钢、由所述钢制成的产品及其制造方法与流程
钢、由所述钢制成的产品及其制造方法
1.本技术是2016年04月25日递交的申请号为201680023553.6,发明名称为“钢、由所述钢制成的产品及其制造方法”的分案申请。
技术领域
2.本发明涉及被称为“马氏体时效钢”的钢领域,特别用于需要以下性能中的一种或多种的应用:优异的机械性能(非常好的耐疲劳性、高屈服强度和高耐断裂性)、热处理简单、尺寸稳定、焊接方便(焊接性好)以及成型性好。
背景技术:
3.这些马氏体时效钢的特征在于马氏体组织,该马氏体组织在某种意义上能够时效处理,以在钢时效过程完成时获得有利于获得高机械性能的经由金属间相沉淀进行的硬化。
4.通常已知的马氏体时效钢包括如m 250的类型,具有典型组成(以重量百分比表示,如在以下部分中提供的所有组成的情况):ni=18%、co=9%、ti=0.45%(被称为x2nicomo18-9-5等级),其余部分通常为来自铁和冶炼和制造过程产生的杂质。它们用于制造特别是具有适用作为大型部件或实体部件(马达的轴、离心机叶片等)以及高性能精密部件(手表的弹簧、箔片的刀片、特别是用于汽车或一般车辆的cvt(连续变速器)类型的自动传动带的元件或机床和其它旋转机械等)的高机械性能的部件。在部件经受应力疲劳的薄规格应用的情况下,通常的做法是:除了时效之外,通过渗氮、碳氮共渗、喷丸、胶结(渗碳)等进行部件硬化的表面处理过程。
5.从文件ep-b1-1 339 880也可知,马氏体时效钢的组成如下:ni=12~24.5%;mo=2.5%;co=4.17%;al≤0.15%;ti≤0.1%;n≤30ppm;si≤0.1%;mn≤0.1%;c≤50ppm;s≤10ppm;p≤50ppm;h≤3ppm;o≤10ppm;其余的是fe和由冶炼和制造过程产生的杂质;其中,ni+mo为20%~27%;co%x mo%为50~200;ti%x n%≤2.10-4
,它们通过可能与通过在导电渣esr(电渣重熔)中重熔进行的处理过程相结合的包括各种类型的真空重熔处理过程(诸如vim真空感应熔炼和/或var真空氩重熔)的方法生产。这些钢随后通过热和冷过程进行转化,以获得厚度细小(例如1mm或更小)的带。在部件已经历成型后,进行沉淀硬化的处理过程,以赋予该部件以其关键机械性能;随后的表面处理可以赋予所处的理件在疲劳应力、静摩擦、动摩擦等方面的增强表面性能。
6.与先前已知的含有约18%的ni、9%的co、5%的mo、0.5%的ti和少量al的马氏体时效钢相比,文件ep-b1-1 339 880中指出的这些钢的区别在于它们与可控的夹杂物清洁度(夹杂物含量)相关的更强抗疲劳性和大于2000mpa(在时效状态下)的更高机械强度。更具体地说,针对冷轧产品的机械性能为ar》2.5%rp
0.2
《1140mpa,rm《1480mpa;在时效状态下,rp
0.2
》1770mpa,rm》1800mpa;在渗氮状态下,目标性能最终为ar》1%;rm》1930mpa。
7.从文件ep-b1-2 180 073也可知,具有高疲劳强度和高拉伸强度的用于cvt带的马氏体时效钢的组成如下:c≤100ppm;si≤0.1%;mn≤0.1%;p≤0.01%;s≤50ppm;ni=17
~22%;cr=0.1~4.0%;mo=3.0~7.0%;co=10.0~20.0%;ti≤0.1%;al≤o.05%;n≤300ppm;o≤50ppm;0《b≤0.01%;可选存在的是:至多0.01%的ca,至多0.005%的mg,至多0.01%的zr,其余的是fe和杂质,其中,co/3+mo+4al为8.0%~15.0%。优选地,它们受到的热处理过程和热机械处理过程赋予它们以测量为astm 10或更大的非常细的粒度。
技术实现要素:
8.本发明的目的是提供一种新型的马氏体时效钢,特别是它呈现出比上文描述的更好的机械性能。这种新型钢将具有适用于各种应用的优化性能。期望的有利性质被认为是提高水平的拉伸强度和/或耐疲劳性,以及在表面处理过程中形成渗氮层、碳氮共渗层、胶结层、喷砂层或其它情况的硬化层的能力,其中,其它情况的硬化层能够在表面处引入残余应力,以延迟在由在表面层的压缩下放置引起的循环载荷下的开裂。表面处理的效果也可以通过赋予产品表面的硬度来评估。
9.为此,本发明的目的涉及一种钢,其特征在于,其组成按重量百分比计如下:
10.10.0%≤ni≤24.5%,优选12.0%≤ni≤24.5%;
11.1.0%≤mo≤12.0%,优选2.5%≤mo≤9.0%;
12.1.0%≤co≤25.0%;
13.20.0%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%,优选22.0%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%,更优选22.5%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%;
14.co+mo≥20.0%,优选co+mo≥21.0%,更优选co+mo≥22.0%;
15.ni+co+mo≥29%,优选ni+co+mo≥41.0%;
16.痕量≤al≤4.0%,优选0.01%≤al≤1.0%;
17.痕量≤ti≤0.1%;
18.痕量≤n≤0.0050%;
19.痕量≤si≤2.0%,优选0.04%≤si≤2.0%;
20.痕量≤mn≤4.0%;
21.痕量≤c≤0.03%;
22.痕量≤s≤0.0020%,优选痕量≤s≤0.0010%;
23.痕量≤p≤0.005%;
24.痕量≤b≤0.01%;
