热冲压成形用钢材、热冲压成形工艺及成形构件的制作方法
热冲压成形用钢材、热冲压成形工艺及成形构件
1.本技术是申请号为201711063360.6、申请日为2017年11月2日、发明名称为“热冲压成形用钢材、热冲压成形工艺及成形构件”的发明专利申请的分案申请。
技术领域
2.本发明涉及一种热冲压成形用钢材、热冲压成形工艺及成形构件。
背景技术:
3.汽车工业迅速发展带来安全和环境污染问题,汽车轻量化能在保证安全的前提下有效实现节能减排,且提升汽车性能。高强度钢的应用可降低材料厚度并满足安全性能要求,为汽车轻量化和提升汽车安全性的重要途径。
4.通常,钢的成形性能随强度提高而下降,热冲压成形即是可实现先成形而后强化的生产超高强度汽车零部件的一种工艺,其强化机制是马氏体的间隙固溶强化。热冲压成形零件的优点在于具有超高强度,成形精确,可有效避免高强钢在冷成形过程中的回弹问题。目前的汽车高强钢中,只有热冲压钢的强度可以达到1500mpa以上。
5.汽车安全结构件要求材料在具有更高强度的同时具有更好的延伸率,以在现有22mnb5热冲压成形钢的基础上进一步实现减重。但是,现有的热冲压成形构件在延伸率方面有提高的空间。
6.此外,目前热冲压成形钢镀层板均为al-si镀层板,防腐性能远低于镀锌钢材,且焊接困难。镀锌板加热至热冲压工艺的900℃会发生严重液化、气化和氧化,限制了镀锌板在热冲压上的应用。
7.中国专利cn102127675a提供了一种钢板温成形零件及其生产方法。其中,在其公开的钢材成分条件下,为了获得所需的力学性能,该生产方法包括在降低热冲压成形温度的条件下,将材料加热至730-780℃并冲压冷却至ms以下30-150℃(即通常冷却到150-280℃)后,进一步加热至150-450℃后保温1-5分钟,经碳从马氏体向未转变的奥氏体配分使其稳定至最终状态,基于残余奥氏体的trip效应提高材料延展性。
8.但是,该方法需将构件冷却至150-280℃的某一特定温度后再升高温度至150-450℃进行保温,造成构件温度的精确性与均匀性难以控制,需要复杂的生产工艺过程来控制其淬火温度,不利于热冲压成形构件的实际生产。
技术实现要素:
9.本发明的目的在于提供一种热冲压成形钢材、热冲压成形工艺及其成形构件,利用该热冲压成形钢材,通过简单的热冲压成形工艺便能够达到高延伸率,该成形构件具有优异的屈服强度、抗拉强度和延伸率。
10.本发明的技术方案1涉及一种热冲压成形用钢材,该热冲压成形用钢材以重量百分比计包含以下成分:c: 0.1-0.19%,mn: 5.09-9.5%,v: 0.11-0.4%,si+al: 0-2%;其中c与v的配合还满足如下二者之一:1)c:0.1-0.17%, v:0.11-0.4%;2) c:0.171-0.19,v:
0.209-0.4%。
11.根据技术方案1,本发明的热冲压成形用钢材通过c、mn等稳定奥氏体元素的添加降低了材料的马氏体相变开始温度(ms)和马氏体相变结束温度(mf),从而能确保淬火温度设定到较低温度(例如100℃以下)而在淬火态下可保留合理含量的残余奥氏体。因此可以将淬火温度设定为室温,温度的精确性与均匀性易于控制,工艺简单。
12.具体而言,在利用淬火-碳配分(q&p)机制的钢材中,需要使淬火后的初始组织中包含比例可观的残余奥氏体作为“种子”,以便在碳配分的过程中使碳从马氏体向残余奥氏体扩散,从而增加残余奥氏体稳定性来提高材料性能。为了使初始组织中包含比例可观的残余奥氏体,淬火温度(qt)必须在马氏体相变开始温度(ms)和马氏体相变结束温度(mf)之间。在现有的q&p钢种中,例如设定为ms=500℃,mf=150℃,这种情况下需要将qt需要设定在200-300℃,这就需要特别的淬火介质来实现淬火,比如盐或油或特殊淬火气体。与之相对,在本发明中,能够确保mf低于室温,因此即使将qt设定为室温或者0-100℃(介质为水),也可以轻易获得包含大量残余奥氏体的组织,从而确保材料性能。
