一种高温合金板用莫来石防氧化涂层及其制备方法与流程
1.本发明属于金属材料表面改性技术领域,具体涉及一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层及其制备方法。
背景技术:
2.高温合金是航空航天发动机用的和工业领域重要的结构材料,主要用于发动机和汽轮机的涡轮叶片。但由于工作温度较高,高温氧化的问题会大大降低部件的寿命。防氧化涂层是提高高温结构件使用性能的常用方法,通过在工件表面镀覆具有良好高温稳定性的氧化物涂层(如sio2、cr2o3、al2o3等)是延长工件寿命的有效途径。
3.sio2、cr2o3、al2o3等氧化物涂层已经在高温抗氧化涂层领域得到了广泛的应用。然而单组分涂层的抗氧化性能非常有限,为了延长零部件的使用寿命,涂层的设计也从单层、单一组分向多组分复合的方向发展。
4.目前,制备抗氧化涂层的方法主要包括粉末包埋、电弧离子镀、离子液体镀、pvd(物理气相沉积)、化学气相沉积、等离子喷涂等工艺。其中等离子喷涂工艺具有材料喷涂范围广、零件外形及复杂程度不受限、涂层结合力强等优点,更适合工业化生产应用。
技术实现要素:
5.本发明提供一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层及其制备方法。通过将al2o3和sio2两种氧化物进行复合,生成一种高温稳定性更好的莫来石相(3al2o3·
2sio2),从而改善高温合金的抗氧化性,延长其使用寿命。
6.本发明采用如下技术方案来实现的:
7.一种高温合金板用莫来石防氧化涂层的制备方法,包括以下步骤:
8.步骤1,配制设定浓度的al(no3)3·
9h2o溶液;
9.步骤2,将过量的氨水逐滴滴加于步骤1的溶液中,并持续搅拌直至生成白色沉淀;
10.步骤3,向步骤2的白色沉淀中加入硅溶胶;
11.步骤4,向步骤3的混合物中加入pva水溶液;
12.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨;
13.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、sio2的球形喷涂喂料混合粉体;
14.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在高温合金表面进行喷涂,al(oh)3分解并与sio2反应生成莫来石防氧化涂层。
15.本发明进一步的改进在于,步骤1中混合溶液的容积为1500ml,al(no3)3·
9h2o的质量分数为10wt.%~40wt.%。
16.本发明进一步的改进在于,步骤2中氨水的浓度为20~50%。
17.本发明进一步的改进在于,步骤3中硅溶胶的浓度为30~40wt%,硅溶胶体积为500~1000ml。
18.本发明进一步的改进在于,步骤4中pva水溶液的浓度为5~7%,加入量为100~200ml。
19.本发明进一步的改进在于,步骤5中辊式球磨机的转速为60~80r/min,工作时间为24~48h。
20.本发明进一步的改进在于,步骤6中喷雾造粒机的参数为:喷雾造粒机进气温度为320~350℃,出口温度130~150℃,腔内温度180~200℃,喷嘴速度32000~35000r/min,浆液进料速度120~150g/min。
21.本发明进一步的改进在于,步骤7中真空等离子喷涂的参数为:电流180~220a,电压30~50v,一次气体(ar+n2)流速10.0~12.0l/min,二次气体(n2)流速2.0~4.0l/min,喷射距离90~110mm,粉末载气流速3.0~5.0l/min,送粉速率2.0~2.5g/min。