25.痕量≤h≤0.0005%;
26.痕量≤o≤0.0025%;
27.痕量≤cr≤5.0%;
28.痕量≤cu≤2.0%;
29.痕量≤w≤4.0%;
30.痕量≤zr≤4.0%;
31.痕量≤ca≤0.1%;
32.痕量≤mg≤0.1%;
33.痕量≤nb≤4.0%;
34.痕量≤v≤4.0%;
35.痕量≤ta≤4.0%;
36.其余的是铁和由冶炼和制造过程产生的杂质;
37.并且特征在于,如果所述钢是热成型的构件/工件或者热轧板的形式,则通过对测量为650mm2的抛光面进行图像分析来观察;并且如果所述钢是冷轧板的形式,则通过对测量为800mm2的抛光面进行图像分析来观察,夹杂物群体不含当量直径大于10μm的非金属夹杂物,优选不含当量直径大于8μm的非金属夹杂物,并且,在热轧板的情况下,通过对测量为650mm2的抛光面进行图像分析来观察,对于100mm2不含多于4种的当量直径为5μm~10μm的非金属夹杂物。
38.优选地,18.0%≤ni+mo≤27.0%;
39.cr可以仅以由冶炼和制造过程产生的痕量存在。
40.换句话说,痕量≤cr<0.10%。
41.本发明的目的还涉及一种制造由钢制成的产品的制造方法,其特征在于:
42.制备由钢制成的重熔电极,所述钢其组成与上述讨论的相符;
43.通过单次或多次重熔过程进行这种电极的重熔,以获得已重熔的电极;
44.在1050℃~1300℃的温度下进行已重熔的电极的至少一个热成型过程,以获得热成型板或热成型带;
45.并且,可选地,对所述热成型板或所述热成型带进行热处理过程。
46.可能经热处理的所述热成型板或所述热成型带可以具有大于或等于1010mpa的拉伸强度,大于或等于130gpa的杨氏模量,以及大于或等于2%的均匀伸长率。
47.可能经热处理的所述热成型板或所述热成型带可以随后进行一个或多个道次的冷轧,以获得厚度小于或等于2mm、优选小于或等于1mm的板或带。
48.所述板或所述带可以在数次冷轧道次之间和/或在最后一次冷轧道次之后经历至少一个热处理过程。
49.各道次的冷轧的累积率可以为至少30%,优选为至少40%。
50.经热轧或经冷轧且可能经热处理的板或带可以具有大于或等于2270mpa的拉伸强度,大于或等于2250mpa的屈服强度,以及大于或等于2%的均匀伸长率。
51.经热轧或经冷轧且可能经热处理的板或带可以被切割,并随后可能进行成型。
52.经热轧或经冷轧且可能经热处理、经切割并可能经历成型的板或带可以经历时间为30分钟~2小时的420℃~550℃的硬化处理,优选时间为1小时~2小时的450℃~550℃的硬化处理。
53.经热轧或经冷轧且可能经热处理、经切割并可能经历成型的板或带可以在硬化处理后经历用于提高其对动态载荷的抵抗力的表面处理过程。
54.所述表面处理可以是渗碳,或气体渗氮,或离子渗氮,或碳氮共渗,或喷丸的过程。
55.可能经历热处理的热轧板或热轧带的粒度或者可能经历热处理的冷轧板或冷轧带的粒度可以为8astm或更细小,优选10astm或更细小。
56.本发明的目的还涉及一种已经经历热成型过程并可能已经经历热处理的由钢制成的产品,其特征在于,其组成以重量百分比计如下:
57.10.0%≤ni≤24.5%,优选12.0%≤ni≤24.5%;
58.1.0%≤mo≤12.0%,优选2.5%≤mo≤9.0%;
59.1.0%≤co≤25.0%;
60.20.0%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%,优选22.0%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%,更优选22.5%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%;
61.co+mo≥20.0%,优选co+mo≥21.0%,更优选co+mo≥22.0%;
62.ni+co+mo≥29%;优选ni+co+mo≥41.0%;
63.痕量≤al≤4.0%,优选0.01%≤al≤1.0%;
64.痕量≤ti≤0.1%;
65.痕量≤n≤0.0050%;
66.痕量≤si≤2.0%,优选0.04%≤si≤2.0%;
67.痕量≤mn≤4.0%;
68.痕量≤c≤0.03%;
69.痕量≤s≤0.0020%,优选痕量≤s≤0.0010%;
70.痕量≤p≤0.005%;
71.痕量≤b≤0.01%;
72.痕量≤h≤0.0005%;
73.痕量≤o≤0.0025%;
74.痕量≤cr≤5.0%;
75.痕量≤cu≤2.0%;
76.痕量≤w≤4.0%;
77.痕量≤zr≤4.0%;
78.痕量≤ca≤0.1%;
79.痕量≤mg≤0.1%;
80.痕量≤nb≤4.0%;
81.痕量≤v≤4.0%;
82.痕量≤ta≤4.0%;
83.其余的是铁和由冶炼和制造过程产生的杂质;
84.并且特征在于,如果所述钢是热成型的构件/工件或者热轧板的形式,则通过对测量为650mm2的抛光面进行图像分析来观察,夹杂物群体不含当量直径大于10μm的非金属夹杂物,优选不含当量直径大于8μm的非金属夹杂物,并且,在热轧板的情况下,通过对测量为650mm2的抛光面进行图像分析来观察,对于100mm2不含多于4种的当量直径为5μm~10μm的非金属夹杂物。
85.优选地,18.0%≤ni+mo≤27.0%;
86.cr可以仅以由冶炼和制造过程产生的痕量存在。
87.换句话说,痕量≤cr<0.10%。
88.这种产品可以具有大于或等于1010mpa的拉伸强度,大于或等于130gpa的杨氏模量,以及大于或等于2%的均匀伸长率。