13.而且,本发明的热冲压成形用钢材中加入钒(v)元素,通过工艺控制碳化钒(vc)或钒(v)与钛(ti)、铌(nb)等形成的复合碳氮化物在奥氏体中析出,一方面细化晶粒,另一方面碳化钒(vc)或上述复合碳氮化物析出消耗基体中的c含量,从而降低热冲压状态下马氏体中的c含量,通过细化晶粒和碳化钒(vc)或上述复合碳氮化物析出降低基体中的碳含量这两个机制保证热冲压后的材料韧性,延伸率≥6%,以避免延迟开裂,满足焊接装配要求。当c:0.1-0.17%时,0.11%以上的 v即可保证析出足够钒的碳化物达到上述目标;而当c:0.171-0.19,则需要添加更多的钒以供钒的碳化物形成,满足降低基体中的碳含量的目标,v需要高于0.209%。
14.本发明的热冲压成形用钢材还可以包含以下成分中的至少一种:cr:0-5%, ti:0-0.2%, nb:0-0.2%,zr:0-0.2%,b:0-0.005%,ni:0-4%,cu:0-2%,mo:0-2%,w:0-2%。
15.其中,c含量范围优选为0.12~0.17%,mn含量范围优选为5.09~8%。发明人发现,尽管碳含量为0.11时已能基本获得1100mpa的屈服强度,但0.12以上的碳含量可进一步确保屈服强度大于1100mpa。另一方面,尽管碳含量为0.19时已能基本避免热冲压成形时发生脆性断裂的风险,但0.17以下的碳含量可进一步保证材料在热冲压成形时具有良好韧性。而且,在将c的范围设定为0.12-0.17%的情况下,5.09~8%的mn恰好能获得合适的马氏体相变开始温度,以便将淬火温度设定为室温,最大程度提高零部件的易制造性。
16.本发明的热冲压成形用钢材还可以在其表面具有选自al-si镀层、镀锌层及高温氧化镀层之中的镀层。镀锌层与铁合金化后的最高熔点在780℃左右,传统热冲压成形用钢采用的奥氏体化加热温度普遍高于900℃,过程中会发生锌的蒸发和锌铁镀层的融化,从而导致液态锌致脆性,降低热冲压成形用钢的强度和韧性。另外,高温下液态锌氧化严重,其热冲压成形构件须采用成本较高的干冰处理或喷丸处理以除去表层锌的氧化物,确保后续涂装工艺。优选情况下,本发明的热冲压成形用钢材的全奥氏体化温度可低于780℃,热冲压可在650℃以下进行,可以满足镀锌板热冲压成形的要求。
17.优选地,热冲压成形用钢材的成分配比满足以下条件:所述热冲压成形用钢材在热冲压成形后的马氏体相变开始温度(ms)的实际测量值为150-280℃。
18.由此,进一步确保能将淬火温度设定为室温,提高零部件的易制造性。
19.本发明的技术方案2涉及一种热冲压成形工艺,其特征在于,所述热冲压成形工艺包括:步骤a:将技术方案1的热冲压成形用钢材或者所述热冲压成形用钢材经过预成形得到的预制件加热至700-890℃并保温,保温时间0.1-10000秒;步骤b:将在步骤a中处理后的所述热冲压成形用钢材或所述预制件转移到模具中进行冲压成形,以得到成形构件;以及步骤c:将所述成形构件冷却,平均冷却速度在0.1-1000℃/s之间。
20.在步骤a中,如果温度低于700℃,则会导致奥氏体化不充分,不能满足铁素体0-10%的要求,另一方面,温度高于890℃则会导致晶粒长大和钒的碳化物溶解和长大,性能降低。另外,步骤c中的平均冷却速度设定在0.1-1000℃/s之间,可避免形成铁素体、珠光体、贝氏体等非马氏体组织,使得材料淬透性良好。
21.优选地,在步骤a中将技术方案1的所述热冲压成形用钢材或所述预制件加热至740-850℃并保温,加热温度高于740度则可缩短加热时间,提高生产效率,而温度低于850℃可获得更优化的晶粒控制及钒的碳化物析出;保温时间优选为10-800秒,更短的加热时间可能导致加热不均匀不稳定,较长的加热时间会导致生产效率降低。进一步优选地,在步骤a中将技术方案1的所述热冲压成形用钢材或所述预制件加热至740-780℃并保温,加热温度低于780℃可更好抑制镀锌板在热冲压过程中液化和氧化的问题。
