铝合金材料及使用其的导电构件、电池用构件、紧固零件、弹簧用零件和结构用零件的制作方法
铝合金材料及使用其的导电构件、电池用构件、紧固零件、弹簧用零件和结构用零件
本技术是申请号为201780023770.x、申请日为2017年07月11日、发明名称为铝合金材料及使用其的导电构件、电池用构件、紧固零件、弹簧用零件和结构用零件的专利申请的分案申请。
技术领域
1.本发明涉及高强度铝合金材料。这种铝合金材料用于广泛用途(例如导电构件、电池用构件、紧固零件、弹簧用零件及结构用零件)。
背景技术:
2.近年来,随着金属构件形状的多样化,广为研究了利用电子束或激光等对金属粉末进行烧结而将三维结构体成形为所需形状的技术。然而,虽然在这种技术中,使用金属粉末,但是存在当使金属粉末过于微细化时,将变得易于爆炸等问题。
3.因此,最近开发出通过对金属制的细线进行编、织、连结、相接、连接等方法来成形三维结构物的技术。关于这种方法,对例如金属丝编织多孔材料(wire-woven cellular materials)进行了研究,并期待用于电池用零件、散热器和冲击吸收构件等。
4.另外,作为上述那样的金属制细线,广泛使用铁系和铜系线材,但最近,正研究替换成铝系材料,其与铁系或铜系金属材料相比,比重小,并且除了热膨胀系数大之外,电和热的传导性也较好,而且耐腐蚀性优异,特别是弹性系数小且柔软地弹性变形。
5.然而,纯铝材存在与铁系和铜系金属材料相比强度较低的问题。另外,作为强度较高的铝系合金材料的、2000系和7000系的铝合金材料存在耐腐蚀性和耐应力腐蚀破裂性较差等问题。
6.因此,最近广泛使用含有mg与si且电和热的传导性及耐腐蚀性优异的6000系铝合金材料。然而,虽然这种6000系铝合金材料在铝系合金材料中强度高,但仍不够充分,期望进一步的高强度化。
7.另一方面,作为铝合金材料的高强度化的方法,已知如下的方法,即,利用包含非晶相的铝合金原材料的结晶化的方法(专利文献1)、利用ecap:法的微细晶粒形成方法(专利文献2)、通过在小于等于室温的温度下实施冷加工的微细晶粒形成方法(专利文献3)、使碳纳米纤维分散的方法(专利文献4)等。然而,这些方法所制造的铝合金材料的大小均较小,且难以在工业上实际使用。
8.另外,专利文献5中公开了通过控制轧制温度来获得具有微细组织的al-mg系合金的方法。虽然该方法在工业批量生产率方面优异,但是存在需要进一步高强度化的课题。现有技术文献专利文献
9.专利文献1:日本特开平5-331585号公报专利文献2:日本特开平9-137244号公报
专利文献3:日本特开2001-131721号公报专利文献4:日本特开2010-159445号公报专利文献5:日本特开2003-027172号公报
技术实现要素:
(发明要解决的课题)
10.本发明的目的在于提供能够成为铁系和铜系金属材料的替代品的高强度铝合金材料以及使用其的导电构件、电池用构件、紧固零件、弹簧用零件及结构用零件。(用于解决课题的方法)
11.本发明者们反复进行深入讨论,结果发现,通过使铝合金材料具有规定的合金组成,并具有晶粒一致朝向一个方向延伸的纤维状金相组织,且在和所述一个方向平行的截面中,所述晶粒的垂直于长度方向的尺寸的平均值小于等于270nm,从而能够获得耐热性优异且具有与铁系和铜系金属材料相当的高强度的铝合金材料,进而基于该发现完成了本发明。
12.即,本发明的主旨构成如下。[1]一种铝合金材料,具有如下合金组成:mg:0.2~1.8质量%,si:0.2~2.0质量%,fe:0.01~1.50质量%,选自cu、ag、zn、ni、co、au、mn、cr、v、zr及sn中的至少一种以上:合计0.06~2质量%,余量由al及不可避免的杂质构成,所述铝合金材料具有晶粒一致朝向一个方向延伸的纤维状金相组织;且在平行于所述一个方向的截面中,所述晶粒的垂直于长度方向的尺寸的平均值小于等于270nm。[2]上述[1]所述的铝合金材料,其中,维氏硬度(hv)为125~250。[3]一种导电构件,其使用了上述[1]或[2]所述的铝合金材料。[4]一种电池用构件,其使用了上述[1]或[2]所述的铝合金材料。[5]一种紧固零件,其使用了上述[1]或[2]所述的铝合金材料。[6]一种弹簧用零件,其使用了上述[1]或[2]所述的铝合金材料。[7]一种结构用零件,其使用了上述[1]或[2]所述的铝合金材料。(发明效果)
