一种硬质合金的材料及制备方法与流程
1.本发明涉及材料技术领域,提供了一种硬质合金的材料及制备方法。
背景技术:
2.随着刀具市场竞争日益白热化,客户的可选择余地变得更大,为了应对日益激烈的竞争环境,公司要求在保证该牌号的物理机械性能保持不变,甚至还要略有提升的前提下,降低产品成本,才能在日益激烈的竞争中站位一席之地。
3.而牌号st2039的材料,原材料配方:12-13%ti,9.5-10.5%co,78.5-76.5%wc。在该系列刀具的应用实践中,做好co与ti的含量之间的平衡,是有效提高产品物理机械性能的手段。在硬质合金生产应用中,提高钛含量能有效的提高刀片的耐磨性,但是加入量过大会减低刀片的强度;而提高co含量对于合金的影响恰好相反。另外随着电动汽车的不断普及,co价格的不断走高,在改牌号的改进中我们采用了跟co性能相近的ni替代,有效的降低了改牌号的生产成本。
技术实现要素:
4.本发明的目的在于在保证材料密度、硬度、耐磨性的前提下提供一种新的材料配方及制备方法。
5.为了实现上述目的本发明采用以下技术手段:
6.本发明提供了一种硬质合金的材料,按重量百分比计,该材料配方包括:15.5-16.5%ti,11.5-12.5%ni,71-73%wc。
7.上述技术方案中,其中wc中71.81-73.68%w,余下为26.32-28.19%c。
8.本发明还提供了一种硬质合金的材料的制备方法,其特征在于,包括以下步骤:
9.步骤1:将所有组分物质混合进行研磨,得到研磨好的混合料;
10.步骤2:对步骤1得到的研磨好的混合料进行模压成型,得到刀片压坯;
11.步骤3:在步骤2得到的刀片压坯进行烧结,使其在高温下最终成型,通过1530-1545℃的温度烧结14.5-16小时,保温105-115分钟,最终得到最终的硬质合金的材料。
12.因为本发明采用上述技术方案,因此具备以下有益效果:
13.一、本发明改进前抗弯强度为1800kn/mm2,采用本发明的技术方案,抗弯强度为2200kn/mm2,,通过抗弯强度的可以看出,改进后的产品强度相比较改进前略有提高,改进后的韧性更好。
14.二、由于改进后(有改进前以co为主要粘接相改成以ni为粘接相,有效的降低了成本。注:在硬质合金生产中通常以铁、钴、镍为这三种物质中的一种或者几种作为粘接相)ni的总含量进行大幅提高,ti含量也进行了大幅提高,但是通过硬度这个物理指标可以看出,改进前为10.65-11.05hra,改进后为90.8-92.0hra,改进前后的刀片耐磨性并没有太大的影响。
15.三、本发明适当提高钴和镍含量,提高烧结温度时使ti、wc固溶体在合金化过程中
更充分。
具体实施方式
16.以下将对本发明的实施例给出详细的说明。尽管本发明将结合一些具体实施方式进行阐述和说明,但需要注意的是本发明并不仅仅只局限于这些实施方式。相反,对本发明进行的修改或者等同替换,均应涵盖在本发明的权利要求范围当中。
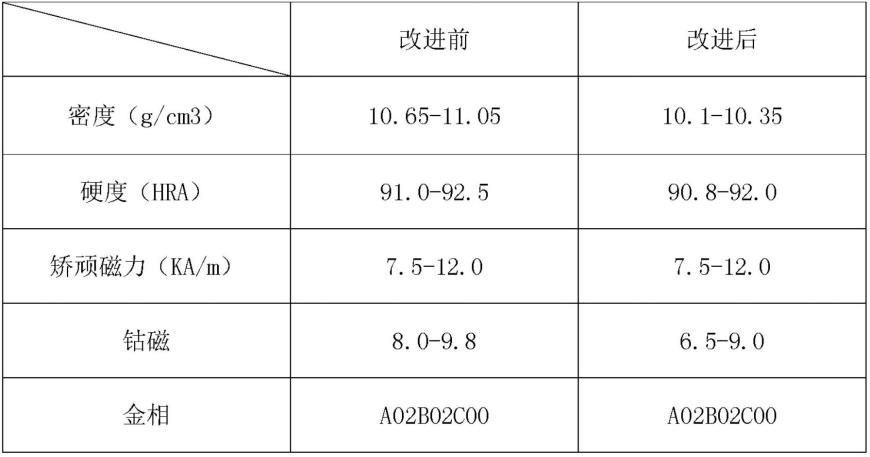
17.另外,为了更好的说明本发明,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员将理解,没有这些具体细节,本发明同样可以实施。改进前后物理机械性能对比:
[0018][0019][0020]
从上述数据可以卡看出本发明改进上采用的是不降低产品内在性能(通过上面性能对比),反而有所提高(通常情况下,我们提高ti含量会降低材料的强度,但是通过我公司的不断工艺和配方的改进反而提高了材料的强度力学性能,降低了材料因(ti)含量的提高产生的脆性),同时产品的生产成本降低10-15%,有效提高了市场的竞争力。由于产品密度的降低,我公司在每公斤产品片数提高了3-5%,对于终端用户来说,变相的减低了其生产成本。
[0021]
实施例1
[0022]
一种硬质合金的材料,按重量百分比计,该材料配方包括:15.5%ti,11.5%ni,73%wc。
[0023]
