铸件成型浇注装置及其造型浇注工艺的制作方法
1.本技术涉及铸造技术的领域,尤其是涉及一种铸件成型浇注装置及其造型浇注工艺。
背景技术:
2.铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造主要有砂型铸造和特种铸造两大类,砂型铸造是指在砂型中生产铸件的铸造方法,砂型铸造所用铸型一般由外砂型和型芯组合而成;钢、铁和大多数有色合金铸件都可用铝锂合金铸件的砂型铸造工艺获得。由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
3.砂型铸造生产线包括机架、设置于机架上的传送装置,传送装置用于传送砂型,机架上依次设置造型区、浇注区、冷却区、落砂区,造型区设置有造型机,造型机用于将型砂组造成砂型,浇注区设置有浇注机,浇注机用于对组造好的砂型进行浇注,冷却区设置有冷却装置,冷却装置用于对浇注成型的铸件进行冷却,落砂区设置有落砂装置,落砂装置用于使砂型中的型砂和铸件分离。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:由于不同的砂型上的浇注口大小不同,当浇注机上下料管的管口直径大于浇注口时,铸造液通过下料管进入浇注口容易发生飞溅,既造成铸造液的浪费,也造成安全隐患。
技术实现要素:
5.为了使砂型浇注时铸造液不易飞溅,减少铸造液的浪费和生产中的安全隐患,本技术提供一种铸件成型浇注装置及其造型浇注工艺。
6.本技术提供的一种铸件成型浇注装置及其造型浇注工艺采用如下的技术方案:第一方面,本技术提供一种铸件成型浇注装置,采用如下的技术方案:一种铸件成型浇注装置,包括浇注机以及设置于浇注机上的下料管,所述下料管远离浇注机的一端转动设置有连接管,所述连接管与下料管同轴布设,所述连接管远离下料管的一端呈封闭状,所述连接管上间隔设置有多个不同直径的导料管,多个所述导料管均与所述连接管相连通,且每个所述导料管上均设置有电磁阀。
7.通过采用上述技术方案,当不同砂型上的浇注口发生改变时,生产者可以根据不同浇注口直径的大小,选择小于需浇注砂型上浇注口直径的导料管,以便从导料管中成股流出的铸造液顺利流入浇注口内,使铸造液不易发生飞溅,从而减少铸造液的浪费和生产中的安全隐患;浇注时,根据砂型上浇注口的直径选择合适的导料管,转动与浇注口适配的导料管至浇注口的正上方并打开其阀门,关闭其余导料管上的阀门,浇注机内的铸造液通过下料管流入连接管内经打开的导料管流入浇注口,从而完成砂型的浇筑。
8.可选的,所述下料管上同轴套设有第一锥齿轮,所述第一锥齿轮与所述下料管转
动连接,所述第一锥齿轮与连接管固定连接,所述下料管上转动设置有第二锥齿轮,所述第一锥齿轮和第二锥齿轮相啮合,所述第二锥齿轮转动设置于下料管上。
9.通过采用上述技术方案,第一锥齿轮和第二锥齿轮相配合转换了拧动连接管的拧动方向,更加方便切换不同的导料管,同时也使与浇注口相对应的导料管在浇注时不易发生转动,保证浇注工作的顺利进行;工作时,转动第二锥齿轮,第二锥齿轮带动与第一锥齿轮连接的连接管转动,从而实现不同直径的导料管的切换,操作方便快捷。
10.可选的,所述下料管上设有过滤组件,所述过滤组件用于对流入连接管的铸造液进行过滤。
11.通过采用上述技术方案,过滤组件对流入浇注口内铸造液中的杂质进行过滤,从而提高铸件产品的质量。
