一种低绝热剪切敏感性的梯度钛合金及其制备方法与流程
1.本发明涉及一种低绝热剪切敏感性的梯度钛合金及其制备方法,具体而言,属于抗高速冲击材料及其制备领域。
背景技术:
2.现阶段的钛合金常见的种类包括钛合金tc4材料,其组成为ti-6al-4v,属于(α+β)型钛合金,具有良好的综合力学机械性能,但是其加工一般,价格方面也不便宜,具有强度高,耐腐蚀性好,耐热性高等特点。另外,ta15合金也属于一种常见的高温钛合金,化学组成为ti-6.5al-1mo-1v-2zr,具有略高于tc4合金的室温力学性能和中等的高温力学性能,主要用于航空航天结构件和发动机零部件。目前对钛合金往往要求其具有低密度、高动态强度,可应用于装甲等抗高速冲击领域的重要结构材料。但是,在高速冲击条件下,钛合金会在极短时间内(例如几十微秒内)发生高应变率的变形,同时因为钛合金其低热导率,热量来不及散失,钛合金内产生几百度的绝热温升,容易出现剪切局域化,形成绝热剪切带,发生绝热剪切破坏。因此,在保证动态强度的前提下,具有低绝热剪切敏感性的钛合金在抗高速冲击领域具有更好的应用前景。不少研究学者和科学家对钛合金的绝热剪切敏感性进行了研究。
3.cn104018106a公开了一种降低热轧tc4钛合金绝热剪切敏感性的快速热处理方法。具体工艺为:在热轧双态组织tc4钛合金板材上取料,放入放电等离子烧结(spark plasma sintering,sps)设备(sps-3.20-mv型)中进行热处理,处理后的材料相对于原始热轧板材在动态加载条件下的临界断裂应变值提高了53%以上,材料发生绝热剪切破坏前单位体积吸收的能量值提高了54%以上。其优点在于:利用脉冲能、放电脉冲压力和焦耳热产生的瞬时高温场来实现热处理,具有升温速度快、热处理时间短等特点,是一种能够显著改善金属材料塑性变形能力的低成本、高效率的热处理工艺,为未来钛合金的显微组织调控提供了新的工艺方法。
4.cn113249667a公开了一种获得高韧高损伤容限双相钛合金的热处理方法,包括:高温退火处理,工艺为:t1温度下,保温0.1~2小时,冷却速度需要合理控制,优选地,从t1冷却至tβ 200℃的温度范围内控制在2~50℃/秒,其中,t1取值范围为tβ 10℃至tβ之间,tβ为该双相钛合金的β转变温度。该方法通过控制热处理温度和冷却速度,实现双相钛合金韧性和损伤容限性能的提高。该方法可用于tc11、ta15、tc4、tc17、tc18等室温条件下具有两组织的双相钛合金,并且不受钛合金原始制造工艺的限制,对上述双相钛合金锻件、铸件、焊接件和增材制造件均适用。
5.cn113249667a公开了一种获得高韧高损伤容限双相钛合金的热处理方法,包括:高温退火处理,工艺为:t1温度下,保温0.1~2小时,冷却速度需要合理控制,优选地,从t1冷却至tβ 200℃的温度范围内控制在2~50℃/秒,其中,t1取值范围为tβ 10℃至tβ之间,tβ为该双相钛合金的β转变温度。该方法通过控制热处理温度和冷却速度,实现双相钛合金韧性和损伤容限性能的提高。该方法可用于tc11、ta15、tc4、tc17、tc18等室温条件下具有
两组织的双相钛合金,并且不受钛合金原始制造工艺的限制,对上述双相钛合金锻件、铸件、焊接件和增材制造件均适用。
6.cn111763850a公开了一种细晶超塑性ta15钛合金中厚板材的加工方法,该方法包括:一、经真空自耗电弧熔炼得到ta15钛合金铸锭;二、保温后经镦拔开坯锻造得初级锻坯;三、保温后经β相区镦拔锻造得二级锻坯;四、经α+β两相区镦拔锻造得四级锻坯;五、经镦拔终锻锻造得锻件;六、保温后经一火轧制得一火轧制板坯;七、保温后经二火轧制得二火轧制板坯;八、经退火处理得ta15钛合金中厚板。本发明选择对应的变形温度,结合采用多火次大变形量的镦拔锻造,使得组织粗大的ta15钛合金铸锭在大变形量下破碎,并为再结晶提供了驱动力,提高晶粒细化和均匀化程度,得到细晶超塑性ta15钛合金中厚板。