密度:10.65-11.05g/cm3,hra:91.0-92.5,矫顽磁力7.5-12ka/m,钴磁8.0-9.8,金相a02b00c00,抗弯强度2100kn/mm2[0024]
实施例2
[0025]
一种硬质合金的材料,按重量百分比计,该材料配方包括:16.5%ti,12.5%ni,71%wc。
[0026]
密度:10.1-10.35g/cm3,hra:90.8-92,矫顽磁力7.5-12ka/m,钴磁6.5-9.0,金相
a02b00c00,抗弯强度2200kn/mm2[0027]
实施例3
[0028]
对实施例1或2中所述的一种硬质合金的材料采用如下工艺制备:
[0029]
步骤1:对混合料的研磨工艺进行了改进,取消了原来的对含ti物质的预研磨工艺,改为现在的所有组分物质同时加入的研磨方法,得到研磨好的混合料;
[0030]
步骤2:对步骤1得到的研磨好的混合料进行模压成型,得到刀片压坯;
[0031]
步骤3:在步骤2得到的刀片压坯,转入到烧结在高温下最终成型,通过改进烧结温度由1480-1510℃提高到1530-1545℃,烧结时间为15小时30分,以及烧结后保温时间由原来的90分钟提高了15-25分钟保温时间来保证改进后的合金配方在矫顽磁力、钴磁、硬度无明显的变化。
[0032]
步骤4,最终得到我们需要的硬质合金产物。
[0033]
实施例4
[0034]
对实施例1或2中所述的一种硬质合金的材料采用如下工艺制备:
[0035]
步骤1:对混合料的研磨工艺进行了改进,取消了原来的对含ti物质的预研磨工艺,改为现在的所有组分物质同时加入的研磨方法,得到研磨好的混合料;
[0036]
步骤2:对步骤1得到的研磨好的混合料进行模压成型,得到刀片压坯;
[0037]
步骤3:在步骤2得到的刀片压坯,转入到烧结在高温下最终成型,烧结温度为1530℃,烧结时间为14.5小时,以及烧结后保温时间由原来的90分钟提高了15分钟保温时间来保证改进后的合金配方在矫顽磁力、钴磁、硬度无明显的变化。
[0038]
步骤4,最终得到我们需要的硬质合金产物。
[0039]
密度:10.65-11.05g/cm3,hra:91.0-92.5,矫顽磁力7.5-12ka/m,钴磁8.0-9.8,金相a02b00c00,抗弯强度2100kn/mm2[0040]
实施例5
[0041]
对实施例1或2中所述的一种硬质合金的材料采用如下工艺制备:
[0042]
步骤1:对混合料的研磨工艺进行了改进,取消了原来的对含ti物质的预研磨工艺,改为现在的所有组分物质同时加入的研磨方法,得到研磨好的混合料;
[0043]
步骤2:对步骤1得到的研磨好的混合料进行模压成型,得到刀片压坯;
[0044]
步骤3:在步骤2得到的刀片压坯,转入到烧结在高温下最终成型,烧结温度为1545℃,烧结时间为16小时,以及烧结后保温时间由原来的90分钟提高了25分钟保温时间来保证改进后的合金配方在矫顽磁力、钴磁、硬度无明显的变化。
[0045]
步骤4,最终得到我们需要的硬质合金产物。
[0046]
密度:10.1-10.35g/cm3,hra:90.8-92,矫顽磁力7.5-12ka/m,钴磁6.5-9.0,金相a02b00c00,抗弯强度2200kn/mm2[0047]
实施例6
[0048]
然后如果按照以前的温度和保温时间,得到的产品性能参数如下:
[0049]
密度:10.65-11.05g/cm3,hra:91.0-92.5,矫顽磁力7.5-12ka/m,钴磁8.0-9.8,金相a02b00c00,抗弯强度1800kn/mm2[0050]
改进前后从性能指标是看,主要变化的指标是密度和强度两个指标,其他指标并无明显的变化,其他指标未有明显的变化说明了我们的改进时有效的,不会对最终刀具对
加工工件没有明显的影响,而强度的提高有效的提升了韧性,密度的降低了提升了单位重量的有效产品片数。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1