[0013]
根据本发明,通过使铝合金材料具有规定的合金组成,并具有晶粒一致朝向一个方向延伸的纤维状金相组织,且在平行于所述一个方向的截面中,所述晶粒的垂直于长度方向的尺寸的平均值小于等于270nm,从而能够获得耐热性优异且具有与铁系和铜系金属材料相当的高强度的铝合金材料以及使用其的导电构件、电池用构件、紧固零件、弹簧用零件及结构用零件。
附图说明
[0014]
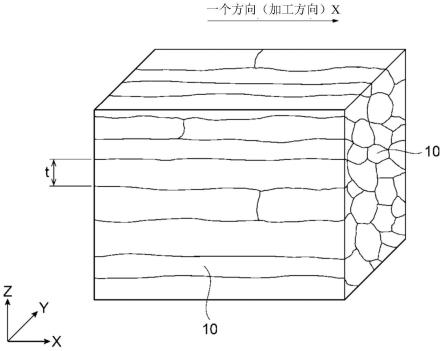
图1是示意性地表示本发明所涉及的铝合金材料的金相组织样式的立体图。图2是表示纯铝、纯铜及本发明所涉及的铝合金材料的加工度和拉伸强度的关系的曲线图。图3是表示本实施例所涉及的铝合金材料的平行于加工方向x的截面中金相组织样式的stem图像。
具体实施方式
[0015]
以下,对本发明的铝合金材料的优选实施方式进行详细说明。本发明所涉及的铝合金材料的特征在于,具有如下合金组成:mg:0.2~1.8质量%,si:0.2~2.0质量%,fe:0.01~1.50质量%,选自cu、ag、zn、ni、co、au、mn、cr、v、zr及sn中的至少一种以上:合计0.06~2质量%,余量由al及不可避免的杂质构成,所述铝合金材料具有晶粒一致朝向一个方向延伸的纤维状金相组织,且在平行于所述一个方向的截面中,所述晶粒的垂直于长度方向的尺寸的平均值小于等于270nm。
[0016]
在本说明书中,“晶粒”是指由取向差边界包围的部分,这里,“取向差边界”是指利用扫描透射电子显微镜法(stem)观察金相组织时,对比度(contrast)间歇地发生变化的边界。另外,晶粒的垂直于长度方向的尺寸对应于取向差边界的间隔。
[0017]
另外,本发明所涉及的铝合金材料具有晶粒一致朝向一个方向延伸的纤维状金相组织。在图1中示出了示意性地表示本发明所涉及的铝合金材料的金相组织的样式的立体图。如图1所示,本发明的铝合金材料具有细长形状的晶粒10形成一致朝向一个方向x延伸的状态的纤维状组织。这种细长形状的晶粒与现有的微细晶粒、仅单纯地纵横比较大的扁平晶粒完全不同。即,本发明的晶粒为纤维那样的细长形状,且其垂直于长度方向x的尺寸t的平均值小于等于270nm。这种微细晶粒一致朝向一个方向延伸的纤维状金相组织可以说是现有的铝合金中没有的新金相组织。
[0018]
本发明的铝合金材料由于具有晶粒一致朝向一个方向延伸的纤维状金相组织,且在平行于所述一个方向的截面中,将所述晶粒的垂直于长度方向的尺寸的平均值控制为小于等于270nm,所以能够实现与铁系和铜系金属材料相当的高强度(例如拉伸强度大于等于480mpa、维氏硬度(hv)大于等于125)。
[0019]
另外,使晶粒直径变得微细除了能够提高强度以外,也直接关系到改善晶间腐蚀的作用、改善疲劳特性的作用、减少塑性加工后的表面粗糙的作用、减少剪切加工时的塌边、毛刺的作用等,有全面提高材料功能的效果。
[0020]
(1)合金组成示出本发明的铝合金材料的合金组成及其作用。《mg:0.2~1.8质量%》mg(镁)具有固溶于铝母材中并进行强化的作用,并且具有通过和si的协同效应而使拉伸强度得到提高的作用。另外,在形成mg-si簇以作为溶质原子簇时,mg元素具有使拉伸强度及伸长率得到提高的作用。然而,当mg含量小于0.2质量%时,上述作用效果不充分,另外,当mg含量超过1.8质量%时,形成有晶析物,且加工性(拉丝加工性和弯曲加工性等)降低。因此,将mg含量设为0.2~1.8质量%,优选为0.4~1.0质量%。
[0021]