22.更加优选地,在步骤c中,平均冷却速度在1-100℃/s之间,较慢的冷却速率会导致冷却时间延长,降低生产效率,而更高的冷却速率在热冲压成形工艺过程中实施难度较大。
23.本发明的技术方案3涉及一种成形构件,其通过对技术方案1的热冲压成形用钢材或者所述热冲压成形用钢材经过预成形得到的预制件进行热冲压成形来获得。优选地,成形构件以体积计包含以下组织:0.1-5%的碳化钒或复合碳氮化物、2-15%的残余奥氏体、0-10%的铁素体,其余部分为马氏体。
24.根据本发明的技术方案3获得的成形构件延伸率≥6%,已能满足抗延迟开裂和防止焊装开裂的要求。
25.优选地,成形构件在140-220℃的范围内经过加热保温处理,加热保温处理的时间为1-100000秒。
26.优选地,所述成形构件用作汽车构件,所述加热保温处理在汽车生产过程中的漆层烘烤过程中进行,处理时间为5-30分钟。
27.由此,可在汽车总装过程的烘烤涂装步骤中实现碳配分,无需额外添加热处理工序,涂装烘烤后材料延伸率和韧性进一步提升,满足碰撞性能要求。
28.优选地,经过所述加热保温处理后的成形构件以体积计包含以下组织:0.1-2%的碳化钒或复合碳氮化物、5-25%的残余奥氏体、0-10%的铁素体,其余部分为马氏体。
29.成形构件经上述加热保温处理后,屈服强度≥1100mpa,抗拉强度≥1400mpa,延伸率≥10%,满足碰撞性能要求。
30.本发明主要通过设定钢材成分来降低初始状态马氏体中的碳含量,减少或避免淬火态马氏体脆性,从而保证构件热冲压状态的性能稳定,延伸率≥6%,避免延迟开裂并满足焊接装配要求;此外,热冲压状态的材料经过烘烤涂装过程,发生马氏体向残余奥氏体中的碳配分,以及部分马氏体向奥氏体的逆相变,最终所得到的残余奥氏体含量大于5%,且性能稳定,屈服强度≥1100mpa,抗拉强度≥1400mpa,延伸率≥10%。
附图说明
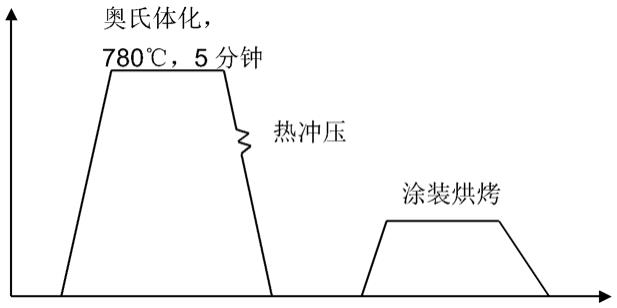
31.图1表示本发明的热处理工艺的一个示例。
具体实施方式
32.下面,结合实施例对本发明的技术方案进行说明。
33.本发明的热冲压成形用钢材以重量百分比计包含以下成分:c: 0.1-0.19%, mn: 5.09-9.5%, v: 0.11-0.4%, si+al: 0-2%。该热冲压成形用钢材还可包括以下成分中的至少一种:cr:0-5%, ti:0-0.2%, nb:0-0.2%,zr:0-0.2%,b:0-0.005%,ni:0-4%,cu:0-2%,mo:0-2%,w:0-2%,这些成分的含量同样以重量百分比计。该热冲压成形用钢材的成分配比使得其在热冲压成形后的马氏体相变开始温度实际测量值为150-280℃。
34.本发明的热冲压成形用钢材的化学成分如上所述限定的原因如下所述。
35.c :0.1% 至 0.19%碳是最便宜的强化元素,可以通过间隙固溶强烈提高钢的强度。并且碳含量的升高会强烈降低全奥氏体化温度(ac3),从而降低加热温度节约能源。虽然碳能强烈降低马氏体相变开始温度,但是必须要符合合金设计时马氏体相变开始温度≤ 280℃和钢的组织的要求,且碳是最重要的间隙固溶强化元素,因此碳含量的下限为 0.1%。但是过高的碳含量对钢的力学性能性能影响很大,会引起板材强度过高而韧性下降。为此碳的上限设为 0.19%,碳含量高于该数值会导致钢材热冲压成形状态下脆性断裂。更加优选地,c的含量范围为0.12~0.17%。
36.mn :5.09% 至 9.5%锰是本发明中的重要元素。锰是良好的脱氧剂和脱硫剂。锰是奥氏体稳定元素,能扩大奥氏体区域,降低 ac3 温度。锰具有优良的抑制奥氏体向铁素体转变而提高钢的淬透性的作用。为了降低热处理时的加热温度,把锰的下限定为 5.09%,以确保马氏体相变开始温度≤ 280℃,同时保证材料的ac3低于780℃以方便其镀锌板进行热冲压成形。过高的锰的添加,会导致材料淬火后形成脆性的ξ马氏体,因此锰的上限设为 9.5%。更加优选地,mn的含量范围为5.09-8%。
