用于位置特定晶片抛光的辊的制作方法
1.本公开涉及化学机械抛光,并且具体地涉及使用辊来解决抛光不均匀性。
背景技术:
2.集成电路通常通过在硅晶片上依次沉积导电层、半导电层或绝缘层并通过对这些层的后续处理而形成在基板(例如,半导体晶片)上。
3.一个制造步骤涉及在非平面表面上沉积填料层并使该填料层平面化直到暴露非平面表面。例如,导电填料层可被沉积在经图案化的绝缘层上以填充该绝缘层中的沟槽或孔洞。然后,填料层被抛光直到绝缘层的凸起图案被暴露。在平面化之后,保留在绝缘层的凸起图案之间的导电层的部分形成通孔、插塞和线路,这些通孔、插塞和线路在基板上的薄膜电路之间提供导电路径。此外,平面化可以用于使用于光刻的基板表面平面化。
4.化学机械抛光(cmp)是一种公认的平面化方法。该平面化方法通常要求基板被安装在承载头上。基板的被暴露的表面抵靠旋转的抛光垫而放置。承载头提供基板上的可控负载,从而将其推至抵靠抛光垫。抛光液(诸如具有研磨颗粒的浆料)在材料去除期间被供应到抛光垫的表面。
技术实现要素:
5.在一个方面,一种抛光装置包括:支撑件,所述支撑件被配置为在平面中接收和保持基板;抛光垫,所述抛光垫固定到旋转滚筒的圆柱形表面;第一致动器,所述第一致动器用于绕着平行于所述平面的第一轴旋转所述滚筒;第二致动器,所述第二致动器用于使所述旋转滚筒上的所述抛光垫与所述基板接触;以及端口,所述端口用于将抛光液分配到所述抛光垫与所述基板之间的界面。
6.在另一方面,一种化学机械抛光基板的方法包括:使辊的圆柱形抛光表面与基板的前面接触,其中所述辊的主轴与所述抛光表面平行;将抛光液供应至所述抛光垫与所述基板之间的界面;以及导致所述辊与所述基板之间的相对运动以便抛光所述基板的抛光不足区域而不从所述基板的所述前面的至少一部分去除材料。所述相对运动至少包括在将所述辊按压抵靠所述基板的所述前面的同时绕着所述主轴旋转所述辊。
7.在另一方面中,一种化学机械抛光基板的方法包括:获取基板的厚度轮廓;从所述厚度轮廓确定所述基板的抛光的角不对称性;使辊的圆柱形抛光表面与基板的前面接触,其中所述辊的主轴与所述抛光表面平行;将抛光液供应至所述基板的表面;在将所述辊按压抵靠所述基板的所述前面的同时绕着所述主轴旋转所述辊;以及当所述基板的抛光不足区域在所述辊下方经过时,进行减少所述基板的旋转速率、增加所述辊的旋转速率、或增加所述辊抵靠所述基板的所述前面的压力中的至少一者,以便补偿所述角不对称性。
8.在另一方面,一种化学机械抛光基板的方法包括:使辊的圆柱形抛光表面与基板的前面接触,其中所述辊的主轴与所述抛光表面平行;将抛光液供应至所述基板的表面;以及在将所述辊按压抵靠所述基板的所述前面的同时绕着所述主轴旋转所述辊。
9.实施方式的有点可以包括但不限于以下中的一者或多者。
10.通过使用利用抛光辊的位置特定轮廓校正,可以减少晶片内不均匀性(wiwnu)和晶片间不均匀性(wtwnu)。材料去除可以补偿在主要cmp步骤之后引起的边缘厚度不均匀性和/或在进行初级抛光之前校正传入的基板膜厚度轮廓。施加到抛光辊的压力直接传递到基板表面而不是通过晶片背面,增加了位置特定性并减少了位置特定抛光期间的基板弯曲。压力区的尺寸很小并且由抛光辊的尺寸控制,允许在高度特定的区域中去除材料。
11.在以下所附附图和描述中阐述一个或多个实施例的细节。其他特征、方面和优点将从该说明书、附图和权利要求书中变得显而易见。
附图说明
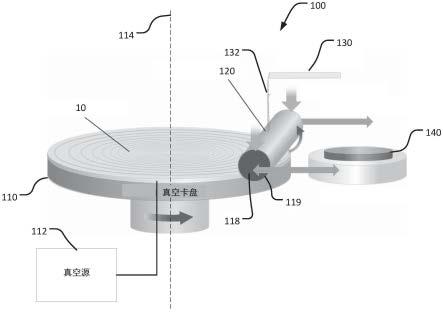
12.图1是基板抛光装置的透视示意图。
13.图2a和图2b是包括一个或多个旋转抛光垫的示例性基板抛光装置的侧视示意图。
14.图3是描绘示例边缘厚度轮廓的图表。
15.图4是描绘处理之前的第一边缘厚度轮廓和处理之后的第二边缘厚度轮廓的图表。
16.图5a和图5b是基板抛光装置的示意性俯视图。
17.图6a至图6c是包括轮状抛光垫的基板抛光装置的示意图。
18.各个附图中相同的附图标记和命名指示相同的要素。
具体实施方式