7.虽然现有技术中存在一些对高温钛合金形态性能的一些研究,但是仍然存在一系列不足和问题,例如高速冲击带来的剪切形变敏感性消除不够彻底,钛合金型材的抗冲击性能提高有限。因此亟需提供一种能够有效降低绝热剪切敏感性的钛合金及其制备方法。
技术实现要素:
8.为了降低抗高速冲击领域用钛合金的绝热剪切敏感性,本发明的目的在于提供一种低绝热剪切敏感性的梯度钛合金及其制备方法。更具体地,采用所述方法制备的钛合金,可期望获得大于400j/cm3的单位体积吸收功。
9.本发明的发明人研究发现,绝热剪切带在扩展时会受到晶界等大尺度界面的影响发生偏转甚至终止,因此发明人从对材料内的晶界、成分界面等进行设计出发,来获得具有低绝热剪切敏感性的钛合金。然而,现有技术公开的研究难以实现对材料内晶界、相界及成分界面的控制。通过发明人发现,本发明研究得到的钛合金组织内部形成一条界限分明的成分界面,成分界面两侧的晶粒取向各不相同,并各自具有高取向性。成分界面为高密度的晶粒交错区域,即成分界面实现强化效应,对高温下钛合金受到冲击产生的剪切形变具有有效的限定作用,能够限制原始晶粒的大面积形变,从而降低钛合金材料的绝热剪切敏感性。优选的,所述成分界面呈明显的带状,其厚度为1-5μm,该厚度范围内的界面厚度能最大限度地降低钛合金的绝热剪切敏感性。
10.在工艺上本发明通过3d打印的工艺方法,得到具有成分界面且界面两侧原始β晶粒晶界排布互相垂直的梯度钛合金,成功的提高了钛合金的单位体积吸收功,降低了其绝热剪切敏感性。同时本发明的工艺方法还具有制备成本低的优点。
11.具体地,本发明第一方面提供一种低绝热剪切敏感性的梯度钛合金,所述钛合金为板状;所述钛合金的厚度为10mm~50mm,平面尺寸为7cm*7cm~50cm*50cm,平行度为0.02~0.1;所述钛合金组织具有明显的成分界面,两侧成分不同;所述钛合金的显微组织特征为界面两侧均为魏氏组织,两侧原始β晶粒均为柱状魏氏组织晶,两侧柱状晶互相垂直,且两侧的原始β晶粒晶界宽度小于20μm、次生α集束宽度小于70μm且集束间板条具有大取向差、次生α层片宽度小于5μm。
12.在优选的实施方式中,上述梯度钛合金的的成分界面呈明显的带状,其厚度为1-5μm。
13.在优选的实施方式中,上述梯度钛合金的的成分界面两侧含有至少两种结构不同的钛合金相。
14.在优选的实施方式中,上述梯度钛合金的成分界面两侧分别含有tc4和ta15钛合金相。
15.另外,本发明第二方面提供一种所述的低绝热剪切敏感性的梯度钛合金的制备方法,通过以下方法制备获得:
16.(1)使用送粉的3d打印设备,以高纯氩气为载体,以3~5g/min的速度输送粒径为90~270目的ta15粉体,以1200~1800w的激光功率进行扫描,扫描速率为8~12mm/s,扫描道间隔为1~2mm,打印制备底面为5~25mm乘以70~500mm,高为70~500mm的钛合金块体,冷却方式为空冷;
17.(2)将步骤(1)所述块体放平,以5~25mm方向为高度方向,在其上以相同工艺打印粒径为90~270目的tc4粉体,打印高度为5~25mm,得到底面为70mm*70mm~500mm*500mm、高为10mm~50mm的钛合金板,冷却方式为空冷;
18.(3)将步骤(2)所述的钛合金板进行退火处理,温度为850℃~1000℃,保温时间为1~1.5h,冷却方式为空冷。
19.进一步地,本发明第三方面提供一种低绝热剪切敏感性的梯度钛合金的应用。
20.在优选的实施方式中,将通过上述方法制备的梯度钛合金板材进行线切割和车铣,即获得规定尺寸和平行度的板材。
21.有益效果
22.(1)本发明采用3d打印的方法,制备得到了具有明显成分界面且界面两侧原始β晶粒晶界互相垂直排布的梯度成分钛合金板材。因此,本发明所述的钛合金板的制备方法解决了以往制备方法无法使钛合金内晶界受控排布的问题,且成本较低,具有较高的实用价值。
