一种咖啡机按压板PVD镀膜工艺的制作方法
一种咖啡机按压板pvd镀膜工艺
技术领域
1.本发明涉及镀膜的技术领域,尤其是涉及一种咖啡机按压板pvd镀膜工艺。
背景技术:
2.咖啡机是制造咖啡的机器,咖啡机分为电动咖啡机和手压式咖啡机,手压式咖啡机包括按压板,在使用过程中,按压板容易出现被腐蚀的情况,影响咖啡机的正常使用。
3.目前现有的咖啡机按压板在制作时会先进行电镀处理,电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化,提高耐磨性、导电性、反光性、抗腐蚀性及增进美观等作用。
4.在实现本技术的过程中,发明人发现上述技术至少存在以下问题:电镀镀上的薄膜的硬度较低,从而导致按压板的使用寿命较短。
技术实现要素:
5.为了解决电镀镀上的薄膜的硬度较低的问题,本技术提供一种咖啡机按压板pvd镀膜工艺。
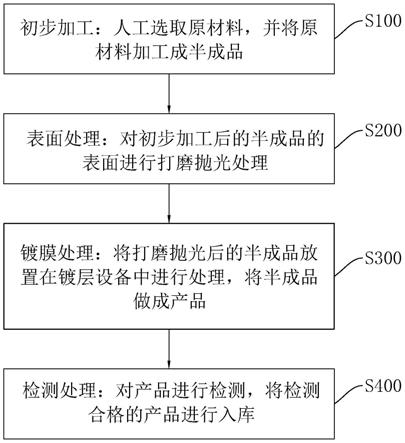
6.本技术提供一种咖啡机按压板pvd镀膜工艺,采用如下的技术方案:一种咖啡机按压板pvd镀膜工艺,包括以下步骤:s100、初步加工:人工选取原材料,并将原材料加工成半成品;s200、表面处理:对初步加工后的半成品的表面进行打磨抛光处理;s300、镀膜处理:将打磨抛光后的半成品放置在镀层设备中进行处理,将半成品做成产品;s400、检验处理:对产品进行检测,将检测合格的产品进行入库;其中,在步骤s300中,所述镀膜处理为pvd真空镀处理,将半成品清洗后放进炉内并抽真空,通过物理的方法将材料沉积在半成品上完成镀膜处理。
7.通过采用上述技术方案,在加工好的半成品表面进行pvd真空镀处理,利用物理过程实现物质转移,将原子或分子由源转移到基材表面上的过程。可以使得具有强度高、耐磨性、散热性、耐腐性等的微粒喷涂在半成品上形成产品,使得产品具有更好的性能。
8.在一个具体的可实施方案中,在步骤s100中,将所述原材料加工成半成品具体经过溶解、压铸、冲切、车加工孔、组装的步骤。
9.通过采用上述技术方案,对锌原料进行加工,将锌原料加工成按压板的形状后进行镀膜处理,从而提高产品的性能,延长产品的使用寿命。
10.在一个具体的可实施方案中,所述原材料为锌原料,所述锌原料在溶解时锌汤的温度为420
±
10℃。
11.通过采用上述技术方案,将锌原料的温度保持在420
±
10℃,能够更好地对锌原料进行压铸,从而使得压铸成的半成品达到所需的标准。
12.在一个具体的可实施方案中,在步骤s100后,对半成品进行半成品检测,检测原材料加工过程中每一步骤是否合格,将不合格的半成品列为次品并取出,将合格的半成品入库等待处理。
13.通过采用上述技术方案,能将不符合要求的产品挑选出来,尽可能防止对不合格的产品进行加工,造成资源的浪费,能够有效的控制生产成本。
14.在一个具体的可实施方案中,在步骤s200后,需检测所有抛光表面没有变形或凹陷;若未检测出半成品表面有变形或凹陷,则进行下一步骤;若检测出半成品表面有变形或凹陷,则列为次品并将该半成品取出。
15.通过采用上述技术方案,半成品表面有变形或凹陷会影响后续的镀膜处理,并且生产出来的产品表面变形或者有凹陷可能会影响产品的正常使用。
16.在一个具体的可实施方案中,在步骤s200后,对半成品的锋利边缘进行打磨处理,并选取没有锋利边缘的半成品进行下一步处理。
17.通过采用上述技术方案,将半成品的边缘进行打磨,能够减少生产过程中生产人员被半成品锋利的边缘划伤的情况,并且能够使得生产出来的产品的边缘更加光滑。
18.在一个具体的可实施方案中,在步骤s300前,对半成品进行电镀处理,所述半成品包括按压部和安装部,所述半成品按压部的镀层包括不小于15μm的铜、不小于10μm的镍和不小于0.1μm的铬,所述半成品安装部的镀层包括不小于8μm的铜、不小于2μm的镍和不小于0.01μm的铬。
19.通过采用上述技术方案,根据要求分别对半成品的按压部和安装部进行电镀,使得电镀后的薄膜具有较好的性能,能够缓解半成品被腐蚀的情况发生。
20.在一个具体的可实施方案中,在步骤s300后,对半成品进行48小时盐雾试验。
21.通过采用上述技术方案,通过创造的人工模拟盐雾环境条件来考核产品或金属材料耐腐蚀性能的环境试验,能够检测电镀和pvd真空镀在半成品上镀的膜是否满足需求。
22.在一个具体的可实施方案中,所述检测处理具体包括进料检测、外观全检、入库检测和出库检测。
23.通过采用上述技术方案,每一步骤都对产品进行检测,能够及时发现出错的产品,并将产品取出从而减少不合格的产品被生产出来。
24.在一个具体的可实施方案中,所述入库检测包括对产品的外观和尺寸进行检测,所述出货检测包括对产品的数量、标签、包装方式和送货单进行检测。
25.通过采用上述技术方案,对产品进行检测,能够及时发现出错的产品,并将产品取出从而减少不合格的产品被生产出来。