12.可选的,所述过滤组件包括固定板、收集筒和过滤板;所述收集筒两端呈开口状,所述过滤板设于收集筒一端开口处,所述过滤板上开设有多个间隔布设的过滤通孔,所述固定板上开设有凹槽,所述收集筒靠近过滤板的一端位于所述凹槽内,所述凹槽的内底壁开设有漏液通孔;所述下料管的相对两侧对称开设有供固定板、收集筒一同插入的侧孔,当收集筒与下料管同轴布设时,所述固定板横跨下料管且两侧分别凸出于两个侧孔,所述下料管的内周壁设有导流板,所述导流板位于侧孔的上方,所述导流板靠近下料管中心轴线的一侧倾斜向下布设,导流板靠近下料管中心轴线一侧的边沿位于收集筒开口的上方。
13.通过采用上述技术方案,工作时,先将收集筒放入固定板的凹槽内,再将固定板和收集筒一起从下料管一侧的侧孔推入下料管内,使收集筒与下料管同轴布设,浇注机内的铸造液经下料管流至导流板处,导流板将导铸造液充分的导入收集筒内,过滤板对铸造液中的杂质进行过滤,再经漏液通孔流出,以进入与浇注口相对应的导料管后对砂型进行浇注,提高铸件的产品质量;收集筒能够对铸造液中的杂质进行收集,方便浇注工作完成后工作人员对杂质进行集中处理;凹槽能够对收集筒进行限位,从而使收集筒不易在浇注时发生位移,保证浇注工作的顺利进行,同时也便于对收集筒与固定板分离以对收集筒内的杂志进行处理,实现过滤组件的循环利用;导流板能够使铸造液更好的落入收集筒,不易发生损失。
14.可选的,所述过滤组件设置有多组,多组过滤组件间隔布设,一组过滤组件与一个导料管相对应,相邻两个固定板之间通过连接板固定连接,所述下料管上设有驱动组件,所述驱动组件用于驱动多组过滤组件依次进入下料管。
15.通过采用上述技术方案,当位于下料管内的收集筒的杂质积存较多时,通过驱动组件,驱动新的收集筒进入下料管,实现收集筒的自动切换,以便过滤工作的正常进行。
16.可选的,所述驱动组件包括:丝杆、导向杆、滑块和驱动电机;所述丝杆转动设于下料管上,所述滑块螺纹装配于丝杆上,所述导向杆设于下料管上且与丝杆平行布设,所述滑块上开设有滑动通孔,所述导向杆贯穿滑动通孔,所述驱动电机设于下料管上,所述驱动电机的输出端与所述丝杆的一端固定连接,所述滑块与固定板或连接板固定连接。
17.通过采用上述技术方案,驱动电机驱动丝杆正向或反向转动,丝杆带动滑块沿丝杆的长度方向往复运动,进而实现多组过滤组件在下料管内的切换,提高过滤组件切换效
率。
18.可选的,所述第二锥齿轮固定于丝杆上,当位于浇注口正上方的导料管切换至另一个导料管时,则与切换后导料管相对应的过滤组件切换至下料管内。
19.通过采用上述技术方案,当切换新的导料管至浇注口正上方时,能够完成新的一组过滤组件的切换,实现导料管与过滤组件的同时更换,提高工作效率。
20.可选的,所述导流板上开设有环槽,所述环槽内弹性设置有环形的密封块,所述收集筒远离过滤板一端的边缘处呈倒角设置,所述密封块的相对两侧均能够与收集筒的边缘处相贴合。
21.通过采用上述技术方案,当收集筒进入下料管时,收集筒的边缘处与密封块的一侧相贴合,随着收集筒逐渐进入下料管,收集筒推动弹性设置的密封块能够没入环槽内,以便收集筒顺利进入下料筒,操作方便快捷;同时当收集筒与下料管同轴布设时,弹性设置的密封块靠近连接管的一端伸出环槽,密封块远离连接管的一端始终位于环槽内,从而使密封块靠近收集筒的一侧与收集筒边缘处紧密贴合,实现收集筒与下料管之间的密封,使铸造液不易流出,同时也使外界环境中的杂质不易进入下料管影响铸造液的品质。