《si:0.2~2.0质量%》si(硅)具有固溶于铝母材中并进行强化的作用,并且具有通过和mg的协同效应而使拉伸强度及耐挠曲疲劳特性得到提高的作用。另外,si元素是在形成mg-si簇或si-si簇以作为溶质原子簇时具有使拉伸强度及伸长率得到提高的作用。然而,当si含量小于0.2质量%时,上述作用效果不充分,另外,当si含量超过2.0质量%时,形成有晶析物,且加工性降低。因此,将si含量设为0.2~2.0质量%,优选为0.4~1.0质量%。
[0022]
《fe:0.01~1.50质量%》
fe(铁)是通过主要形成al-fe系金属间化合物从而有助于晶粒的微细化,并且使拉伸强度得到提高的元素。这里,金属间化合物是指由两种或两种以上金属构成的化合物。由于fe在655℃下仅能够以0.05质量%固溶于al中,且在室温下更少,所以无法固溶于al中的剩余的fe会作为al-fe系、al-fe-si系、al-fe-si-mg系等金属间化合物而晶析或析出。在本说明书中,将像上述主要由fe和al构成的金属间化合物称为fe系化合物。该金属间化合物有助于晶粒的微细化,并且使拉伸强度得到提高。另外,fe具有也通过固溶于al中的fe使拉伸强度得到提高的作用。当fe含量小于0.01质量%时,这些作用效果不充分,另外,当fe含量超过1.50质量%时,晶析物变多,加工性降低。这里,晶析物是指合金的铸造凝固时所产生的金属间化合物。因此,将fe含量设为0.01~1.50质量%,优选为0.05~0.80质量%。另外,在铸造时的冷却速度较慢时,fe系化合物的分散变疏,不良影响度提高。因此,更优选为将fe含量设为小于1.00质量%,进一步优选为小于0.60质量%。
[0023]
《选自cu、ag、zn、ni、co、au、mn、cr、v、zr及sn中的至少一种以上:合计0.06~2质量%》cu(铜)、ag(银)、zn(锌)、ni(镍)、co(钴)、au(金)、mn(锰)、cr(铬)、v(钒)、zr(锆)、sn(锡)均为使耐热性得到提高的元素。这些成分可以以单独一种的方式被含有,也可以以两种或两种以上的组合的方式被含有。
[0024]
作为上述成分使耐热性得到提高的机理,例如可以列举如下机制,即由于上述成分的原子半径和铝的原子半径的差较大,所以使晶界的能量降低的机制,由于上述成分的扩散系数较大,所以在进入晶界时使晶界的迁移率降低的机制,由于与空穴的相互作用较大,且捕获空穴,所以延缓扩散现象的机制等,并且可认为这些机制协同地发挥作用。
[0025]
尤其是,如果考虑到在腐蚀环境下使用时的耐腐蚀性,则优选含有选自zn、ni、co、mn、cr、v、zr及sn中的任意一种或一种以上。当这些成分的合计含量小于0.06质量%时,上述作用效果不充分,另外,当这些成分的合计含量超过2质量%时,加工性会降低。因此,将选自cu、ag、zn、ni、co、au、mn、cr、v、zr及sn中的至少一种以上的合计含量设为0.06~2质量%,且优选为0.3~1.2质量%。
[0026]
《余量:al及不可避免的杂质》上述成分以外的余量为al(铝)及不可避免的杂质。这里所谓的不可避免的杂质是指制造工序上不可避免地可能含有的含有水平的杂质。不可避免的杂质根据其含量也有可能成为降低导电率的主要原因,所以考虑到导电率的降低而优选将不可避免的杂质的含量抑制到某种程度。作为可列举为不可避免的杂质的成分,例如可以列举b(硼)、ti(钛)、bi(铋)、pb(铅)、ga(镓)、sr(锶)等。另外,关于这些成分含量的上限,只需将每种上述成分设为小于等于0.05质量%,并将上述成分的总量设为小于等于0.15质量%以下即可。
[0027]
这种铝合金材料能够通过对合金组成及制造工序进行组合并控制而实现。以下,对本发明的铝合金材料的适当的制造方法进行说明。
[0028]
(2)本发明的一实施例所涉及的铝合金材料的制造方法本发明的一实施例所涉及的铝合金材料的特征在于,特别通过将晶界以高密度导入到al-mg-si-fe系合金的内部,从而实现高强度化。因此,和现有的铝合金材料中通常所进行的使mg-si化合物析出硬化的方法在针对高强度化的手段上大为不同。