19.在cmp操作的过程中,由于抛光垫或承载头压力或停留时间不一致或其他固有的抛光不均匀性,跨基板表面的基板厚度可能会变化。例如,一些基板会出现“复选标记(check mark)”不均匀性,其中靠近基板边缘但不在基板边缘的环形区域抛光不足。此外,基板边缘可能是不对称的。
20.cmp客户对可交付的基板施加严格的薄膜厚度均匀性阈值。典型的cmp工艺通常会对基板的大部分中心表面区域达到这些阈值。然而,基板边缘、抛光垫和头固定环之间的相互作用会导致边缘区域中的不均匀性,包括“复选标记”特征,这不能通过头区域的压力控制来消除。此外,传入的基板可能包括利用现有的头技术难以或不可能校正的不均匀的膜厚度轮廓,诸如预先存在的大边缘厚度轮廓。
21.已经提出了各种“修整(touch-up)”抛光工艺,例如,使用小的旋转盘形抛光垫。然而,这种“修整”抛光工艺在小区域中接触基板,因此产量低。
22.本文描述的是一种位置特定的抛光方法。方法可以提供基板边缘厚度轮廓校正。材料去除是通过抛光辊(例如,固定在圆柱形辊的外表面上的抛光垫)完成的。可以选择抛光辊的参数(例如,辊直径、垫粒度)以对应于基板形状和/或厚度轮廓,从而实现设计的灵活性。此外,可以常规购买或3d打印抛光辊,从而实现成本节约并减少设备停机进行维护的时间。控制器的功能是优化基板旋转速度、抛光辊旋转速度和辊扫描轮廓以实现精确的、位置特定的材料去除。
23.图1示出了用于抛光基板的抛光不足区域的示例化学机械抛光装置100。抛光装置100包括可旋转盘形工作台110,基板10位于该可旋转盘形工作台110上。工作台110可被操
作以绕着第一轴114旋转,例如,电动机可以转动驱动轴以旋转工作台110。基板10例如通过由真空源112(例如真空卡盘)施加到基板10的底表面的真空而被保持在工作台110的顶表面上。真空工作台110在绕着轴114旋转时维持基板10在工作台110上的定向和位置。真空工作台110将基板10的整个顶表面提供给抛光装置100并且不妨碍抛光工艺。
24.抛光设备100包括第一致动器,该第一致动器可操作以使滚筒118绕着主轴旋转。抛光垫119固定到筒118的圆柱形外表面的至少一部分,从而形成圆柱形抛光表面。筒118和经固定的抛光垫119构成辊120。辊120抛光表面由适用于基板10的抛光和平面化的材料构成。抛光垫材料可以是聚合物层,例如聚氨酯,并且可以是微孔层,例如ic1000
tm
抛光层材料。图1的筒118是长度大于直径的圆柱形。旋转的主轴与辊120的纵向轴同轴。辊120被布置成使得主轴与基板10的正面(例如,上表面)平行。
25.抛光设备100包括第二致动器以控制辊120相对于基板10和工作台110的垂直位置。第二致动器操作以使辊120纵向表面与基板10表面接触或者从与基板10表面接触移除辊120表面。
26.抛光装置100包括端口130以将抛光液(诸如,研磨浆料)分配到辊120上。替代地,端口可以将抛光液直接分配到基板10上的抛光液将由工作台110的旋转而被携带到的辊120下方的位置。
27.抛光装置100还可以包括抛光垫调节器140(例如嵌入金刚石的调节器盘)以研磨辊120表面以将辊120保持在一致的研磨状态。垫调节器140可以以与工作台110或基板10的顶部大致共面的面朝上的方式被定位为与工作台110相邻。
28.图2a和图2b分别说明了使用一个辊120和两个辊220(例如辊220a和辊220b)的抛光装置100的操作。参考图2a,支撑基板10的工作台110绕着轴114旋转。诸如由控制辊120的旋转运动的第二电动机使辊120绕着主轴旋转。图2a的侧视图中的主轴延伸到页面中。
29.抛光液132经由端口130供应到辊120抛光表面,如图1所示。在一些实施例中,抛光液132经由端口130供应至基板10表面。辊120主轴可以相对于将基板10中心点连接到辊120中心点的射线(例如,线段)以从0
°
(例如,平行于)到90
°
(例如,垂直于)的范围内的任何角度定向。例如,图1的辊120主轴被定向为垂直于将基板10中心点连接到辊120中心点的射线(例如,与将基板10中心点连接到辊120中心点的射线成90
°
)。
30.参考图5a,由于靠近基板边缘的顶表面的区域通常可能抛光不足,因此可以特别使用的实施方式是其中辊120的边缘122位于或靠近基板10的边缘12(例如在2mm以内)的实施方式。此外,辊120基本上垂直于将基板中心点14连接到辊中心点124的射线r(例如,成80-90