23.(2)本发明的低绝热剪切敏感性的梯度钛合金,控制了成分界面两侧晶界的排布方向,通过后续热处理获得均匀的魏氏组织,其中次生α相尺寸相比铸造组织明显细化,次生α层片厚度小于5μm、次生α集束厚度小于70μm,具有这种组织的钛合金的动态强度得到提高,组织变形协调性增强,绝热剪切带在扩展过程中受到成分界面及彼此间垂直排布的原始β晶粒晶界的影响发生偏转甚至终止,降低了材料的绝热剪切敏感性,提高了材料抗高速冲击毁伤的防护性能。
24.(3)同时的低绝热剪切敏感性的梯度钛合金的上述两相组织成分界面为一条特定厚度的带状组织密集区,对高温下钛合金受到冲击产生的剪切形变具有有效的限定作用,能够限制原始晶粒的大面积形变,从而降低钛合金材料的绝热剪切敏感性。本发明实验表明,本发明制备的成分为复合相tc4-ta15的低绝热剪切敏感性梯度钛合金板材,在3000/s的应变率下,其单位体积吸收功可达到400j/cm3以上,相比传统tc4及ta15钛合金提高50%以上。
附图说明
25.图1为实施例1制备的低绝热剪切敏感性梯度钛合金材料内部界面分布示意图。
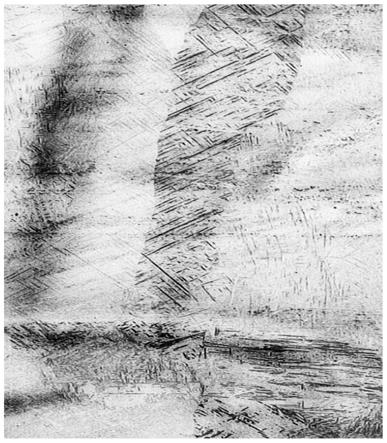
26.图2为制备的低绝热剪切敏感性梯度钛合金材料内部界面分布电镜图。
具体实施方式
27.下面具体实施例来详述本发明,但不限于此。
28.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的模块或具有相同或类似功能的模块。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
29.在本说明书的描述中,参考术语“一个实施例”、“另一个实施例”等的描述意指结合该实施例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
30.ta15钛合金
31.ta15钛合金的名义成分为ti-6.5al-2zr-1mo-1v。其主要的强化机制是通过α稳定元素ai的固溶强化。加入中性元素zr和β稳定元素mo和v,可以改善工艺性。该合金的ai当量为6.58%,mo当量为2.46%,属于高ai当量的近α型钛合金,所以它既具有α型钛合金良好的热强性和可焊性,又具有接近于α-β型钛合金的工艺塑性。ta15合金具有中等的室温和高温强度、良好的热稳定性和焊接性能,工艺塑性稍低于tc4。
32.tc4
33.钛合金tc4材料的组成为ti-6al-4v,属于(α+β)型钛合金,具有良好的综合力学机械性能。比强度大。tc4的强度sb=1.012gpa,密度g=4.51g/cm3,比强度sb/g=23.5,而合金钢的比强度sb/g小于18。钛合金热导率低。钛合金的热导率为铁的1/5、铝的1/10,tc4的热导率为7.955w/m
·
k。
34.shpb实验
35.又称分离式霍普金森压杆(split hopkinson pressure bar,shpb)高温冲击实验。实验装置使用wdw-300型材料试验机和以及ф14.5mm分离式霍普金森压杆实验装置。本发明实验在入射杆撞击端加装黄铜垫片进行波形整形,以实现恒应变率加载,并使用超动态信号测试分析系统进行应变数据以及极限条件下的单位体积吸收功数据采集。此外,在试件两端均加装高强钢垫块以防止杆端面受损,并利用塑料外壳罩住整个试件回收反应后的碎片。
36.本发明的具体实施例的方案进一步阐述如下。
37.实施例1
38.本发明所述的低绝热剪切敏感性的梯度钛合金的制备方法,所述方法步骤如下:
39.(1)使用送粉的3d打印设备,以高纯氩气为载体,以4g/min的速度输送粒径为140目的ta15粉体,以1500w的激光功率进行扫描,扫描速率为10mm/s,扫描道间隔为1.5mm,打印制备底面为10mm乘以200mm,高为200mm的钛合金块体,冷却方式为空冷;
40.(2)将步骤(1)所述块体放平,以10mm方向为高度方向,在其上以相同工艺打印粒径为90目的tc4粉体,打印高度为10mm,得到底面为200mm*200mm、高为20mm的钛合金板,冷却方式为空冷;
41.(3)将步骤(2)所述的钛合金板进行退火处理,温度为930℃,保温时间为1h,冷却
方式为空冷。