89.本发明的目的还涉及一种由钢制成的冷轧板或冷轧带,其特征在于,其重量百分
比的组成如下:
90.10.0%≤ni≤24.5%,优选12.0%≤ni≤24.5%;
91.1.0%≤mo≤12.0%,优选2.5%≤mo≤9.0%;
92.1.0%≤co≤25.0%;
93.20.0%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%,优选22.0%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%,更优选22.5%≤mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c≤29.0%;
94.co+mo≥20.0%,优选co+mo≥21.0%,更优选co+mo≥22.0%;
95.ni+co+mo≥29%,优选ni+co+mo≥41.0%;
96.痕量≤al≤4.0%,优选0.01%≤al≤1.0%;
97.痕量≤ti≤0.1%;
98.痕量≤n≤0.0050%;
99.痕量≤si≤2.0%,优选0.04%≤si≤2.0%;
100.痕量≤mn≤4.0%;
101.痕量≤c≤0.03%;
102.痕量≤s≤0.0020%,优选痕量≤s≤0.0010%;
103.痕量≤p≤0.005%;
104.痕量≤b≤0.01%;
105.痕量≤h≤0.0005%;
106.痕量≤o≤0.0025%;
107.痕量≤cr≤5.0%;
108.痕量≤cu≤2.0%;
109.痕量≤w≤4.0%;
110.痕量≤zr≤4.0%;
111.痕量≤ca≤0.1%;
112.痕量≤mg≤0.1%;
113.痕量≤nb≤4.0%;
114.痕量≤v≤4.0%;
115.痕量≤ta≤4.0%;
116.其余的是铁和由冶炼和制造过程产生的杂质;
117.并且特征在于,通过对测量为800mm2的抛光面进行图像分析来观察,夹杂物群体不含当量直径大于10μm的非金属夹杂物,优选不含当量直径大于8μm的非金属夹杂物。
118.优选地,18.0%≤ni+mo≤27.0%;
119.cr仅以由冶炼和制造过程产生的痕量存在。
120.换句话说,痕量≤cr<0.10%。
121.冷轧板或冷轧带可以已在冷轧后进行至少一个热处理过程。
122.本发明的目的还涉及前述类型的热轧板或热轧带或者冷轧板或冷轧带,其特征在于,已经经过冷轧且可能经过热处理的所述板或带具有大于或等于2270mpa的拉伸强度、大于或等于2250mpa的屈服强度,以及大于或等于2%的均匀伸长率。
123.本发明的目的还涉及一种由钢制成的产品,其特征在于,它来自可能经历成型的前述类型的热轧板或热轧带或者冷轧板或冷轧带,并且,它可能已经经历用于提高其对动态载荷的抵抗力的表面处理过程。
124.所述表面处理可以选自渗碳、气体渗氮、离子渗氮、碳氮共渗、喷丸的过程。
125.本发明的目的还涉及一种热成型的涡轮轴或传动构件,其特征在于,所述轴或所述构件包括由前述类型的热成型产品制成的至少一个元件。
126.本发明的目的还涉及一种传动带,其特征在于,它包括由冷轧板或冷轧带制成或由前述类型的产品制成的至少一个元件。
127.它可以是用于机动车辆的cvt型传动带。
128.本发明的目的还涉及上述类型的已经经历热成型过程并可能已经经历热处理的由钢制成的产品,或者上述类型的已经经过冷轧并可能经热处理的板或带,其特征在于,所述产品的粒度或所述板或带的粒度为astm 8或更细小,优选为astm 10或更细小。
129.如将理解的,本发明在于组合确定的马氏体时效钢组合物,它提供了所谓的“软”马氏体,由于钢的低碳含量而具有非金属夹杂物群体(基本上是氧化物、硫化物、氮化物),满足数字和优选为组成的特定标准,它能够通过利用各种生产过程和操作者控制的条件的组合来精心准备和处理在液体金属后获得该群体。
附图说明
130.参考以下附图,通过阅读下面的描述将更好地理解本发明:
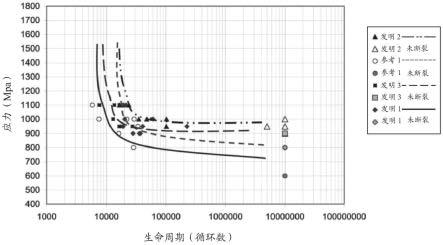
131.图1示出了对参考样品和根据本发明的三个钢样品进行的疲劳试验的结果;
132.图2示出了对两个参考样品和根据本发明的三个钢样品进行的通过其表面残余应力对渗氮层的表征;
133.图3示出了对两个参考样品和根据本发明的三个钢样品进行的通过其表面的显微硬度水平对渗氮层的表征。
具体实施方式
134.钢的组成(以重量百分比计)基于以下考虑。
135.ni含量为10.0~24.5%,优选为12.0~24.5%。在这种情况下:
136.一方面,能够通过通常的热处理方法获得马氏体结构;超过24.5%的镍含量加上它他元素的含量水平不能提供获得这种结构的手段;
137.另一方面,在沉淀硬化后,能够获得对于设想的应用特别有利的延展性、膨胀性、屈服强度、断裂韧性k1c的特性;10.0%的最小ni含量加上co、mo等金属元素的确定比例适合于获得这一点。为了以令人满意的方式获得这种效果,甚至更优选12.0%的最小ni含量。
138.mo含量为1.0~12.0%。该元素能够通过在时效过程中形成细小且分散的金属间相fe2mo、moni3等实现结构硬化。为了获得具有最佳尺寸的mo和金属间相的非常显著的效果以确保机械性能的均匀性,mo的含量最好为2.5~9.0%。
139.根据渗氮过程条件(诸如mo2n、fe
x
moynz等沉淀物的类型),mo也涉及包含细小且分散的不同种类沉淀物的渗氮层的构成和性质。
140.考虑到为未来产品设计的应用及其施加的使用温度,ni+mo的含量根据获得和维
