度和次数这几个工艺参数对于砂轮修整的效果影响较大,因此将这几个工艺参数分别进行单因素的切向修整试验,确定
最优的工艺参数。
50.试验完成后,通过在线投影图像测量仪初步观测砂轮表面金刚石磨粒的突起情况,后用激光共聚焦显微镜观察砂轮表面微观形貌,金属结合剂和金刚石磨粒一并被去除,金刚石磨粒部分被切割、部分被留存,氧化和石墨化程度较小。
51.根据砂轮表面磨粒突出高度、磨粒的形状以及单位面积磨粒数量来比较不同工艺参数下的修整情况,确定最佳的工艺参数。
52.确定好最佳的工艺参数后修整,从修整后的表面形貌可以看到,砂轮表面质量良好,金属结合剂去除均匀,金刚石磨粒的突出高度大约为磨粒本身的30%~40%,既能实现“切削”功能,又能提供容屑空间,且石墨化程度较小。
53.以上所述仅为本发明的较佳实施例而已,并非对本发明做任何形式上的限制,任何熟悉本发明专利的技术人员在不脱离本发明技术方案范围内,可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,凡在本发明的精神和原则之内作出的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1