37.v:0.11-0.4%钒作为强碳化物析出,通过析出钒的碳化物可以起到细化晶粒、提升强度的效果。钒通过在奥氏体化阶段以及热冲压阶段析出碳化钒,一方面细化原始奥氏体晶粒,另一方面降低了基体中的碳含量,从而保证热成形后马氏体中的碳含量较低,本发明通过添加钒元素并析出钒的碳化物来实现对热成形后马氏体中的碳含量的控制,从而保障热成形态材料的延伸率和延伸率稳定性。0.11%以下的v效果不明显,达不到本发明的材料设计需求。然而大量钒元素的添加会导致vc尺寸增大,而且会带来钢材成本的提升,为保证热成形后初始态钢材延伸率的稳定性,v含量应小于等于0.4%。
38.si+al:0-2%硅和铝都能抑制碳化物的形成,在钢淬火至室温后在低于 ac1 温度范围保温时,硅和铝能够抑制马氏体中碳化物的析出,而使碳配分到残余奥氏体中,提高奥氏体稳定性,提高钢的强塑积。工业生产时,过多的 al 会在连铸时阻塞喷嘴,增加连铸的难度,且al 会提高材料马氏体相变开始温度及全奥氏体化温度,不符合本发明中钢的组织控制温度要
求。硅含量高会造成钢中的杂质较多。本发明采用140-220℃低温碳配分,在此低温区间渗碳体的形成受到抑制,仅可能会形成一部分过渡型碳化物,但这部分碳化物的形成不会显著影响材料的韧性,而si和al的大量添加也并不能抑制过渡型碳化物的产生,因此本发明不依赖于si+al的添加,本发明中si+al小于等于2%。
39.cr:0-5%铬也是提高材料淬透性元素,且亦可降低马氏体相变开始温度,因此根据合金设计中关于马氏体相变开始温度的要求以及钢中的碳含量,确定钢中锰和铬的百分含量。锰和铬这两种元素的其中一种或者复合添加。cr因成本较高,优选可不添加。
40.ti、nb、zr:均为0-0.2%ti、nb、zr使钢的晶粒细化、强度升高并且获得良好的热处理特性。ti、nb、zr 的浓度过低则起不到作用,而大于 0.2% 则会增加不必要的成本。因本发明钢因合理的 c和mn的设计,可获得超过1600mpa的强度和较好的延性,为降低成本,优选可以不必另外添加 ti、nb、zr。
41.b:0-0.005%b 在奥氏体晶界偏析,阻止了铁素体的形核,可强烈提高钢的淬透性,热处理后可显著提高钢的强度。b 含量高于 0.005% 也不能明显提高其作用。因本发明钢的高 mn 设计,已具备较高的淬透性,为降低成本,优选可以不必另外添加 b。
42.ni:0-4% ;cu:0-2%ni 能提高钢的强度,而又保持良好的塑性和韧性。ni 的浓度大于 4.0%,则会增加成本。cu能提高强度和韧性,特别是大气腐蚀性能。cu的含量大于2.0%,则加工性可能劣化,热轧过程可形成液相导致开裂,且高的 cu 含量导致不必要的成本增加。因本发明钢因合理的 c 和 mn 的设计,可获得超过 1600mpa 的强度和较好的延性,为降低成本,优选可以不必另外添加 ni、cu。
43.mo、w:均为0-2%mo、w 提高钢的淬透性可有效提高钢的强度。此外,即使在由于在高温成形过程中与模具不稳定接触而使钢材冷却不充分的情况下,由于 mo 和 w 带来的提高的淬透性,钢仍可有合适的强度。大于 2.0% 的情况下,也不能获得额外的效果,反而会增加成本。因本发明钢的高 mn 设计,已具备较高的淬透性,为降低成本,优选可以不必另外添加 mo、w。
44.p、s、n 等难以避免的杂质在一般情况下,磷是钢中的有害元素,会增加钢的冷脆性,使焊接性变坏,降低塑性,使冷弯性能变坏。硫通常情况下也是有害元素。使钢产生热脆性,降低钢的延性和焊接性能。氮是一种不可避免的存在于钢中的元素。氮与碳的作用类似,并有助于烘焙硬化。