持马氏体组织和尺寸稳定性所需的马氏体转变温度ms转变开始)、mf(转变结束)进行调整。例如,对于低温使用的应用,温度ms的目标为高于100℃,且从这个角度来看,ni+mo的总和为18.0~27.0%是有利的。根据以下公式计算ms值:
141.ms=-29ni%+mo%+890℃;
142.对于co=9~16%,并且对于含量非常低的cr、al和ti(这些元素对ms具有显著影响),在任何情况下可以通过实验估计该温度。
143.mf可以通过实验容易进行推断。
144.co含量为1.0~25.0%。这种元素稳定了马氏体结构,提高了固相线温度,并通过促进金属间相沉淀而间接地参与硬化。如果投入太多,钢的性质及其实施条件可能被显著改变,并且添加的成本高昂。
145.如果co相对较低,则其作用需要通过添加一种或多种硬化元素si、mn、cu、w、v、nb、zr、c来完成。
146.这个要求对于需要足够量的co的结果是mo+co+si+mn+cu+w+v+nb+zr+ta+cr+c之和为20.0%~29.0%。这意味着:考虑到mo绝对不超过12%的事实,如果co含量小于8%,则总是需要添加选自si、mn、cu、w、v、nb、zr、ta、cr、c中的至少一种元素(在其它地方规定的范围之内)。
147.20.0%的下限是通过获得足够的硬化效果的能力来证明。超过29.0%,材料的磁性能以及应用和使用条件得到显著修改。优选地,下限为22.0%,更优选为22.5%,以获得在时效过程结束时的最大性能和设想的最苛刻应用所需的使用值。
148.ni,co,mo的含量也取决于彼此,其中:
149.ni增强延展性(特别是在低温下),并且支持控制膨胀和弹性模量的能力;它也对韧性和re/rm比有影响;其含量为:下限处受益于所引用的有利性质(通常为合金的5%),并且上限处是为了不阻碍由其γ相(奥氏体)产生性质带来的马氏体转变;为此还考虑到了co和mo的作用或影响;
150.添加mo的目的是通过金属间相沉淀而进行结构硬化;并且,为了达到马氏体等级的断裂性能,需要具有时效的马氏体结构;mo涉及如上所述的这种硬化(从1%开始);其限制仅在脆化相(laves相、σ、μ、θ、δ
……
)的形成中发现,这可能与局部偏析相关,上限为12%;mo还涉及通过其与氮的亲合力而渗氮到表面中(从几%开始)。因此,为了具有时效的马氏体结构,co和mo元素共同作用于硬化相沉淀,但是以分离的方式作用于铁素体结构的稳定性;为了统一这些趋势,提供了以下公式以确保温度ms大于100℃:
151.co+mo≥20.0%,优选≥21.0%,更优选≥22.0%;
152.并且
153.ni+co+mo≥29%,优选≥41.0%。
154.al含量为痕量水平~4.0%。添加al不是强制性的。由于在生产过程开始时添加用于液体金属的初始脱氧或者由于进行有意添加al以获得特定性质而最终需要的量,能够将其存在的水平降低至残余元素的水平。为了适度的成本,它增加了弹性,并且能够通过形成金属间化合物而参与结构硬化。此外,它限制了在液体金属的熔炼和制备过程以及固化金属的转变期间的氧化。然而,为了不降低疲劳强度和韧性,需要防止形成al的氮化物和含有al的大型氧化物。优选地,在最终钢中保留大于0.01%且小于1.0%的al。
155.ti含量为痕量水平~0.1%。通过避免ti的显著存在(为其它马氏体时效钢所需),旨在防止在ti氮化物的液体金属的固化期间的成型,这降低了最终产品的疲劳强度。在本发明中,通过其它方法获得所需的结构硬化。
156.为了尽可能地防止氮化物形成,n的含量需要为低水平,也就是说不超过0.0050%(50ppm)。
157.si含量为痕量水平~2.0%,优选为0.04%~2.0%。它可以用于在制备生产过程中液体金属的脱氧,但需要小心避免在最终凝固钢中保留大尺寸的含si氧化物(如其它脱氧元素),因此上限为2.0%。si稳定了马氏体,提高了某些元素的溶解度,并从而使结构均匀化。它也提高了屈服强度。
158.mn(非强制性元素)的含量为痕量水平~4.0%,或甚至为0.2~4%。mn提高了机械性能和热加工应用的可能性。mn本身也是一种有效的脱氧剂,并且能够在这方面与si协同作用。然而,为了避免形成大沉淀物、脆性相或低熔点相,需要将将其含量限制为4%。最后,它是γ相产生的;并且,如果存在过量,则可能妨碍马氏体转变。
159.c含量为痕量~0.03%。由于碳马氏体很脆并且不能允许产品所需的成型过程,所以想法因此是形成所谓的软马氏体。还寻求避免形成会降低机械性能的碳化物。
160.s含量为痕量水平~0.0020%,优选为痕量水平~0.0010%,以便不形成如果以大尺寸和数量存在则会降低疲劳强度的硫化物。此外,s通过分离晶界而使晶界变薄,因此可能在钢经受应力时形成裂纹。因此,必须通过仔细选择原料和/或深度脱硫过程来防止溶解的s存在。根据要进行的应用以已知的方式调整精度容许的最大含量(如上所述,在至多0.002%的限度内)。
161.p含量为痕量水平~0.005%,优选更少,以限制其如同s一样分离到晶界中的可能性。
162.b可能仅以痕量存在,但优选添加到至多0.01%。该元素促进了结构的精炼并降低了粒度。它对机械性能有好处,但不必添加太多,以免延展性降低。
163.h含量限于5ppm,以避免氢脆的问题。在液体金属的制备和生产过程中真空下进行一个或多个处理过程的行为以及防止液体金属被环境湿度、炉渣或任何可能添加的材料的随后进一步污染通常使其能够不超过这个水平。