22.一种高温合金板用莫来石防氧化涂层,采用所述的制备方法制备得到。
23.本发明至少具有如下有益的技术效果:
24.1.本发明提供一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层及其制备方法。采用大气等离子喷涂工艺一步制备莫来石涂层,制备工艺简单、成本低廉,更有利实际应用和大规模生产。
25.2.本发明提供一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层及其制备方法,利用喷涂过程中等离子体高温使al2o3和sio2发生原位反应生成莫来石涂层,所得涂层更加致密、与基板结合力强。
26.3.本发明制备的高温合金用莫来石(3al2o3·
2sio2)防氧化涂层,相比于未加涂层的高温合金板,具有更好的高温稳定性和抗氧化性。与外表面裸露的高温合金相比,涂覆莫来石涂层的合金在900℃的氧化增重降低了近2倍。
附图说明
27.图1是本发明制备的一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层的xrd图;
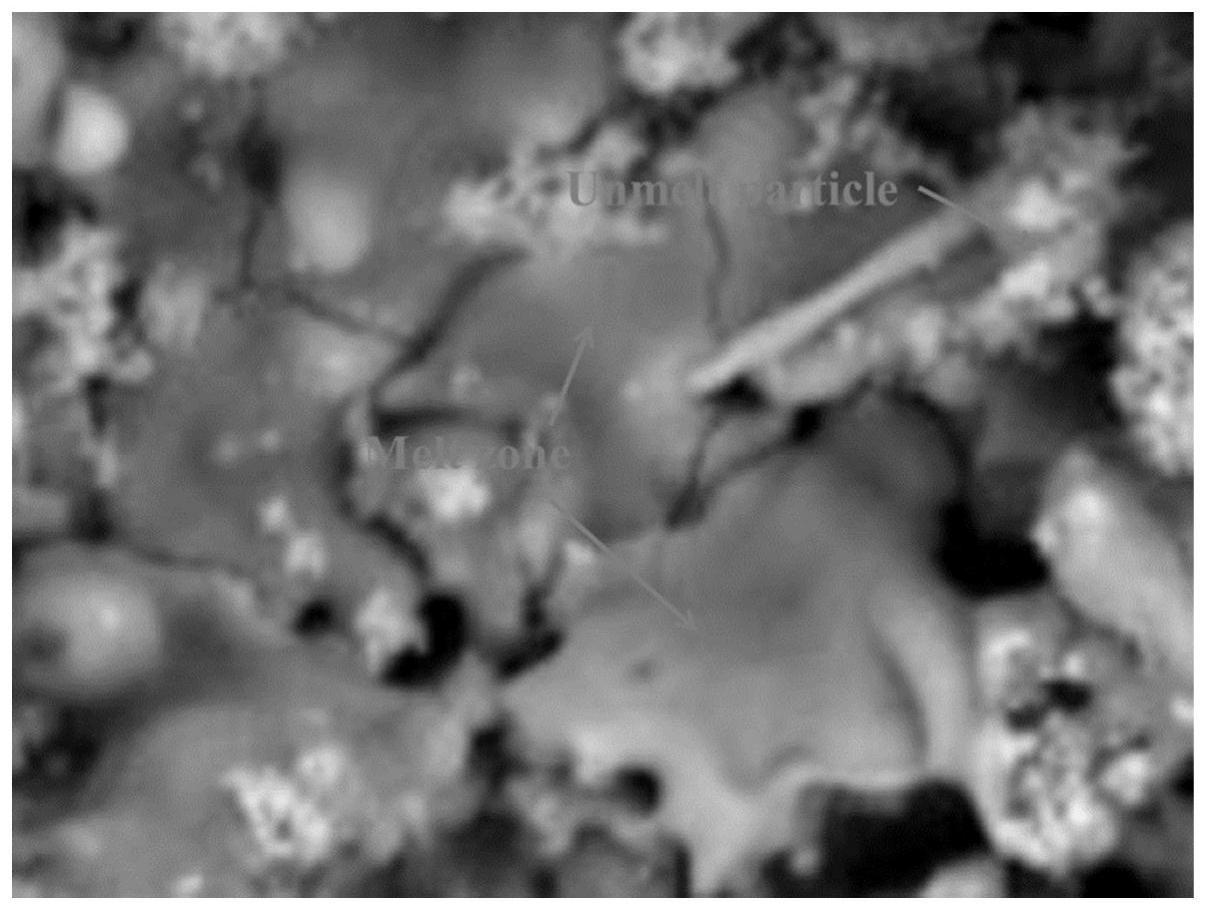
28.图2是本发明制备的一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层的sem图;
29.图3是本发明制备的一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层在900℃的氧化增重图。
具体实施方式
30.下面结合具体实施方式对本发明进行详细说明,
31.本发明涉及一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层,具体按照以下步骤实施:
32.步骤1,配制设定浓度的al(no3)3·
9h2o溶液,溶液的容积为1500ml,al(no3)3·
9h2o的质量分数为10wt.%~40wt.%;
33.步骤2,将过量的氨水逐滴滴加于步骤1的溶液中,并持续搅拌直至生成白色沉淀,氨水的浓度为20~50%;
34.步骤3,向步骤2的白色沉淀中加入一定量的硅溶胶,硅溶胶的浓度为30~40wt%,体积为500~1000ml;
35.步骤4,向步骤3的混合物中加入一定量的pva水溶液,pva水溶液的浓度为5~7%,
加入量为100~200ml;
36.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为60~80r/min,工作时间为24~48h;
37.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、sio2的球形喷涂喂料混合粉体,喷雾造粒机进气温度为320~350℃,出口温度130~150℃,腔内温度180~200℃,喷嘴速度32000~35000r/min,浆液进料速度120~150g/min;
38.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在高温合金表面进行喷涂,al(oh)3分解并与sio2反应生成莫来石(3al2o3·
2sio2)防氧化涂层,大气等离子喷涂的参数为:电流180~220a,电压30~50v,一次气体(ar+n2)流速10.0~12.0l/min,二次气体(n2)流速2.0~4.0l/min,喷射距离90~110mm,粉末载气流速3.0~5.0l/min,送粉速率2.0~2.5g/min。
39.实施案例1