[0029]
在本发明的铝合金材料的优选制造方法中,对具有规定的合金组成的铝合金原材
料不进行时效析出热处理[0],而是进行加工度大于等于4的冷加工[1]作为最终加工。另外,也可以根据需要在冷加工[1]之后进行调质退火[2]。以下进行详细说明。
[0030]
通常,当对金属材料施加变形应力时,作为金属结晶的变形的基本过程,将产生晶体滑移。越是容易产生这种晶体滑移的金属材料,变形所需的应力越小,可以说强度越低。因此,在提高金属材料的强度时,重要的是抑制金相组织内产生的晶体滑移。作为抑制这种晶体滑移的主要因素,可以列举出金相组织内的晶界的存在,在对金属材料施加变形应力时,这种晶界能够防止晶体滑移在金相组织内传播,其结果为,能够提高金属材料的强度。
[0031]
因此,在提高金属材料的强度时,可考虑期望以高密度将晶界导入到金相组织内。这里,作为晶界的形成机制,例如可以考虑如下伴随金相组织的变形的、金属结晶的分裂。通常,多晶材料的内部起因于相邻晶粒之间取向的不同、或与加工工具接触的表层附近与主体内部之间的应变的空间分布,从而应力状态变成复杂的多轴状态。由于这些影响,从而变形前为单一取向的晶粒随着变形而分裂成多个取向,并且在分裂的各结晶之间形成有晶界。
[0032]
然而,所形成的晶界为从通常的12配位的最密原子排列背离的结构,并具有界面能。因此,可认为在通常的金相组织中,当晶界大于等于一定密度时,增加的内部能量成为驱动力,并产生动态或静态恢复和再结晶。因此,可认为,由于通常情况下即使增加变形量,晶界的增加和减少也会同时产生,所以晶界密度变成饱和状态。
[0033]
这种现象和作为现有金相组织的纯铝及纯铜中的加工度与拉伸强度的关系也是一致的。在图2中示出纯铝、纯铜及本发明所涉及的铝合金材料的加工度和拉伸强度的关系的曲线图。
[0034]
如图2所示,虽然作为通常的金相组织的纯铝及纯铜在较低的加工度下,可见拉伸强度的提高(硬化),但是存在加工度越高,硬化量越饱和的倾向。这里,可认为加工度对应于对上述的金相组织施加的变形量,并且硬化量的饱和对应于晶界密度的饱和。
[0035]
而在本发明的铝合金材料中,即便增加加工度,也会持续硬化,且强度随着加工持续上升。可认为这是由于本发明的铝合金材料通过具有上述合金组成、特别是通过复合添加了规定量的mg与si,从而即便在金相组织内晶界大于等于一定密度,也能够抑制内部能量的增加。其结果为,能防止金相组织内的恢复及再结晶,并能有效地在金相组织内增加晶界。
[0036]
虽然通过这样的mg与si的复合添加来提高强度的机制未必明确,但是可认为原因在于:(i)通过组合使用相对于al原子原子半径较大的mg原子和相对于al原子原子半径较小的si原子,从而各原子始终致密地填充(排列)于铝合金材料中;(ii)通过使2价的mg和4价的si与3价的al原子共存,从而铝合金材料整体能够形成3价状态,并通过实现价数稳定,从而能够有效地抑制伴随加工的内部能量的增加。
[0037]
在这种本发明中,将冷加工[1]中的加工度设为大于等于4。尤其是,通过以较大的加工度进行加工,从而能够促进随着金相组织的变形的金属结晶的分裂,并能够以高密度将晶界导入到铝合金材料的内部。其结果为,铝合金材料的晶界得到强化,强度大幅提高。这种加工度优选设为大于等于5,更优选设为大于等于6,进一步优选设为大于等于7。另外,虽然加工度的上限没有特别规定,但是通常小于等于15。
[0038]
需要说明的是,在将加工前的截面面积设为s1,将加工后的截面面积设为s2(s1》
s2)时,加工度η由下述式(1)表示。加工度(量纲为1):η=ln(s1/s2)
…
(1)
[0039]
另外,优选为,加工率大于等于98.2%,更优选为大于等于99.8%。而且,加工率r利用上述s1及s2由下述式(2)表示。加工率(%):r={(s1-s2)/s1}
×
100
…
(2)
[0040]