22.可选的,所述连接管上设有图像识别装置,所述图像识别装置用于识别浇注口的直径,所述浇注机上设有控制装置,所述图像识别装置、驱动电机和多个电磁阀均与控制装置进行电连接。
23.通过采用上述技术方案,通过图像识别装置能够自动识别不同砂型上浇注孔的直径,图像识别装置将浇注孔大小的信息传输至控制装置处,控制装置控制驱动电机工作完成与浇注口相适配的导料管的切换,同时也完成过滤组件的切换,完成切换后,控制装置控制与浇注口相对应的导料管上的电磁阀打开,其余的电磁阀关闭,从而开始正常的浇筑工作,实现不同砂型浇注过程的自动化,提高生产效率。
24.第二方面,本技术提供一种铸件造型浇注工艺,采用如下的技术方案:一种铸件造型浇注工艺,包括如下步骤:s1、砂型制作:在造型区通过造型机制作砂型;s2、浇筑成型:将砂型输送至浇注区,通过铸件成型浇注装置进行浇注成型,其中铸件成型装置采用上述的铸件成型浇注装置;s3、冷却处理:将浇注成型的砂型输送至冷却区通过冷却装置进行冷却;s4、落砂处理:将冷却后的砂型输送至落砂区通过落砂装置使砂型中的型砂和铸件分离。
25.通过采用上述技术方案,铸件成型浇注装置可以针对不同砂型上不同大小的浇注口去浇注制得铸件,提高了铸件成型浇注装置浇注的适应性,优化铸件造型浇注工艺。
26.综上所述,本技术包括以下至少一种有益技术效果:1.当不同砂型上的浇注口发生改变时,生产者可以根据不同浇注口直径的大小,选择小于需浇注砂型上浇注口直径的导料管,以便从导料管中成股流出的铸造液顺利流入浇注口内,使铸造液不易发生飞溅,从而减少铸造液的浪费和生产中的安全隐患;2.过滤组件对流入浇注口内铸造液中的杂质进行过滤,从而提高铸件产品的质量;3.通过将第二锥齿轮设置在丝杆上,当切换新的导料管至浇注口正上方时,能够
完成新的一组过滤组件的切换,实现导料管与过滤组件的同时更换,提高工作效率。
附图说明
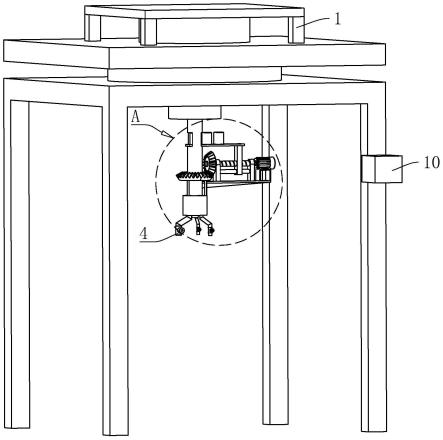
27.图1是本技术实施例的铸件成型浇注装置的整体结构示意图;图2是图1中a部分的局部放大示意图;图3是本技术实施例中过滤组件的结构示意图;图4是图3中b部分的局部放大示意图;图5是本技术实施例中铸件造型浇注生产线的结构示意图。
28.附图标记:1、浇注机;2、下料管;21、第一锥齿轮;22、第二锥齿轮;23、侧孔;24、导流板;241、环槽;25、密封块;26、弹簧;3、连接管;4、导料管;5、电磁阀;6、过滤组件;61、固定板;611、凹槽;612、漏液通孔;62、收集筒;63、过滤板;7、连接板;8、驱动组件;81、丝杆;82、导向杆;83、滑块;84、驱动电机;9、图像识别装置;10、控制装置;11、造型区;111、造型机;12、浇注区;121、铸件成型浇注装置;13、冷却区;131、冷却装置;14、落砂区;141、落砂装置;15、砂型;16、传送装置。
具体实施方式
29.以下结合附图1-5对本技术作进一步详细说明。