°
)。在这种配置中,抛光动作集中在与基板边缘12相邻的基板10的顶表面的环形区域20处,其中在与基板边缘间隔开的区域22中具有更高的抛光速率。环形区域20径向向内的中心区域24不被抛光。这种配置可以非常适用于补偿复选标记区域。应注意,此处的抛光发生在基板的大致平面的表面上。
31.替代地,如图5b所示,辊120的边缘122可以被定位为从基板10的边缘12径向向内,例如1-30mm。再次,辊120基本上垂直于将基板中心点14连接到辊中心点124的射线r(例如,80-90
°
)。在这种配置中,抛光动作集中在与基板边缘12间隔开的基板10的顶表面的环形区域30处。在更靠近环形区域30的内径的区域32中可以具有更高的抛光速率。环形区域30径向向内的中心区域34和围绕经抛光的环形区域30的第二环形区域36不被抛光。这种配置可
以非常适用于补偿复选标记区域。
32.返回图1,使辊120与基板10的前面接触,从而在辊120抛光表面和基板10前面之间形成接触区域。抛光装置100命令第二致动器以在与基板10正交且朝向基板10的方向(例如,在图2a中向下)向辊120施加力(例如,被按压)。经由辊120施加到接触区域的力可以在从30psi到70psi的范围内(例如,40psi到50psi,或60psi到70psi)。
33.在抛光液132存在的情况下辊120抛光表面的旋转运动导致接触区域中的一部分的基板10材料被去除(例如被抛光),而不去除接触区域之外的基板10材料。如果需要,可以沿与基板10的平面平行的轴移动辊120(例如在图2a中的从右向左)以沿基板10前面重新定位接触区域。基板10的旋转和辊120的旋转以及平移运动产生辊120和基板10前面之间的相对运动。当与基板10接触时,辊120的旋转速度可以在从10rpm至2500rpm(例如,50rpm至1500rpm)的范围内。
34.辊120的抛光表面与基板10接触的时间段为接触时间。辊在任何特定区域上方的停留时间,连同压力和旋转速率,决定了从基材去除的材料量。在辊120抛光表面的辊120与基板10的接触时间后,可以从基板10移除辊120以停止抛光。接触时间可以在小于1s至600s的范围内。
35.在完成抛光操作之后,可以通过从基板10前面移除辊120并将辊120抛光表面与垫调节器140接触来重新调节抛光表面。例如,第二致动器可以将辊从基板上方的位置水平移动到垫调节器140上方的位置。抛光装置100导致辊120在与垫调节器140接触时旋转运动,由此研磨辊120抛光表面的外层。辊120在继续旋转调节时间时保持与垫调节器140接触。在一些实施例中,辊120和垫调节器140之间的附加相对运动可以包括使辊120沿着与垫调节器140表面平行的轴平移。
36.图2b示出了抛光装置200的另一个实施方式,该抛光装置200包括辊220a和辊220b(统称为辊220)以抛光基板10。基板10在工作台110上绕着轴114旋转。两个端口230a和230b(统称为端口230)分别定位为与辊220a和220b相邻,为每一个供应抛光液132。在这样的实施例中,辊220可以基本相同或不同,包括抛光表面的长度、直径、可压缩性、弹性和材料成分。例如,辊220a的抛光表面可以具有第一硬度计值,并且辊220b的抛光表面可以具有不同的第二硬度计值。
37.辊子220a和220b(统称为辊220)可以在衬底10与各自的辊220a和220b之间产生基本相同或不同的相对运动,包括各自的旋转速度和/或平移速度、平移轴方向和/或主轴方向。
38.抛光装置200包括两个垫调节器240,分别是垫调节器240a和240b。垫调节器240可以是基本相同或不同的材料,并且包括基本相同或不同的研磨能力(例如,粒度)。例如,辊垫调节器240a的调节表面可以具有第一硬度计值,并且辊垫调节器240b的调节表面可以具有不同的第二硬度计值。辊220可以被操作以同时或不同地接触垫调节器240。
39.包括两个或更多个辊220的实施例可以减少基板10抛光时间,由此降低与基板10抛光相关的材料和时间成本。