40.步骤1,配制设定浓度的al(no3)3·
9h2o溶液,溶液的容积为1500ml,al(no3)3·
9h2o的质量分数为10wt.%;
41.步骤2,将过量的氨水逐滴滴加于步骤1的溶液中,并持续搅拌直至生成白色沉淀,氨水的浓度为20%;
42.步骤3,向步骤2的白色沉淀中加入一定量的硅溶胶,硅溶胶的浓度为30wt.%,体积为500ml;
43.步骤4,向步骤3的混合物中加入一定量的pva水溶液,pva水溶液的浓度为5%,加入量为100ml;
44.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为60r/min,工作时间为24h;
45.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、sio2的球形喷涂喂料混合粉体,喷雾造粒机进气温度为320℃,出口温度130℃,腔内温度180℃,喷嘴速度32000r/min,浆液进料速度120g/min;
46.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在高温合金表面进行喷涂,al(oh)3分解并与sio2反应生成莫来石(3al2o3·
2sio2)防氧化涂层,大气等离子喷涂的参数为:电流180a,电压30v,一次气体(ar+n2)流速10.0l/min,二次气体(n2)流速2.0l/min,喷射距离90mm,粉末载气流速3.0l/min,送粉速率2.0g/min。
47.实施案例2
48.步骤1,配制设定浓度的al(no3)3·
9h2o溶液,溶液的容积为1500ml,al(no3)3·
9h2o的质量分数为40wt.%;
49.步骤2,将过量的氨水逐滴滴加于步骤1的溶液中,并持续搅拌直至生成白色沉淀,氨水的浓度为50%;
50.步骤3,向步骤2的白色沉淀中加入一定量的硅溶胶,硅溶胶的浓度为40wt%,体积为1000ml;
51.步骤4,向步骤3的混合物中加入一定量的pva水溶液,pva水溶液的浓度为7%,加入量为200ml;
52.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为80r/min,工作时间为48h;
53.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、sio2的球形喷涂喂料混合粉体,喷雾造粒机进气温度为350℃,出口温度150℃,腔内温度200℃,喷嘴速度35000r/min,浆液进料速度150g/min;
54.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在高温合金表面进行喷涂,al(oh)3分解并与sio2反应生成莫来石(3al2o3·
2sio2)防氧化涂层,大气等离子喷涂的参数为:电流220a,电压50v,一次气体(ar+n2)流速12.0l/min,二次气体(n2)流速4.0l/min,喷射距离110mm,粉末载气流速5.0l/min,送粉速率2.5g/min。
55.实施案例3
56.步骤1,配制设定浓度的al(no3)3·
9h2o溶液,溶液的容积为1500ml,al(no3)3·
9h2o的质量分数为20wt.%;
57.步骤2,将过量的氨水逐滴滴加于步骤1的溶液中,并持续搅拌直至生成白色沉淀,氨水的浓度为30%;
58.步骤3,向步骤2的白色沉淀中加入一定量的硅溶胶,硅溶胶的浓度为35wt%,体积为800ml;
59.步骤4,向步骤3的混合物中加入一定量的pva水溶液,pva水溶液的浓度为6%,加入量为150ml;