164.严格来说,o的容许含量将取决于为最终产品所设想的应用,正如s、b和其它残余元素的容许含量水平或能够形成沉淀物的元素的容许含量水平。然而,最大容许含量设定为25ppm,这是由在液体金属的制备/生产期间使用的方法和方法引起。因此,目标是在最终产品中不具有组成、分布和尺寸不能控制的氧化物。
165.cr含量为痕量水平~5.0%。因此,它的存在不是强制性的,并且受限于不降低ms和冒着降低夹杂物群体质量的风险。然而,它提高了抗氧化性,并且有助于以有时能够成为有意添加它们的良好理由的方式渗氮。然而,通常优选不添加cr并使其仅以冶炼和生产方法产生的痕量存在。这种痕量通常被认为是小于0.10%的水平,参见背景技术中引用的文件ep-b1-1 339 880,其声称0.06%构成这种“痕量”。通过非常仔细选择原材料,能够将cr的水平降低到甚至更低的值。
166.cu含量为痕量水平~2.0%。如果有的话,其添加应该受到限制,因为cu是γ相产生的。然而,cu涉及硬化并提高抗氧化性,因此这种添加有潜在有益利益。
167.w含量为痕量水平~4.0%。因此,其存在不是强制性的,并且其可以主要添加在如上所述的期望强加co或同样mo含量的要求(相当低水平下)之时。
168.zr含量为痕量水平~4.0%。可能需要添加这种元素,以使其能够对脱氧和形成细小氮化物起作用。
169.由于用于制造的耐火材料的磨损,可能在金属中发现以氧化物或硫化物的形式存在的ca和mg。还可能有意添加这些元素,以使它们有助于脱氧。为了避免形成尺寸和分布不可能控制的氧化物,其最终含量均被限制为0.1%。
170.可以添加分别至多4.0%的nb、ta和v,以便补充如上所述的相对低的co和/或mo含量水平。
171.尚未提及的元素最多仅以冶炼和生产过程产生的杂质的形式存在,并且不会有意添加。
172.因此,与文件ep-b1-1 339 880中讨论的马氏体时效钢相比,倾向于将co和/或mo含量的水平设置高于当时优选的那些水平。
173.关于夹杂物群体,根据本发明要满足的标准是:如果所述钢是热成型的构件/工件或者热成型板的形式,则通过对测量为650mm2的抛光面进行图像分析来观察;并且如果所述钢是冷轧板的形式,则通过对测量为800mm2的抛光面进行图像分析来观察,夹杂物群体不包括当量直径大于10μm的非金属夹杂物,优选不含尺寸大于8μm的非金属夹杂物,并且,在热轧板的情况下,通过对测量为650mm2的抛光面进行图像分析来观察,对于100mm2的热成型板不含多于4种当的量直径为5μm~10μm的非金属夹杂物。
174.所考虑的非金属夹杂物是氧化物、硫化物和氮化物。氧化物的群体主要通过由制备和制造方法的选择进行控制(液体金属的控制脱氧,其后小心地尽可能最好地除去大量夹杂物,特别是通过使用用于重熔最初由液体金属铸造的电极的重熔方法)。硫化物的群体通过强加非常低的s含量水平进行控制,这需要仔细选择原料和/或使液体金属脱硫。氮化物的群体通过强加低或非常低水平的n含量进行控制,例如由于在制备和生产液体金属期间使用降低的压力和电极的重熔,以及由于对金属的ti含量的限制。
175.例如通过以下工艺路线来制备根据本发明的钢。
176.为了调整并控制钢的关键元素的组成而首先以液态制备,此后以重熔电极的形式进行铸造。这些电极是:
177.或者,在真空(本身已知的var,真空电弧重熔法)下或者在电渣(本身已知的esr,电渣重熔法)中重熔一次,以便在液态钢的铸造和固化之后形成铸锭、坯料或板坯;
178.或者在真空(var)下或在导电渣(esr)下重熔多次,以在铸造和固化之后形成铸锭或板坯。
179.因此,执行单次重熔或多重重熔过程,例如var+var或esr+var。这些重熔方法用于通过降低偏析和通过精炼其凝固结构来纯化金属并提高固化的质量。特别是,esr重熔过程能够有效降低硫含量,并且var重熔能够有效降低氮含量水平。
180.然后,铸锭或板坯在再加热之后在1050℃~1300℃(通常约1200℃)的温度下进行热轧,以获得测量厚度为几毫米(例如约1.5mm~5mm厚)的热轧板或热轧条。
181.具有这种厚度的热轧产品在某些情况下可以以热轧原始状态或可控重结晶状态使用。在热轧以及热轧带以卷绕形式停留期间,重结晶可能已经达到足够的程度,但是在不
足以获得微观结构和/或期望的机械性能的情况下,然后可以进行重结晶退火,以调整该重结晶。在后一种情况下,本领域技术人员将知道如何设定重结晶退火的参数(温度、时间周期等),以便调整微观结构(特别是粒度)和期望的机械性能。
182.通常在热轧和可能的重结晶(或甚至其它类型的热处理过程)之后,目标是1010mpa或更大的拉伸强度rm、130gpa或更大的杨氏模量e以及2%或更大的均匀伸长率ar。
183.可能经热处理的这些热轧带也可能不是直接使用的,并因此随后为了所设想的应用需要通过经历冷成型来降低它们的厚度。在这种情况下,将它们进行酸浸,并随后冷轧(其中,一个或多个在不同的冷轧道次之间的中间退火操作),以及可能的一个(或多个)最终时效退火、重结晶退火,或其它类型的热处理过程或基于期望应用的适当的表面处理(将在后面详细描述),以获得厚度小于2mm、优选小于或等于1mm并且例如测量厚度为0.4mm或0.2mm的冷轧带。
184.冷轧带的重结晶处理优选以这样的厚度进行:使得冷轧带此时具有大于30%、更优选大于40%的加工硬化率。它提供了粒度为astm 8(小于20μm的平均粒径)或更细小、优选astm 10(小于10μm的平均粒径)或更细小的带(根据标准astm e112,其中,应该记住:颗粒越细,表示粒度的图形越高)。
185.通过适当地调整与温度和时间段有关的参数,在保护气氛中进行用于获得细小晶粒的退火处理。这些参数取决于进行热处理的具体条件,并且本领域技术人员知道如何在每个特定情况下确定这些参数。