另外,只要根据目标铝合金材料的形状(线棒材、板材、条、箔等)适当选择加工方法即可,可以列举例如盒式辊模(cassette roller dies)、槽辊轧制、圆线轧制、利用模具等进行的拉拔加工、模锻等。另外,只要在公知范围内对上述加工中的各条件(润滑油的种类、加工速度、加工发热等)进行适当调整即可。
[0041]
另外,只要铝合金原材料具有上述合金组成,则不进行特别限定,例如可以根据使用目的适当选择使用挤压材料、铸锭材料、热轧材料、冷轧材料等。
[0042]
另外,本发明中不进行以往在冷加工[1]前所进行的时效析出热处理[0]。这种时效析出热处理[0]通常是通过将铝合金原材料在160~240℃下保持1分钟~20小时来促进mg-si化合物的析出。然而,在对铝合金原材料实施这种时效析出热处理[0]时,由于会在材料内部产生加工破裂,所以无法进行基于上述高加工度的冷加工[1]。另外,在时效温度为高温的情况下,会变成过时效状态,所以,即使在基于上述高加工度的冷加工[1]也有时不发生加工破裂,但此种情况下,mg与si作为mg-si化合物而从al母相被排出,并且晶界的稳定性明显降低。
[0043]
在本发明中,也可以为了释放残留应力、提高伸长率,而在冷加工[1]之后进行调质退火[2]。在进行调质退火[2]时,将处理温度设为50~160℃。在调质退火[2]的处理温度小于50℃时,不易获得上述那样的效果,并且当超过160℃时,会因恢复或再结晶而引起晶粒生长,进而强度降低。另外,调质退火[2]的保持时间优选为1~48小时。另外,能够根据不可避免的杂质的种类与量、及铝合金原材料的固溶/析出状态,而对这种热处理的各条件进行适当调节。
[0044]
另外,在本发明中,如上所述,通过利用模具进行拉拔和轧制等的方法,从而对铝合金原材料进行较高加工度的加工。因此,其结果为,能够获得长条的铝合金材料。另一方面,在像粉末烧结、压缩扭转加工、高压扭转(hpt)、锻造加工、等通道转角挤压(ecap)等现有的铝合金材料的制造方法中,难以获得这种长条的铝合金材料。本发明的铝合金材料优选以大于等于10m的长度进行制造。另外,虽然制造时的铝合金材料的长度的上限未被特别设置,但是考虑到作业性等,优选设为小于等于6000m。
[0045]
另外,本发明的铝合金材料由于如上所述,为了晶粒的微细化而增大加工度是有效的,所以,特别是在将其制作成线棒材时,直径越细越容易实现本发明的构成,另外,在将其制作成板材或箔时,厚度越薄越容易实现本发明的构成。
[0046]
特别是,在本发明的铝合金材料为线棒材时,其线径优选小于等于1mm,更优选小于等于0.5mm,进一步优选小于等于0.1mm,特别优选小于等于0.07mm。另外,虽然未特别设置上限,但是优选小于等于30mm。本发明的铝合金线棒材的优点之一在于能够以单线的形式较细地使用。
[0047]
另外,虽然如上所述,本发明的铝合金材料被较细或较薄地加工,但也可以准备多个这种铝合金材料并将其接合,使其加粗或增厚,从而用于目标用途。而且,接合方法能够
使用公知方法,可以列举例如压接、焊接、利用粘接剂进行的接合、摩擦搅拌接合等。另外,在铝合金材料为线棒材时,也可以将多根聚成一束进行绞合,从而制成铝合金绞线,并用于目标用途。另外,也可以在对进行了上述冷加工[1]的铝合金材料实施接合或绞合的加工之后,进行所述调质退火[2]的工序。
[0048]
(3)本发明的铝合金材料的组织性特征在利用上述制造方法所制造的本发明的铝合金材料中,晶界以高密度被导入到金相组织内。本发明的铝合金材料的特征在于,具有晶粒一致朝向一个方向延伸的纤维状金相组织,且在平行于所述一个方向的截面中,上述晶粒的垂直于长度方向的尺寸的平均值小于等于270nm。这种铝合金材料通过具有以往没有的特有金相组织,从而能够发挥特别优异的强度。
[0049]