60.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为70r/min,工作时间为36h;
61.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、sio2的球形喷涂喂料混合粉体,喷雾造粒机进气温度为330℃,出口温度140℃,腔内温度190℃,喷嘴速度33000r/min,浆液进料速度130g/min;
62.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在高温合金表面进行喷涂,al(oh)3分解并与sio2反应生成莫来石(3al2o3·
2sio2)防氧化涂层,大气等离子喷涂的参数为:电流200a,电压40v,一次气体(ar+n2)流速11l/min,二次气体(n2)流速3.0l/min,喷射距离100mm,粉末载气流速4.0l/min,送粉速率2.5g/min。
63.实施案例4
64.步骤1,配制设定浓度的al(no3)3·
9h2o溶液,溶液的容积为1500ml,al(no3)3·
9h2o的质量分数为30wt.%;
65.步骤2,将过量的氨水逐滴滴加于步骤1的溶液中,并持续搅拌直至生成白色沉淀,氨水的浓度为40%;
66.步骤3,向步骤2的白色沉淀中加入一定量的硅溶胶,硅溶胶的浓度为30wt%,体积为700ml;
67.步骤4,向步骤3的混合物中加入一定量的pva水溶液,pva水溶液的浓度为7%,加入量为150ml;
68.步骤5,将步骤4中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为70r/min,工作时间为30h;
69.步骤6,将步骤5中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干
燥的al(oh)3、sio2的球形喷涂喂料混合粉体,喷雾造粒机进气温度为340℃,出口温度135℃,腔内温度185℃,喷嘴速度34000r/min,浆液进料速度140g/min;
70.步骤7,将步骤6得到的球状喷涂喂料置于送粉器中,通过大气等离子喷涂的方式在高温合金表面进行喷涂,al(oh)3分解并与sio2反应生成莫来石(3al2o3·
2sio2)防氧化涂层,大气等离子喷涂的参数为:电流190a,电压35v,一次气体(ar+n2)流速10.0l/min,二次气体(n2)流速2.5l/min,喷射距离105mm,粉末载气流速3.5l/min,送粉速率2.3g/min。
71.利用本发明方法制备的一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层的xrd图,如图1所示,涂层中检测到大量的莫来石相的衍射峰,说明生成了主晶相莫来石;此外还检测到少量al2o3的衍射峰,说明反应进行得并不完全;
72.利用本发明方法制备的一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层表面的sem图,如图2所示,涂层绝大部分区域都已经完全熔化,只有少量没有熔化的小颗粒,说明涂层整体熔化程度较高,能够获得较致密的涂层,并且有利于提高涂层与基板之间的附着力;
73.利用本发明制备的一种高温合金用莫来石(3al2o3·
2sio2)防氧化涂层在900℃的氧化增重图,如图3所示,随着氧化时间的延长,合金的氧化增重逐渐趋于平缓;与未加涂层的高温合金板相比,喷涂莫来石涂层的抗氧化性明显提升,氧化增重降低了近2倍。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1