30.本技术实施例公开一种铸件成型浇注装置121。参照图1和图2,铸件成型浇注装置121包括浇注机1以及设置于浇注机1上的下料管2,下料管2远离浇注机1的一端转动设置有连接管3,连接管3与下料管2同轴布设,连接管3的转动轴线与下料管2的轴线相平行,接料管的直径大于下料管2的直径,连接管3远离下料管2的一端呈封闭状,连接管3上均匀间隔设置有多个不同直径的导料管4,多个导料管4均与连接管3相连通,且每个导料管4上均设置有电磁阀5;连接管3远离下料管2的端面上固定有图像识别装置9,图像识别装置9用于识别浇注口的直径,浇注机1上设有控制装置10,图像识别装置9和多个电磁阀5均与控制装置10进行电连接;下料管2上设有过滤组件6,过滤组件6用于对流入连接管3的铸造液中的杂质进行过滤,过滤组件6设置有多组,多组过滤组件6均匀间隔布设,一组过滤组件6与一个导料管4相对应,下料管2上设有与控制装置10进行电连接的驱动组件8,驱动组件8用于驱动多组过滤组件6依次进入下料管2。
31.参照图1和图2,在本实施例中导料管4的个数为三个(在其他实施例中导料管4的个数还可为二、四、五等,且多个导料管4的直径均不同),过滤组件6设置有三组;导料管4包括倾斜段和竖直段,竖直段设于倾斜段的一端,倾斜段和竖直段一体成型,倾斜段的另一端与连接管3相连通,竖直段远离倾斜段的一端能够与砂型15浇注口同轴布设,以便铸造液准确的落入浇注口。
32.为了同时实现一组过滤组件6和与其相对应导料管4的自动切换,提高工作效率。下料管2上同轴套设有第一锥齿轮21,第一锥齿轮21与下料管2转动连接且转动轴线与下料管2的中心轴线相平行,第一锥齿轮21和连接管3之间设有两个固定杆,两个固定杆竖直间隔布设,固定杆的一端与第一锥齿轮21固定连接,另一端与连接管3固定连接,下料管2上转动设置有第二锥齿轮22,第一锥齿轮21和第二锥齿轮22相啮合,驱动组件8在驱动每组过滤组件6切换时,也能够带动第二锥齿轮22转动,且当位于浇注口正上方的导料管4切换至另
一个导料管4时,则与切换后导料管4相对应的过滤组件6切换至下料管2内。
33.参照图2和图3,过滤组件6包括固定板61、收集筒62和过滤板63;收集筒62两端呈开口状,过滤板63固定于收集筒62一端开口处,过滤板63上开设有多个间隔布设的过滤通孔,固定板61上开设有凹槽611,收集筒62靠近过滤板63的一端位于凹槽611内,凹槽611的内底壁开设有漏液通孔612,漏液通孔612的直径小于凹槽611的直径;下料管2的相对两侧对称开设有供固定板61、收集筒62一同插入的侧孔23,当收集筒62与下料管2同轴布设时,固定板61横跨下料管2且两侧分别凸出于两个侧孔23;相邻两组过滤组件6中的两个固定板61之间通过连接板7固定连接,连接板7与固定板61一体成型。
34.驱动组件8包括:丝杆81、导向杆82、滑块83和驱动电机84;下料管2上固定连接有安装架,丝杆81转动安装于安装架上,滑块83螺纹装配于丝杆81上,导向杆82固定于安装架上且与丝杆81平行布设,滑块83上开设有滑动通孔,导向杆82贯穿滑动通孔且与滑动通孔滑动适配,驱动电机84固定于安装架上,驱动电机84的输出端与丝杆81的一端固定连接,滑块83与靠近驱动电机84的一组过滤组件6的固定板61固定连接,第二锥齿轮22固定于丝杆81远离驱动电机84的一端。