本发明的铝合金材料的金相组织为纤维状组织,并形成细长形状的晶粒一致朝向一个方向延伸为纤维状的状态。这里,“一个方向”对应于铝合金材料的加工方向,在铝合金材料为线棒材时,例如对应于拉丝方向,在铝合金材料为板材或箔时,例如对应于轧制方向。另外,本发明的铝合金材料特别是针对这种平行于加工方向的拉伸应力发挥特别优异的强度。
[0050]
另外,上述一个方向优选对应于铝合金材料的长度方向。即,通常铝合金材料只要没有被切分成较其垂直于加工方向的尺寸短的尺寸,即对应于其长度方向。
[0051]
另外,在平行于上述一个方向的截面中,晶粒的垂直于长度方向的尺寸的平均值小于等于270nm,更优选小于等于220nm,进一步优选小于等于170nm,特别优选小于等于120nm。在这种直径(晶粒的垂直于长度方向的尺寸)较细的晶粒向一个方向延伸的纤维状金相组织中,高密度地形成晶界,利用这种金相组织,能够有效地抑制伴随变形的晶体滑移,从而能够实现以往没有的高强度。另外,从防止延展性降低的方面考虑,晶粒的垂直于长度方向的尺寸的平均值的下限优选设为大于等于50nm。
[0052]
另外,上述晶粒的长度方向的尺寸不必限定,优选大于等于1200nm,更优选大于等于1700nm,进一步优选大于等于2200nm。另外,所述晶粒的纵横比优选大于10,更优选大于等于20。另外,从防止延展性降低的方面考虑,所述晶粒的纵横比的上限优选设为小于等于200万。
[0053]
(4)本发明的铝合金材料的特性[拉伸强度]拉伸强度是依据jis z2241:2011测定的。详细的测定条件将在后述的实施例项中进行说明。本发明的铝合金材料特别是在作为线棒材时,拉伸强度优选大于等于480mpa。这与一般的以较强的加工度进行拉丝加工而得到的铜线的强度同等。另外,铝合金材料的拉伸强度更优选大于等于520mpa,进一步优选大于等于560mpa,特别优选大于等于600mpa,进一步更优选大于等于640mpa。这种具有高强度的本发明的铝合金材料能够作为cu-sn系和cu-cr系等稀释铜合金的强拉丝加工材料的替代品而进行使用。而且,这种铝合金材料也能够作为钢系和不锈钢系材料的替代品而进行使用。另外,本发明的铝合金材料的拉伸强度的上限未被特别限定,例如小于等于1000mpa。而且,由于本发明的铝合金材料在耐热性方面优异,所以即使在加热后也能够维持上述高拉伸强度。
[0054]
[维氏硬度(hv)]将维氏硬度(hv)设为依据jis z 2244:2009测定得到的值。详细的测定条件将在后述实施例项中进行说明。另外,在对已经成为零件的加工品测定维氏硬度(hv)时,也可以分解加工品,对截面进行镜面抛光,并对该截面进行测定。本发明的铝合金材料尤其是在线棒材时,维氏硬度(hv)优选大于等于125。这与一般的进行强拉丝加工而得到的铜线的强度同等。另外,铝合金材料的维氏硬度(hv)更优选大于等于140,进一步优选大于等于150,特别优选大于等于160,进一步更优选大于等于170。这种具有高强度的本发明的铝合金材料能够作为cu-sn系和cu-cr系等稀释铜合金的强拉丝加工材料的替代品而进行使用。而且,这种铝合金材料也能够作为钢系和不锈钢系材料的替代品而进行使用。另外,本发明的铝合金材料的维氏硬度(hv)的上限未被特别限定,例如为小于等于300,优选小于等于250。
[0055]
(5)本发明的铝合金材料的用途本发明的铝合金材料能够以所有可使用铁系材料、铜系材料及铝系材料的用途为对象。具体来说,能够良好地用作电线和电缆等导电构件;集电体用的筛和网等电池用构件;螺钉、螺栓、铆钉等紧固零件;螺旋弹簧等弹簧用零件;连接器和端子等接点用弹簧构件;轴和框架等结构用零件;导丝、半导体用的接合线、发电机和电机所使用的绕线等。另外,由于本发明的铝合金材料在耐热性方面也优异,所以特别是对要求耐热性的用途来说更加合适。作为导电构件的更具体的用途例,可以列举架空输电线、opgw(optical ground wire:光纤架空地线)、地下电线、海底电缆等电力用电线、电话用电缆和同轴电缆等通信用电线、有线无人机用电缆、橡胶绝缘电缆、ev/hev用充电电缆、海上风力发电用扭转电缆、电梯电缆、脐带缆、机器人电缆、电车用架线、架空线等设备用电线;汽车用线束、船舶用电线、飞机用电线等运输用电线;汇流条、引线框、柔性扁平电缆、避雷针、天线、连接器、端子、电缆的编组等。