186.关于可能经热处理的冷轧产品的粒度的优选要求还优选相对于可能在已经过热处理之后的期望在热轧状态下使用的产品有效。
187.为了提高带的平整度,并且如果需要,为了补充并增强马氏体转变,带另外还可以经历压缩比为1%~10%的轻质最终冷轧(表皮光轧或平整轧制)。
188.通常,冷轧带的硬化处理(时效)优选以这样的厚度进行:使得冷轧带此时具有大于30%、更优选大于40%的加工硬化率。
189.然后可以从带上切出工件,并且这种工件可以经历成型,例如通过折叠,焊接等进行成型,然后可以对后者进行硬化处理,该处理由维护温度在400℃~600℃之间,时间为30分钟~5小时(优选在420℃~550℃、30分钟~2小时的时间,例如420℃、30分钟的时间或者480℃、2小时的时间)。
190.热轧产品也易于经历硬化处理,典型的马氏体时效钢具有通常期望的这种处理对其机械性能的益处。
191.根据本发明的经冷轧和可能经热处理的产品具有至少为2270mpa的拉伸强度rm、至少为2250mpa的常规屈服强度rp
0.2
和至少为2%的均匀伸长率ar。
192.例如,如果在热成型操作期间或在产生这种重结晶的随后处理期间以适当方式热处理的热轧产品已经经受显著的重结晶,这些特征还可以最佳地在它们上获得。
193.产品随后可以进行表面硬化(渗氮、胶结或渗碳、碳氮共渗、喷丸等),以提高它们的疲劳相关性能方面。通常,在当量应力下,如此获得的产品可能具有比常规等级多10000~50000个循环的疲劳寿命,或者,在相同的使用寿命下,承受提高大于50mpa的应力。极端表面硬度hv0.1通常可以至少为1050,而不需要除标准方法和条件之外的渗氮方法和条件。
194.对六个根据本发明的样品和参考样品进行实验,其以重量%表示或某些元素以
ppm表示的组成总结在表1中。其余部分由铁和由冶炼和生产过程产生的杂质构成,并且处于被认为对所考虑的性质没有意义的水平。
[0195][0196][0197][0198]
表1:测试样品的组成
[0199]
根据本发明的钢及参考钢(表1所采用的样品)的制备和制造方法按照以下方案进行,以获得厚度为0.4mm的带。
[0200]
对于参考1和2以及发明1、5和7,钢在钢包中进行制备和处理,然后进行vim(真空感应熔炼)过程,随后进行var过程(真空氩重熔)。
[0201]
对于发明2、3、4和6,钢在钢包中进行制备和处理,并其随后进行vim过程,随后进行esr(电渣重熔)过程。
[0202]
然后,var或esr铸锭通过使厚度减小到200~100mm(通常为160mm)而转变成板坯。
[0203]
然后,在经过再加热至约1300℃之后,板坯进行热轧直到达到3.5mm的厚度。然后,金属进行酸浸,并且进行冷轧直到达到0.4mm的厚度。奥氏体退火或固溶退火、重结晶退火和时效退火分别在800℃~1000℃下进行15分钟~60分钟,然后在350℃~600℃下进行30分钟~240分钟,并且在420℃~510℃下进行30分钟~90分钟。
[0204]
表2呈现出在热轧结束后的表1中包含的各个样品的夹杂物密度。它们首先根据din 50602-m标准进行评估和测量,然后通过对测量厚度为3.5mm的热轧带的650mm2的区域进行光学显微镜图像分析来进行细化计数。然后,这些密度降低到100mm2的样品表面积。应当注意,术语夹杂物的“直径”应理解为“当量直径”,也就是说,这样夹杂物的直径:如果该夹杂物具有比简单圆更复杂的横截面,则该夹杂物具有圆形横截面并且具有与所观察到的夹杂物相同的表面积。另外,通过仅区分颜色对比度而不区分夹杂物组成的光学图像分析,下表中被称为“tin”的夹杂物是通过本领域技术人员的技能而具有橙色对比度(其可以通过扫描电子显微镜验证后验)的夹杂物。被称为“氧化物”的夹杂物是在光学显微镜中具有灰色对比度的夹杂物(这些夹杂物有效地是氧化物,或者实际上,较小比例的硫化物或混合的硫化物-氧化物夹杂物)。这些分析对于本领域技术人员来说是相当普遍的,并且在这种情况下通过使用自动扫描电子显微镜的分析进行补充。
[0205][0206]
表2:测试的各种轧制样品的夹杂物密度降低到每100mm2的颗粒密度。
[0207]
这些结果表明:在根据本发明的样品的情况下,获得了低的夹杂物密度,且完全不存在相对较大尺寸(也就是说,大于10μm)的夹杂物。参考样品1中也没有这样大的夹杂物,但是小的氧化物夹杂物(直径为5μm~10μm)的数量明显高于根据本发明的样品的情况,这对于机械性能是不利的并且不符合期望的最佳夹杂物密度。对于参考样品2,它具有过高的氮化物密度,包括测量尺寸大于10μm的氮化物。这个特征本身就是难以达到优异疲劳强度的理想目的,并且不认为它对专注于这个样品的氧化物来说是有用的。
[0208]
表3示出了对上述热轧样品的650mm2的表面观察到的夹杂物的最大尺寸。
[0209]
样品最大夹杂物的尺寸(μm)最大夹杂物的性质
发明16.18氧化物发明26.12氧化物发明35.71氧化物发明46.54氧化物发明57.32氧化物发明66.12氧化物发明78.78氧化物参考17.76氧化物参考210.60tin
[0210]
表3:对各种测试的热轧样品的650mm2样品表面观察到的夹杂物的最大尺寸
[0211]
因此,根据本发明的样品仅包括小直径且数量非常少的夹杂物。特别地,不存在ti氮化物,这特别与不存在ti而存在非常低的n含量有关。尽管参考样品1中夹杂物的密度和其最大夹杂物的直径,在相同的情况下略高于本发明的情况。对于参考样品2,确认了:氮化物(主要是ti)在其中占主导并且以夹杂物的形式存在,该夹杂物具有轻微延展性并且尺寸通常太大而不能达到能够满足的优异疲劳强度的目的。