40.接触时间、辊120的旋转速度和平移速度以及压力参数可以基于去除的材料量来确定以实现厚度轮廓限制并构成校正轮廓。可以将校正轮廓加载到抛光装置100的控制器中以控制工作台110、辊120和132的流速。图3是将在y轴上的从基板10的表面去除的材料与
在x轴上的晶片径向位置进行比较的图表。y轴描绘了从0埃到的去除的材料范围。较高的y轴值表示在对应的x轴径向位置处从基板10表面去除了更多材料。x轴包括从120mm至150mm范围内的径向位置。图3包括描绘两个表面轮廓(第一表面轮廓320a和第二表面轮廓320b)的线,它们在x轴上从120mm延伸到145mm。
41.表面轮廓320a是沿着从基板10的中心径向延伸120mm至145mm的八条线测量的八个经测量的表面轮廓的计算出的平均轮廓,其中八条线以围绕基板10的圆周的均匀径向间隔定向。
42.抛光装置100被操作以根据两个校正轮廓来抛光基板10。对应于表面轮廓320a的第一校正轮廓包括45psi的压力参数,并且辊120在总计125秒的停留时间的五个分别的时间段被定位在五个径向位置处。初始辊120的位置为沿着从基板10中心的径向射线大约137mm,第二位置为大约135mm,第三位置为大约133mm,第四位置为大约131mm,并且第五位置为大约128mm。
43.辊120在第一、第二、第三、第四和第五径向位置分别具有35秒、30、25秒、20秒和15秒的停留时间。此后,将辊120从与基板10接触移除。这产生了倾斜的表面轮廓320a,其中辊120在最外径向位置(137mm)处去除了更大量的材料并且在依次向内定位的径向位置处去除了相继更少的材料。
44.对应于表面轮廓320b的第二校正轮廓包括45psi的压力参数,并且辊120在总计60秒的停留时间的四个15秒的时间段被定位在径向线的四个径向位置处。初始辊120的位置为沿着从基板10中心的径向射线大约131mm,第二位置为大约133mm,第三位置为大约136mm,第四位置为大约139mm。
45.辊120在每个径向位置处分别具有15秒的停留时间,并且此后将辊120从与基板10接触移除。这产生了倾斜的表面轮廓320b,其中辊120在最外径向位置(137mm)处去除了更小量的材料并且在依次向内定位的径向位置处去除了相继更多的材料。
46.图4是将y轴上的沿着从基板10中心点延伸为射线的线测量的以埃为单位的基板10表面高度与在x轴上的以mm为单位的径向位置进行比较的图表。图4包括两个边缘轮廓420a和420b。边缘轮廓420a对应于在抛光装置100使用校正轮廓抛光表面之前的基板10表面。边缘轮廓420a在x轴上的125mm和135mm之间以大约是平面的。在135mm和150mm之间,经测量的基板10表面对应于表面高度增加到大约的高度然后减小到在x轴上在149mm处大约的值。
47.边缘轮廓420b描绘了在抛光装置100根据校正轮廓抛光基板10之后的基板10表面,其中参数被设计以将边缘轮廓420a校正为大约平面的基板10表面。如边缘轮廓420b所示,抛光装置100沿经测量的表面获得大约平面的基板10表面。
48.在一些实施例中,抛光装置100包括原位监测系统以监测基板的一个或多个厚度。原位监测系统的示例包括光学监测,例如光谱监测、涡流监测、声学监测和电动机扭矩监测。原位监测系统确定在环形区域(诸如环形区域20或环形区域30)内的一个或多个径向位置处的厚度,诸如相对于边缘12或相对于中心区域24的厚度。抛光装置100控制器根据一个或多个厚度构造厚度轮廓。在一些实施例中,可以使用在线计量系统来确定厚度轮廓。在线监测系统的示例包括光学监测,例如彩色成像仪、光谱传感器或椭圆计、或涡流传感器。
49.例如,可以从基板10表面上的环形区域20确定第一厚度轮廓。其中外径与基板边缘12对准的环形区域20产生边缘厚度轮廓。抛光装置100利用辊120接触环形区域20并且在一段时间间隔内抛光环形区域20。