35.参照图3和图4,为了使铸造液经下料管2进入收集筒62时更加顺利,下料管2的内周壁固定有导流板24,导流板24位于侧孔23的上方,导流板24靠近下料管2中心轴线的一侧倾斜向下布设,导流板24靠近下料管2中心轴线一侧的边沿位于收集筒62开口的上方;当收集筒62位于下料管2内时,为了实现收集筒62与下料管2之间的密封,使铸造液不易流出,同时也使外界环境中的杂质不易进入下料管2影响铸造液的品质,导流板24上开设有环槽241,环槽241内弹性设置有环形的密封块25,环槽241内均匀间隔固定有多个弹簧26,弹簧26的一端与环槽241的内底壁固定连接,另一端与密封块25固定连接,密封块25靠近弹簧26的一端始终位于环槽241内,收集筒62远离过滤板63一端的边缘处呈倒角设置,密封块25的相对两侧均能够与收集筒62的边缘处相贴合。
36.当收集筒62进入下料管2时,收集筒62的边缘处与密封块25的一侧相贴合,随着收集筒62逐渐进入下料管2,收集筒62推动弹性设置的密封块25能够没入环槽241内,以便收集筒62顺利进入下料筒,操作方便快捷;同时当收集筒62与下料管2同轴布设时,弹性设置的密封块25靠近连接管3的一端伸出环槽241,密封块25远离连接管3的一端始终位于环槽241内,从而使密封块25靠近收集筒62的一侧与收集筒62边缘处紧密贴合,实现收集筒62与下料管2之间的密封。
37.本技术实施例一种铸件成型浇注装置121的实施原理为:当不同的砂型15输送至下料管2下方时,通过图像识别装置9能够自动识别不同砂型15上浇注孔的直径,图像识别装置9将浇注孔大小的信息传输至控制装置10处,根据不同浇注口直径的大小,选择小于需浇注砂型15上浇注口直径的导料管4,控制装置10控制驱动电机84工作完成与浇注口相适配的导料管4的切换,同时也完成过滤组件6的切换,完成切换后,控制装置10控制与浇注口相对应的导料管4上的电磁阀5打开,其余的电磁阀5关闭,浇注机1内的铸造液通过下料管2流入连接管3内经过滤组件6过滤后再经打开的导料管4流入浇注口,实现不同砂型15浇注过程的自动化,提高生产效率。
38.本技术实施例还公开一种铸件造型浇注工艺。参照图5,铸件造型浇注工艺采用铸件造型浇筑生产线进行加工,铸件造型浇筑生产线包括机台和设于机台上的传送装置16,
传送装置16用于传送砂型15,机台上沿砂型15传送的方向依次设置有造型区11、浇注区12、冷却区13和落砂区14,造型区11内安装有制作砂型15的造型机111,浇注区12内安装有对砂型15浇注的铸件成型浇注装置121,冷却区13内安装有对浇注后的砂型15进行冷却的冷却装置131,落砂区14安装有使型砂和铸件分离得落砂装置141。
39.铸件造型浇注工艺包括如下步骤:s1、砂型制作:在造型区11通过造型机111制作砂型15;s2、浇筑成型:将砂型15输送至浇注区12,根据砂型15上浇注口直径的大小选择与其适配的导料管4,并转动与其适配的导料管4至浇注口的正上方,打开与浇注口适配的导料管4上的电磁阀5,关于其余导料管4上的电磁阀5,浇注机1将铸造液通过下料管2和打开的导料管4浇注于浇注口以完成砂型15的浇注;s3、冷却处理:将浇注成型的砂型15输送至冷却区13通过冷却装置131进行冷却;s4、落砂处理:将冷却后的砂型15输送至落砂区14通过落砂装置141使砂型15中的型砂和铸件分离。
40.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1