[0212]
通过电子和光学显微镜的观察也表明:当量直径小于5μm的所有类型的夹杂物的存在少,特别是发明3,它所含的5μm~10μm的氧化物也少。
[0213]
本领域技术人员知道:冷成型将通过最终破坏夹杂物而降低夹杂物的尺寸,但是在任何情况下都不会增加这些比例。
[0214]
最后,通过用带场发射电子枪的扫描电子显微镜(sem feg)(分别通过x300、x1000、x10000的放大倍数)对200~2mm2的表面进行自动计数和分析,来更精确地表征夹杂物群体,以及它们估计面积密度。
[0215]
根据本发明的等级以及参考等级1呈现出以下优点:由于它们固有的化学组成,在制备和制造过程中不形成氮化物;以及提供了控制残余夹杂物(特别是氧化物)的尺寸和性质的能力。通过仔细控制所用原料及所实施的制备和生产过程(提供用于残余元素n、s和p的低含量水平)并且通过液体金属的脱氧,氧化物形成的颗粒具有小于10μm、优选小于8μm的受限尺寸,并且具有通过所述的制备和生产过程的范围获得的合适的组成。以有利的方式形成基于铝的氧化物,例如,al和mg(这种元素不可避免地来自于制备和生产过程接受体的炉渣和耐火材料)的混合氧化物,以及还可能的不同比例的氧化铝。
[0216]
基于铝或含有显著水平的铝的这些氧化物系列的体积分数比例大于30%,应理解:
[0217]
纯氧化铝型氧化物的区别在于:al含量大于35%,o含量小于65%(通过能量色散光谱edx测量的含量水平)。
[0218]
通过edx分析来区分含镁的氧化物,存在:水平大于1.5%的mg,水平大于10%的al,水平大于60%的o,该含镁的氧化物可能含有较少比例的ca和/或si,或与小尺寸的硫化物相关。
[0219]
各种不同样品的重要机械性能(除疲劳相关性质之外,其将在下文看到)总结在表4、5和6中,其中,表4属于热轧阶段的样品,表5属于在带来沉淀硬化的时效退火之前的冷轧状态的样品,并且表6对应于冷轧和时效状态。在相应于带的轧制方向的纵向上并沿与所述
轧制方向垂直的横向上测量性能。这些性能是:杨氏模量e(对于热轧样品)、维氏硬度hv 1(对于未时效或时效的冷轧样品)、常规屈服强度rp
0.2
(以mpa表示)、最大拉伸强度强度rm(以mpa表示)、断裂伸长率a、均匀伸长率ar(以%表示,并且由试样进行测量,长度l0等于5.65乘以初始截面s0的平方根)和总伸长率at。
[0220][0221]
表4:样品在热轧状态下的机械性能
[0222][0223]
表5:样品在冷轧状态下的机械性能
[0224][0225][0226]
表6:样品在冷轧和时效状态下的机械性能
[0227]
如可预期的那样,在冷轧产品的情况下,对于本发明的有利应用最重要的那些机
械性能在时效之后确实比在简单轧制之后的机械性能更有利,并且时效也能够大大降低在冷轧状态下沿纵向和横向的屈服强度、拉伸强度和断裂时的伸长率。
[0228]
还要注意的是,实施例发明6在时效之后不具有不符合此阶段追求的目标的拉伸强度和屈服强度。这可能是由于这样的事实:其mo含量相对较低,而且其co含量无助于补偿该弱点,以便在时效后获得最佳性能。将其与实施例发明2(其中mo含量相对较低,但其远高于发明6的co含量提供获得这种补偿的能力)进行比较。尽管如此,实施例发明6被视为本发明的一部分,因为其热轧状态下的性能符合本发明的相应变型的要求。
[0229]
还注意到,对于与表6的提供作为制备实施例略有不同的溶液热处理过程和时效热处理过程,获得的硬度值变化相对较小。对于在850℃下处理30分钟且然后在450℃下处理2小时的样品发明1,所得的硬度为699hv 1。对于在850℃下处理30分钟且然后在500℃下处理1小时的样品发明2,所得的硬度为642hv 1。对于在850℃下处理30分钟且然后在450℃下处理4小时的样品发明3,所得的硬度为678hv 1。
[0230]
为了优化的目的,对冷轧产品研究时效条件(在标准化退火或固溶退火之后)。预先对各个等级在氩气下进行在850℃下(在几个条件下,在氩气下进行在800℃~1000℃下)固溶退火30分钟,从而提供进入奥氏体和均质结构的能力。然后,对这些退火材料进行实验测试各种不同的对(时间和温度),以便确定适用于期望应用的时效条件。
[0231]
然后,根据在350℃~600℃的氩气下研究的时效条件来规定硬度方面的最佳值。
[0232]
等级发明1优选的时效条件对于30分钟~5小时为450℃~550℃,以达到在时效状态下大于675的硬度水平hv。在500℃下进行1小时的时效处理达到730hv的硬度。
[0233]
等级发明2能够对于在小于550℃下进行30分钟~5小时的时效过程以达到大于600hv的表面硬度水平,优选对于在500℃下进行1小时的时效过程以达到630hv~640hv的表面硬度水平。
[0234]
等级发明3能够对于在高于550℃的温度下进行30分钟~5小时的时效过程以达到大于650hv的表面硬度水平。
[0235]
对于在450℃~550℃下进行30分钟~3小时的时效条件,等级发明4和发明5对于处理时间少于2小时达到高于650hv的硬度。例如,在ar下进行在480℃下处理3小时,对于发明4获得660hv的硬度水平并且对于发明5获得676hv的硬度水平。
[0236]
同样地,等级发明6和发明7在480℃下3小时的时效条件下分别呈现出对于636hv和666hv的硬度水平。
[0237]