45.对本发明的热冲压成形用钢材或预制件进行热冲压成形。
46.在一个实施例中,将上述热冲压成形用钢材或预制件加热至700-890℃并保温,保温时间0.1-10000秒(步骤a)。实验中采用的工艺在750-840℃保温5分钟。如图1所示,加热温度可以是780℃,保温5分钟。然后,转移到模具中进行热冲压成形(步骤b),并将成形构件以空冷或者其它方式冷却至100℃以下,平均冷却速度在0.1-1000℃/s之间(步骤c)。一段时间后,再将处理后的构件在140-220℃经过加热保温处理,时间为1-100000秒,来进行碳配分处理,之后冷却至室温,冷却介质可以是并且不限于空气、水、油、模具表面。实验中采
用的工艺是在150-210℃进行加热保温处理,时间为5-30分钟。如图1所示,该加热保温处理可以在汽车生产过程中的漆层烘烤过程中进行。
47.表1 为实施例所采用的钢材成分,钢材可经如下工艺制备成为板材。即,铸造坯在1200度保温3h后锻造成为板坯,板坯在1200℃保温10h以进行均质处理之后磨去表面脱碳层,之后加热至1200℃保温1h后在 800℃~1200℃之间进行热轧以形成热轧板。将热轧酸洗板在 600℃保温 10h模拟罩式退火以降低热轧板的强度有利于冷轧,然后将热轧酸洗退火板冷轧至例如 1.5mm厚,再将冷轧板进行退火处理以模拟工业冷轧板连续退火或者镀层板生产流程,获得热冲压成形用钢板。
48.其中,bt系列为本发明的钢材,ct系列为对比钢材,ct系列钢材的成分超出本发明范围。
49.表2为所采用的工艺,表3为表1的钢材经表2的工艺处理后获得的成形构件的性能。
50.表1 钢材的主要化学成分 cmnsivbt10.157.50.20.15bt20.157.50.20.25bt30.176.40.190.34bt40.127.430.210.18ct10.2281.26-ct20.247.31.210.25ct30.177.20.2-51.表2 钢材的热处理工艺
52.表3 成形构件的力学性能
53.未经过前述加热保温处理(烘烤处理)的成形构件以体积计包含以下组织:0.1-5%的含v碳化物或复合碳氮化物、2-15%的残余奥氏体、0-10%的铁素体,其余部分为马氏体。从表3中的1-1、1-2、1-3、1-4、1-5、2-1、2-2、2-3、2-4、3-1、4-1可知,这些成形构件的延伸率为均达到6%以上。
54.经过前述加热保温处理后的成形构件以体积计包含以下组织:0.1-2%的含v碳化物或复合碳氮化物、5-25%的残余奥氏体、0-10%的铁素体,其余部分为马氏体。从表3中的1-1-200、1-2-200、1-5-170、2-4-180、2-4-200、3-1-200、4-1-200可知,这些成形构件的屈服强度均达到1100mpa以上,抗拉强度均达到1400mpa以上,延伸率均达到10%以上。
55.与之相对,比较例的钢材ct1、ct2、ct3无论采用何种热处理工艺,均无法同时满足本发明钢材的四个性能指标:热冲压状态(实施碳配分前)延伸率≥6%;碳配分(例如涂装烘烤)后屈服强度≥1100mpa、抗拉强度≥1400mpa、延伸率≥10%。尤其是从ct1-1、ct1-2、ct2-1、ct2-2、ct3-1、ct3-2可知,比较例的钢材ct1、ct2、ct3在实施碳配分前发生脆断的可能性极高,而本发明的钢材在实施碳配分前也可以达到6%以上的延伸率,避免了脆断的发生,能
充分满足焊接装配要求。
56.本发明的成形构件可以用于陆用汽车高强度构件,包括但不限于b柱增强件、保险杠、车门防撞梁、和车轮轮辐等。
57.以上实施例和实验数据旨在示例性地说明本发明,本领域的技术人员应该清楚的是本发明不仅限于这些实施例,在不脱离本发明保护范围的情况下,可以进行各种变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1