电池用构件可以列举太阳能电池的电极等。作为结构构件的更具体的用途例,可以列举建筑现场的脚手架、输送网带、衣料用的金属纤维、锁子甲、围栏、防虫网、拉链、扣件、夹子、铝棉、刹车线和辐条等自行车用零件、强化玻璃的加强线、管接头密封件、金属填料、电缆的保护强化材料、风扇带的芯棒、致动器驱动用线、链条、悬吊架、隔音网、搁板等。作为紧固构件的更具体的用途例,可以列举内六角凹头螺钉、订书钉、图钉等。作为弹簧用构件的更具体的用途例,可以列举弹簧电极、端子、连接器、半导体探针用弹簧、板簧、发条用弹簧等。另外,还适合作为为了使树脂系材料、塑料材料、布等具有导电性或者对强度和弹性模量进行控制而添加的金属纤维。另外,还适合用于眼镜架、表带、钢笔的笔尖、叉子、头盔、注射针等民生构件和医疗构件。此外,本发明的高强度铝合金尤其是适合用作要求高伸缩性的构成卫生保健用的可穿戴设备的金属导体。金属导体要求不会容易地发生塑性变形的高材料强度、以及即便经受反复的变形也不会断裂的良好的疲劳特性。特别是在该导体兼具直接贴附在人体上的
电极的功能时,与铜等容易引起过敏的金属相比,优选使用铝合金。另外,铜存在与从人体发出的汗等发生反应而产生变色和锈蚀的问题,但铝合金具有不易产生这种问题的优点。
[0056]
以上,对本发明的实施方式进行了说明,但本发明并不限定于上述实施方式,包括本发明的构思及权利要求书所含的全部方式,并且能够在本发明的范围内进行各种改变。(实施例)
[0057]
接下来,为了进一步明确本发明的效果,对实施例及比较例进行说明,但本发明并不限定于这些实施例。
[0058]
(实施例1~17)首先,准备具有表1所示的合金组成的的各棒材。其次,使用各棒材,在表1所示的制造条件下制作各铝合金线材
[0059]
(比较例1)在比较例1中,使用由99.99质量%-al构成的棒材,并在表1所示的制造条件下制作铝线材
[0060]
(比较例2~9)在比较例2~9中,使用具有表1所示的合金组成的的各棒材,并在表1所示的制造条件下制作各铝合金线材
[0061]
另外,表1所示的制造条件a~k具体如下所述。《制造条件a》对准备的棒材进行加工度5.5的冷加工[1]。另外,没有进行调质退火[2]。《制造条件b》除将冷加工[1]的加工度设为6.5以外,在与制造条件a相同的条件下进行制造。《制造条件c》除将冷加工[1]的加工度设为7.5以外,在与制造条件a相同的条件下进行制造。《制造条件d》除将冷加工[1]的加工度设为10.0以外,在与制造条件a相同的条件下进行制造。《制造条件e》对准备的棒材进行加工度4.5的冷加工[1],其后,在处理温度60℃、保持时间1小时的条件下进行调质退火[2]。《制造条件f》除将冷加工[1]的加工度设为5.5以外,在与制造条件e相同的条件下进行制造。《制造条件g》除将冷加工[1]的加工度设为6.5以外,在与制造条件e相同的条件下进行制造。《制造条件h》除将冷加工[1]的加工度设为10.0以外,在与制造条件e相同的条件下进行制造。《制造条件i》除将冷加工[1]的加工度设为3.5以外,在与制造条件a相同的条件下进行制造。《制造条件j》
对准备的棒材进行处理温度180℃、保持时间10小时的时效析出热处理[0],其后,进行冷加工[1],但由于多发断线,故中止作业。《制造条件k》对准备的棒材进行冷加工[1],但由于多发断线,故中止作业。
[0062]
(比较例10):表1的制造条件p熔解电气用al金属锭,向其中添加mg单质、al-25质量%si母合金、al-6质量%fe合金、al-50质量%cu母合金、al-10质量%cr母合金,加以熔解,制造具有al-1.03mg-0.90si-0.20fe-0.16cu-0.15cr的合金组成的熔融金属,利用带轮(belt and wheel)型连续铸造轧钢机连续地进行铸造轧制,获得的粗轧线。对所获得的粗轧线进行520℃的固溶水淬、并实施在200℃下保持4小时的人工时效处理、加工率86.4%(加工度2.0)的拉丝加工、140℃下4小时的回火,从而获得铝合金线材