50.抛光装置100使用环形区域20的原位监测系统确定第二厚度轮廓(例如,第二边缘厚度轮廓)。抛光装置100将第一边缘厚度轮廓与第二边缘厚度轮廓进行比较以确定边缘厚度差。在一些实施例中,在抛光期间将第一边缘厚度轮廓和第二边缘厚度轮廓进行比较并且确定边缘厚度差。当边缘厚度差低于存储在抛光装置100中的阈值时,抛光装置100使第二致动器使抛光垫脱离与图表比较基板10接触。
51.辊120可以被构造成符合不同的形状轮廓。上述示例包括水平定向的圆柱辊120,但在一些实施例中,辊120可以是轮形的,其中半径大于辊120的长度。这种实施例提供了较少的辊620与基板60的接触表面并且增加了抛光空间分辨率。
52.图6a示出了示例抛光装置600,其包括耦合到电动机650的轮形辊620。辊620与布置在包括真空源612的工作台610上的基板60接触以在抛光期间保持基板60在工作台610上的位置和定向。抛光装置600经由端口630将抛光液632分配到基板60表面上并且当与基板60接触时操作电动机650导致辊620的旋转运动。抛光装置600包括垫调节器640以研磨和再调节辊620。如在图2b中,抛光装置600可以包括多于一个辊620,和/或用于每个分别的辊620的多于一个的垫调节器640。
53.工作台610绕着第一垂直中心轴旋转,并且辊620绕着垂直于第一轴并且平行于基板60表面的第二轴旋转。在一些实施例中,电动机650可以将辊620沿着第二轴平移以引起基板60和辊620之间在第三维度上的相对运动,这可以是沿着第一旋转轴和第二旋转轴的运动的补充或替代。
54.图6b描绘了沿着辊620的第二旋转轴(例如,与电动机650旋转轴成一直线)的侧视图。辊620包括刚性中心滚筒622,可充气支撑管624包围在刚性中心滚筒622周围。当与基板60接触时,支撑管624提供施加到垫626的压力的至少一部分。在一些实施例中,支撑管624被充气到从1psi到50psi的范围内的压力。在各种示例实施例中,支撑管624充气压力是校正轮廓中由抛光装置600控制的参数,以实现边缘轮廓,例如平面边缘轮廓420b。
55.参考图6c,示出了图6a和图6b的实施方式的俯视图。这种实施方式可以特别用于通过减小辊620的接触面积来增加抛光空间分辨率。辊620基本上垂直于将基板中心点14连接到辊中心点625的射线r(例如,成80-90
°
)。
56.虽然图5a和图5b的辊120是圆柱形并且定向成使得长度平行于基板10表面,从而实现高表面积接触区域,辊620是定向为垂直于基板10表面的轮子,导致低表面积接触区域。在这种配置中,抛光动作集中在具有低径向宽度的基板10的顶表面的环形区域40处。环形区域40径向向内的中心区域44不被抛光。
57.尽管本说明书包含许多特定实现细节,但是这些实现细节不应被解读为对任何发明的范围或者可能要求保护的内容的范围的限制,而应被解读为对可特定于具体发明的具体实施例的特征的描述。也可将在本说明书中在单独的各实施例的上下文中所描述的某些特征按组合实现在单个实施例中。反之,也可单独地在多个实施例中、或在任何合适的子组合中实现在单个实施例的上下文中所描述的各种特征。此外,虽然在上文中可能将特征描述为以某些组合的方式起作用且甚至最初是如此要求保护的,但是,在一些情况下,可将来
自所要求保护的组合的一个或多个特征从组合中删除,并且所要求保护的组合可以针对子组合或子组合的变型。
58.类似地,虽然以特定顺序在附图中描绘并且在权利要求中记载了多个操作,但不应当将此理解为要求按所示的特定顺序或顺序地执行此类操作,或者要求要执行所有示出的操作以实现期望的结果。在某些情况下,多任务处理和并行处理可能是有利的。此外,不应当将上文所描述的各实施例中的各种系统模块和部件的分开理解为在所有实施例中都要求进行此类分开,并且应当理解,一般可将所描述的程序部件和系统一起集成在单个的软件产品中,或将其封装进多个软件产品中。
59.因此,己经描述了主题的具体实施例。其他实施例在所附权利要求的范围内。例如,可以用不同顺序执行权利要求书中所列举的动作,并且仍然实现期望结果。作为一个示例,在附图中描绘的工艺不一定要求示出的特定顺序或相继顺序,以实现可期望的结果。在一些情况下,多任务处理和并行处理可能是有利的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1