一种零件弧面打磨装置的制作方法
1.本发明涉及零件打磨领域,更具体的说是一种零件弧面打磨装置。
背景技术:
2.对工件的加工过程中,需要对工件的表面进行打磨,一般常规的平面打磨,对于一些不规则弧面,一般的打磨机械设备无法进行一次性的打磨作业,很多曲度有变化的不规则弧面,实际打磨仍然需要熟练的技工进行手工打磨。
3.专利号为111266961的发明公开了一种弧面打磨装置,包括打磨台、打磨轮盘和打磨工件,所述打磨台的工件架板的面板上安装有已打磨完成的模具工件,所述模具工件的正前方设置有与打磨轮盘同水平面和同竖直面的轮廓定位轮盘,所述轮廓定位轮盘一侧安装有用于检查轮廓定位轮盘表面压力的传感器盒,所述悬挂台底面设有两套用于分别驱动打磨轮盘和轮廓定位轮盘移动的多向调节装置。但是该发明无法实现在摆动下对不同直径弧面进行打磨。
技术实现要素:
4.本发明的目的是提供一种零件弧面打磨装置,具有能够在摆动下对不同直径的圆弧面进行打磨的优点。
5.本发明的目的通过以下技术方案来实现:
6.一种零件弧面打磨装置,包括弧形架,以及滑动在弧形架上的齿条架,以及转动在齿条架上的三个打磨轮,以及转动在弧形架上的两个齿条轮,两个齿条轮均和齿条架啮合传动。
7.进一步的,所述两侧的打磨轮关于竖直平面对称设置。
8.进一步的,所述装置还包括带动弧形架升降的两个气缸ⅰ,以及带动两个气缸ⅰ滑动的螺纹板,以及驱动螺纹板滑动的丝杠,以及支撑螺纹板滑动的整架,丝杠转动在整架上。
附图说明
9.下面结合附图和具体实施方法对本发明做进一步详细的说明。
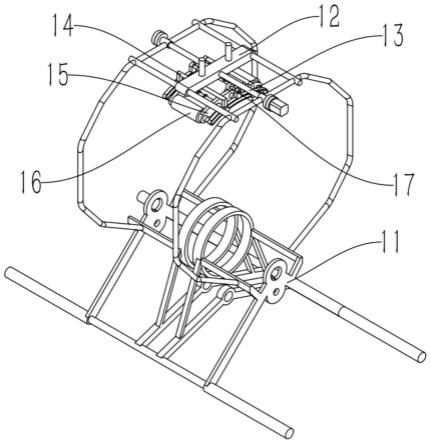
10.图1是摆动下对零件进行打磨的结构图;
11.图2是打磨零件的结构图;
12.图3是定位带杆零件的结构图;
13.图4是图3所示结构的部分结构图;
14.图5是吸附杆件进行转动的结构图;
15.图6是夹紧杆件的结构图;
16.图7是夹紧零件的结构图;
17.图8是图7所示结构的动力图;
18.图9是零件弧面打磨装置的位置结构图;
19.图10是零件弧面打磨装置的装配图。
具体实施方式
20.参考图1,详细说明打磨轮在摆动下对零件进行打磨的实施过程:
21.一种零件弧面打磨装置,包括弧形架14,弧形架14上滑动连接有齿条架15,齿条架15在受力被驱动时,能够在弧形架14内沿着弧形架14上设置的弧形槽进行弧形滑动;
22.齿条架15上转动连接有三个打磨轮16,三个打磨轮16分别固定连接在三个减速电机ⅰ的输出轴上,三个减速电机ⅰ均固定连接在齿条架15上,启动三个减速电机ⅰ,三个减速电机ⅰ带动三个打磨轮16转动,三个打磨轮16在转动下对零件表面进行打磨;
23.弧形架14上转动连接有两个齿条轮17,两个齿条轮17均和齿条架15啮合传动,两个齿条轮17分别固定连接在两个减速电机ⅱ的输出轴上,两个减速电机ⅱ均固定连接在弧形架14上,启动两个减速电机ⅱ,两个减速电机ⅱ带动两个齿条轮17转动,两个齿条轮17啮合驱动齿条架15在弧形架14内滑动,两个减速电机ⅱ的输出轴能够进行正转和反转,因此,两个齿条轮17啮合驱动齿条架15在弧形架14内进行摆动,从而实现三个打磨轮16进行弧面的打磨,实现对零件弧面的加工。
24.结合上述实施例,还可以实现以下功能;
25.参考图2,详细说明对弧形面进行打磨的实施过程:
26.三个打磨轮16中两侧的打磨轮16关于竖直平面对称设置,当三个打磨轮16受力下压时,对称设置的两个打磨轮16能够使得齿条架15受力均匀发生弹性形变,使得对称设置的两个齿条架15能够对弧形面具有一定的压力,能够保证打磨轮16对弧面的打磨效果,齿条架15的两端均由能够发生塑性形变的金属制成,且当齿条架15的两端发生形变时,能够保证两个齿条轮17和齿条架15的正常传动。
27.结合上述实施例,还可以实现以下功能;
28.参考图1,详细说明多个打磨轮对长条形的弧形面进行打磨的实施过程:
29.整架11上滑动连接有螺纹板12,整架11实现对螺纹板12的限位,使其只能够进行滑动;
30.整架11上转动连接有丝杠13,丝杠13和螺纹板12通过螺纹驱动,丝杠13固定连接在减速电机ⅲ输出轴上,减速电机ⅲ固定连接在整架11上,启动减速电机ⅲ带动丝杠13转动,丝杠13通过螺纹驱动螺纹板12在整架11上进行滑动;