26.综上所述,本技术包括以下至少一种有益技术效果:1、在加工好的半成品表面进行pvd真空镀处理,利用物理过程实现物质转移,将原子或分子由源转移到基材表面上的过程。可以使得具有强度高、耐磨性、散热性、耐腐性等的微粒喷涂在半成品上形成产品,使得产品具有更好的性能。
27.2、能将不符合要求的产品挑选出来,尽可能防止对不合格的产品进行加工,造成资源的浪费,能够有效的控制生产成本。
28.3、根据要求分别对半成品的按压部和安装部进行电镀,使得电镀后的薄膜具有较
好的性能,能够缓解半成品被腐蚀的情况发生。
附图说明
29.图1是本技术实施例中一种咖啡机按压板pvd镀膜工艺的整体流程示意图。
具体实施方式
30.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施方式作进一步地详细说明。
31.本技术实施例公开一种咖啡机按压板pvd镀膜工艺,具体包括以下步骤:s100、初步加工:通过人工选取原材料,并将原材料加工成半成品;其中,本实施例中原材料为锌原料,在进行初步加工之前需要对原材料进行检验,判断原材料的材质成分是否符合标准。初步加工是将锌原料加工成按压板形状的半成品,具体需要经过溶解、压铸、冲切、车加工孔、组装的步骤。
32.在实施中,锌原料通过加热溶解,溶解时锌汤的温度为420
±
10℃。420
±
10℃的锌汤流动性较高,使得在进行浇筑的过程中锌汤不会出现固化等情况,能够使得压铸出来的半成品达到所需要的标准。
33.在制造半成品的过程中,需要对半成品进行半成品检测,检测原材料加工过程中的每一步骤是否合格,将不合格的半成品列为次品并取出,将合格的半成品入库等待处理。
34.具体的,压铸之后对半成品的外观和尺寸进行检测,冲切之后对半成品的外观进行检测,车加工孔之后对半成品的外观和尺寸进行检测,组装之后对半成品的外观进行检测,并且在最后再对半成品的整体外观和尺寸进行检测,从而尽可能确保进行下一工序的半成品符合要求。
35.s200、表面处理:对初步加工后的半成品的表面进行打磨抛光处理;其中,对半成品表面进行打磨抛光处理过后,需要检测所有抛光表面没有变形或凹陷,若未检测出半成品表面有变形或凹陷,则进行下一步骤;若检测出半成品表面有变形或凹陷,则列为次品并将该半成品取出。
36.在实施中,生产出来的产品表面发生变形或者有缺陷可能会影响产品的正常使用,按压板在压咖啡豆时若表面不平整会影响打磨出来的咖啡豆的效果,影响咖啡的整体口感。
37.在对半成品的表面进行打磨抛光处理之后,需要对半成品的锋利边缘进行打磨处理,尽可能减少生产过程中生产人员被半成品锋利的边缘划伤的情况,并且能够使得生产出来的产品的边缘更加光滑。选取出没有锋利边缘的半成品,并对该半成品进行下一步处理。
38.s300、镀膜处理:将打磨抛光后的半成品放置在镀层设备中进行处理,将半成品做成产品;具体的,首先对半成品进行电镀处理,半成品包括按压部和安装部,电镀处理后的半成品按压部的镀层包括不小于15μm的铜、不小于10μm的镍和不小于0.1μm的铬,半成品安装部的镀层包括不小于8μm的铜、不小于2μm的镍和不小于0.01μm的铬。
39.在实施中,根据设定的竖直分别对半成品的按压部和安装部进行电镀,使得电镀
后的薄膜具有较好的性能,能够缓解半成品被腐蚀的情况发生。
40.其中,电镀处理之后,会在半成品的表面进行pvd真空镀处理,将半成品清洗后放进炉内并抽真空,通过物理的方法将材料沉积在半成品上完成镀膜处理。在本实施例中,通过溅射的方式,将原子或分子由源转移到半成品的表面,可以使得具有强度高、耐磨性、散热性、耐腐性等的微粒喷涂在半成品上形成产品,使得产品具有更好的性能。pvd真空镀制备的薄膜具有高硬度、低摩擦系数、很好的耐磨性和化学稳定性等优点。咖啡机的按压板在实际使用中,会经常性地与咖啡豆或者咖啡机其他的部件产生摩擦,因此在按压板的表面进行pvd真空膜能够提高按压板的使用寿命。
41.在步骤s300之后,需要对半成品的抗腐蚀性进行检测。本实施例中,采用48小时盐雾试验,通过创造的人工模拟盐雾环境条件来考核产品或金属材料耐腐蚀性能的环境试验,能够检测电镀和pvd真空镀在半成品上镀的膜是否满足需求。
42.s400、检验处理:对产品进行检测,将检测合格的产品进行入库。
43.其中,检测处理具体包括进料检测、外观全检、入库检测和出库检测。具体的,进料检测能够检测出接收到的产品,外观全检能够检测产品的外观是否满足实际需求,入库检测包括对产品的外观和尺寸进行检测,出货检测包括对产品的数量、标签、包装方式和送货单进行检测。
44.在实施中,通过对每一道工序进行检测,能够及时发现不合格的产品,尽可能避免不合格的产品进行下一道工序,提高了生产的质量,并且减少了不合格产品继续生产造成的经济损失。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1