这里值得注意的是,本发明的这些等级与以下时效条件兼容:该时效条件能使机械性能增强,但它们还包括在方法和过程方面的应用和使用的目前设施以及相关成本。实际上,所获得的性质(特别是硬度)的稳定性能够实现短持续时间(通常为30分钟)的退火操作,以便获得对常规等级进行4~5小时的处理过程所获得的那些相同或可比较的性能。热处理的简单性和经济性的这些特性特别有利于根据本发明的这些等级。
[0238]
与参考样品参考1和参考2相比的机械性能(硬度、屈服强度、拉伸强度
……
)在优化的时效条件下增强的根据本发明的这些新等级与改进的夹杂物群体一起能够获得在动态应力(例如疲劳应力)下也增强的性能。
[0239]
在这方面,根据本发明的样品和参考1样品在频率为25hz且应力比r=0.1的instron液压试验装置上对在850℃处理30分钟并然后在450℃下处理2小时的冷轧材料(厚
度测量小于5mm)在非渗氮时效状态下进行疲劳试验。这些时效条件没有针对所有等级进行优化,但是能够在相同的时效条件下使各等级彼此比较。这些应力测试的结果示于图1。它示出了对各种样品观察到的断裂时应力水平关于循环次数的函数。对于每个样品还报道了,以不会导致样品破损的应力水平循环大于1000万次的超多次进行的测试所得到的结果(三个测试用于样品发明2,一个测试用于其它样品)。
[0240]
从50000次循环开始,根据本发明的实施例发明1、发明2和发明3对抗比参考1更大且比施加的应力更大的耐久应力,根据本发明的实施例的耐久性大大提高。样品参考2没有被测试,因为考虑到其氮化物的含量,将确定其疲劳试验会比其它样品的质量结果更差。
[0241]
最后,在对表面进行压缩处理之后,还研究了根据本发明的这些等级的改进的性能。在这种情况下,对于经受疲劳应力的这些细小厚度的材料,渗氮处理通常在施加应力之前实施,以便延迟表面开裂的开始。压缩下的这种放置也可以以已知的方式通过喷丸进行。
[0242]
因此,对根据本发明的等级进测试了各种渗氮条件,其中包括在气态气氛中(在nh3下或在裂化的nh3气氛中)在420℃~510℃的温度下处理30分钟~90分钟,以及离子渗氮。
[0243]
渗氮层通过氮在各种基体内扩散而形成,产生了通过化学蚀刻或通过辉光放电光谱法(gds)的轮廓分析估计为几十μm的特征厚度。如果有用的话,它们有时可在可能的地方含有均匀分布的细小沉淀物,以通过调整钢的组成和渗氮条件来调整化学性质。
[0244]
在研究的温度和处理时间范围内,当与参考1和2进行比较时,根据本发明的等级显示了在渗氮后增强的表面性能。表7通过例示的方式说明基于相同条件和方式的微压痕进行评估的硬度水平。除了时间和温度的可变条件之外,测试了三种渗氮处理:
[0245]
nh3下的气体渗氮(试验ng1);
[0246]
裂化的nh3下的气体渗氮(试验ng2);
[0247]
离子渗氮(试验ni)。
[0248][0249]
应当理解,当在这种情况下对具有粗糙表面和局部压痕的样品上进行测试时,这种类型的测试的测量不确定性是显著的。因此,有必要从总体大趋势方面对表7的结果进行
解释。
[0250]
因此,除了具有高性能疲劳基体之外,由于与参考样品1和2相比渗氮后的表面硬度增加,根据本发明的样品显示出尤其更好的表面机械强度和增强的抗摩擦性。因此,与样品参考样品1和2相比,可以容易地期望超过50hv0.1的增益,以减少渗氮次数。因此,对于根据本发明的等级,极端表面硬度水平可期望在适当且足够且不特别要求的渗氮条件下达到1050hv0.1。
[0251]
基于样品参考1和2和发明1~3的不同渗氮条件,在极端表面获得的硬度的最小值和最大值报导在图3中。
[0252]
最后,证实了:在表面可达到的这些显著的硬度水平伴随有残余应力的存在(通过x射线衍射测量),这能够使表面相对于基体进行压缩并且能够延迟表面开裂的开始。
[0253]
图2是对参考1、参考2、发明1、发明2和发明3的样品进行渗氮轧板表面上的压缩残余应力的定性评估。对于每个样品,该图呈现出绘制的通过改变不同的过程、温度和渗氮时间进行的所有测试评估的压缩应力的最小值和最大值。通过以下参数,在样品表面进行渗氮层内残余应力的评估:chi为0~51
°
,测量间隔为1s,sin2(psi)为0~0.6(以0.1为增量)。在这些条件下获得的值能够通过跟踪材料表面的应力水平在fe线的位置中的变化进行确定。可以看出,与参考样品上观察到的相比,根据本发明的样品的残余应力没有显著下降。
[0254]
通过使用本发明也更容易控制渗氮层的组成,并因此使其适应对未来产品期望用途的具体需要。然而,这似乎是优选的,可以容易地防止渗氮层内存在通常被称为“组合层”的相的极端表面。这些相是由诸如fe4n、fe2n、fe2n
1-x
等的铁氮化物的沉淀而产生。
[0255]
以一般方式,只要渗氮层更容易控制,在不同渗氮条件、增加的经济和使用性能方面下,根据本发明的钢与参考钢相比落入现有技术的范围内:
[0256]
关于其组成,特别是关于组合层存在与否;
[0257]
关于其厚度;
[0258]
关于在给定渗氮条件下可达到的硬度水平;
[0259]
关于层厚度分布、氮含量、沉淀相、其性质及其分布以及硬度、残余应力;
[0260]
关于具有相对于参考等级获得的等效性质但与是否通过等离子体或特别是通过气态工艺路线进行渗氮无关的渗氮过程的工业实施条件的容易性和经济性。
[0261]
本发明的优选应用特别是:
[0262]
对于热轧或经历热成型的半成品产品,涡轮轴或一般的传动构件;
[0263]
对于来自冷轧板或冷轧带的产品,车辆或旋转机器(诸如机床)的传动带的元件,特别是用于机动车辆的cvt型自动变速器的带。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1