31.螺纹板12上固定连接有两个气缸ⅰ,两个气缸ⅰ的气缸杆与弧形架14固定连接,螺纹板12滑动时带动两个气缸ⅰ滑动,两个气缸ⅰ带动弧形架14滑动从而实现带动多个打磨轮16进行滑动,实现对长条形弧形面进行打磨,启动两个气缸ⅰ,两个气缸ⅰ的气缸杆带动弧形架14下降,实现上述所说的将多个打磨轮16下压在零件的弧面上,对弧面进行打磨。
32.结合上述实施例,还可以实现以下功能;
33.参考图3和4,详细说明带动零件摆动后进行打磨的实施过程:
34.整架11上转动连接有中轴21,中轴21两侧均固定连接在立架22上,立架22上固定连接有定位管23,定位管23内能够安装带杆的零件,再配合上端的多个转动的打磨轮16实现对零件的弧面打磨;
35.中轴21中部固定连接有弧形齿条24,弧形齿条24转动连接在整架11上,整架11上转动连接有齿轮ⅰ25,齿轮ⅰ25固定连接在减速电机ⅳ的输出轴上,减速电机ⅳ固定连接在整架11上,启动减速电机ⅳ带动齿轮ⅰ25转动,齿轮ⅰ25啮合驱动弧形齿条24转动,弧形齿条24带动中轴21转动,进而通过固接关系带动定位管23转动,通过驱动弧形齿条24摆动进而实现两件进行摆动,进而实现对带杆的弧面进行打磨加工。
36.结合上述实施例,还可以实现以下功能;
37.参考图5,详细说明对带杆的球头零件进行打磨的实施过程:
38.定位管23上转动连接有吸盘杆,吸盘杆上固定连接有吸盘31,吸盘杆固定连接在减速电机
ⅴ
的输出轴上,减速电机
ⅴ
固定连接在定位管23上,将带杆的球头零件的杆插入定位管23内被吸盘31吸附,启动减速电机
ⅴ
带动与其固定连接的吸盘杆转动,进而带动吸盘31转动,从而通过吸盘31带动零件进行转动,配合多个打磨轮16的摆动对球头进行打磨,实现对球头零件的球头的打磨加工。
39.结合上述实施例,还可以实现以下功能;
40.参考图6,详细说明对带杆的具有弧面的零件的弧面进行打磨加工的实施过程:
41.立架22上固定连接有两个夹紧气缸41,两个夹紧气缸41的气缸杆上均固定连接有夹紧杆42,两个夹紧杆42均滑动连接在定位管23上,当杆插进定位管23内调节弧形面的轴线与多个打磨轮16的轴线平行,启动两个夹紧气缸41,两个夹紧气缸41带动两个夹紧杆42伸出对零件进行夹紧,配合多个打磨轮16转动下的摆动对弧面进行打磨加工。
42.结合上述实施例,还可以实现以下功能;
43.参考图6,详细说明对带杆弧面零件进行夹紧的实施过程:
44.两个所述夹紧杆42的端面均设置有弧形齿,通过多个齿增强与杆的接触面积,防止杆发生转动,而弧形的齿使得两个夹紧杆42更贴合杆的外壁对其进行夹紧,使得夹紧的杆会被固定住而不会发生转动,防止零件加工不合格,造成零件的损坏。
45.结合上述实施例,还可以实现以下功能;
46.参考图7,详细说明对零件的两端固定后进行打磨的实施过程:
47.中轴21上转动连接有丝杆51,立架22上滑动连接有两个立板61,两个立板61上均固定连接有转动电机62,两个转动电机62输出轴上均固定连接有矩形杆63,通过丝杆51的转动通过螺纹驱动两个立板61滑动,两个立板61带动两个转动电机62进行滑动,两个转动电机62带动两个矩形杆63对零件的两端进行固定,启动两个转动电机62,两个转动电机62带动两个矩形杆63进行转动,两个矩形杆63带动夹紧的零件进行转动,配合多个打磨轮16的转动,实现对零件的弧面进行打磨。
48.结合上述实施例,还可以实现以下功能;
49.参考图8,详细说明驱动两个立板对零件夹紧和释放的实施过程:
50.丝杆51两侧的螺纹方向相反,当丝杆51转动时同步驱动两个立板61相互靠近对零件夹紧或相互远离对夹紧的零件释放。
51.结合上述实施例,还可以实现以下功能;
52.参考图8、9和10,详细说明驱动丝杆转动的实施过程:
53.丝杆51上固定连接有两个丝杆轮52,整架11上转动连接有两个下轮53,两个下轮53分别和两个丝杆轮52啮合传动,两个下轮53分别固定连接在两个减速电机ⅵ的输出轴
上,两个减速电机ⅵ均固定连接在整架11上,启动两个减速电机ⅵ,两个减速电机ⅵ带动两个下轮53转动,两个下轮53啮合驱动两个丝杆轮52转动,两个丝杆轮52带动丝杆51转动,进而实现对零件的夹紧和释放。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1