42.将通过上述方法制备的梯度钛合金板材进行线切割和车铣,已获得规定尺寸和平行度的板材,其显身组织具有明显的成分界面,界面两侧均为魏氏组织,两侧原始β晶粒均为柱状魏氏组织晶,两侧柱状晶互相垂直,两侧的原始β晶粒晶界宽度小于20μm、次生α集束宽度小于70μm且集束间板条具有大取向差、次生α层片宽度小于5μm。
43.经shpb实验,3000/s的应变率条件下,本实施例得到的钛合金板的单位体积吸收功为410j/cm3。
44.本发明实施例1得到的低绝热剪切敏感性的梯度钛合金的组织金相电镜图如图1所示。可以看出,在成分界面两侧,晶粒的取向性各异,生长都终止于成分界面处。成分界面形成带状区域明显。图2示意图更加形象地描述本发明得到低绝热剪切敏感性的梯度钛合金的独特的组织结构。
45.实施例2
46.本发明所述的低绝热剪切敏感性的梯度钛合金的制备方法,所述方法步骤如下:
47.(1)使用送粉的3d打印设备,以高纯氩气为载体,以5g/min的速度输送粒径为160目的ta15粉体,以1500w的激光功率进行扫描,扫描速率为12mm/s,扫描道间隔为2mm,打印制备底面为15mm乘以200mm,高为200mm的钛合金块体,冷却方式为空冷;
48.(2)将步骤(1)所述块体放平,以15mm方向为高度方向,在其上以相同工艺打印粒径为140目的tc4粉体,打印高度为15mm,得到底面为200mm*200mm、高为30mm的钛合金板,冷却方式为空冷;
49.(3)将步骤(2)所述的钛合金板进行退火处理,温度为960℃,保温时间为1.5h,冷却方式为空冷。
50.将通过上述方法制备的梯度钛合金板材进行线切割和车铣,已获得规定尺寸和平行度的板材,其显身组织具有明显的成分界面,界面两侧均为魏氏组织,两侧原始β晶粒均为柱状魏氏组织晶,两侧柱状晶互相垂直,两侧的原始β晶粒晶界宽度小于20μm、次生α集束宽度小于70μm且集束间板条具有大取向差、次生α层片宽度小于5μm。
51.经shpb实验,3000/s的应变率条件下,本实施例得到的钛合金板的单位体积吸收功为400j/cm3。
52.实施例3
53.本发明所述的低绝热剪切敏感性的梯度钛合金的制备方法,所述方法步骤如下:
54.(1)使用送粉的3d打印设备,以高纯氩气为载体,以3g/min的速度输送粒径为90目的ta15粉体,以1700w的激光功率进行扫描,扫描速率为10mm/s,扫描道间隔为1mm,打印制备底面为10mm乘以200mm,高为200mm的钛合金块体,冷却方式为空冷;
55.(2)将步骤(1)所述块体放平,以10mm方向为高度方向,在其上以相同工艺打印粒径为140目的tc4粉体,打印高度为10mm,得到底面为200mm*200mm、高为20mm的钛合金板,冷却方式为空冷;
56.(3)将步骤(2)所述的钛合金板进行退火处理,温度为1000℃,保温时间为1h,冷却方式为空冷。
57.将通过上述方法制备的梯度钛合金板材进行线切割和车铣,已获得规定尺寸和平行度的板材,其显身组织具有明显的成分界面,界面两侧均为魏氏组织,两侧原始β晶粒均
为柱状魏氏组织晶,两侧柱状晶互相垂直,两侧的原始β晶粒晶界宽度小于20μm、次生α集束宽度小于70μm且集束间板条具有大取向差、次生α层片宽度小于5μm。
58.经shpb实验,3000/s的应变率条件下,本实施例得到的钛合金板的单位体积吸收功为420j/cm3。
59.对比例1(cn104018106a)
60.取最接近的现有技术cn104018106a的实施例1的样品为对比例1,其获得样品的单位体积吸收功为248j/cm3。
61.因此相比较而言,相对于对比例的技术方案而言而言,本发明实施例得到低绝热剪切敏感性的梯度钛合金,在3000/s的应变率条件下,本实施例得到的钛合金板的单位体积吸收功大于420j/cm3,而对比例的样品的单位体积吸收功不超过250j/cm3。本发明的技术方案获得的低绝热剪切敏感性的梯度钛合金的抗冲击性能提升明显。
62.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1