[0063]
(比较例11):表1的制造条件q使用纯度99.8%的电气用铝,向其中添加al-6质量%fe母合金、al-50质量%cu母合金、al-20质量%si母合金、mg单质各材料,制造具有al-0.90质量%mg-0.80质量%si-0.20质量%fe-1.30质量%cu的合金组成的熔融金属,利用带轮型连续铸造轧制,获得粗轧线对所获得的粗轧线实施加工率47%(加工度0.63)的第1拉丝加工,制成并在520℃下进行2小时固溶处理后,进行水淬。对该线在200℃下进行4小时时效处理,进而进行加工率86%(加工度2.0)的第2拉丝加工,并在140℃下进行4小时的热处理,从而获得铝合金线材
[0064]
(比较例12):表1的制造条件r利用普罗佩兹式连续铸造轧制机将具有al-0.70质量%mg-0.69质量%si-1.01质量%fe-0.35质量%cu的合金组成的熔融金属制成的棒材。对所获得的棒材进行剥皮后,制成并实施加工度2.6的第1拉丝加工,其后,在300~450℃下进行0.5~4小时的1次热处理,进而实施加工度3.6的第2拉丝加工,其后利用连续通电热处理在555℃下进行0.15秒的2次热处理,进而在175℃下进行15小时的时效热处理,从而获得铝合金线材
[0065]
(比较例13):表1的制造条件s向石墨坩埚内分别投入规定量的纯度为99.95质量%的铝、纯度为99.95质量%的镁、纯度为99.99质量%的硅、纯度为99.95质量%的铁,利用高频感应加热在720℃下搅拌熔融,制造具有al-0.6质量%mg-0.3质量%si-0.05质量%fe的合金组成的熔融金属,并将其移到设置有石墨模具的容器中,通过经水冷的石墨模具,以约300mm/分钟的铸造速度连续铸造出长度为100mm的线。利用ecap法导入4.0的累积等效应变。求出该阶段的再结晶温度为300℃。接下来,在惰性气体氛围中,在250℃下进行2小时的预加热。接下来,实施加工率29%(加工度0.34)的第1拉丝处理。求出该阶段的再结晶温度为300℃。接下来,在惰性气体氛围中,在260℃下进行2小时的1次热处理。
然后,使其以500mm/分钟的拉拔速度通过经水冷的拉丝模具内,并进行加工度9.3的第2拉丝处理。求出该阶段的再结晶温度为280℃。接下来,在惰性气体氛围中,在220℃下进行1小时的2次热处理,从而获得铝合金线材
[0066]
[评价]使用上述实施例及比较例所涉及的铝合金线材,进行下述所示的特性评价。各特性的评价条件如下所述。将结果示于表1。
[0067]
[1]合金组成依据jis h1305:2005,利用发射光谱分析法进行操作。另外,使用发射光谱分析装置(株式会社日立高新技术制)进行测定。
[0068]
[2]组织观察金相组织的观察是使用透射电子显微镜jem-3100fef(日本电子株式会社制),并通过stem(scanning transmission electron microscopy:扫描透射电子显微术)进行观察。观察用试样使用利用fib(focused ion beam:聚焦离子束)以厚度100nm
±
20nm对上述线材的平行于长度方向(拉丝方向x)的截面进行切断,并利用离子研磨进行精加工而得到的试样。在stem观察中,使用灰白对比度(grey contrast),将对比度的不同识别为结晶取向,将对比度断续地不同的边界识别为晶界。另外,根据电子束的衍射条件,有时即使结晶取向不同,灰白对比度也没有差异,因此,在这种情况下,利用电子显微镜的试样台内正交的2条试样旋转轴,以
±3°
为单位倾斜,改变电子束与试样的角度,在多个衍射条件下拍摄观察面,识别晶界。另外,观察视野是设为(15~40)μm
×
(15~40)μm,在上述截面中,在与线径方向(和长度方向垂直的方向)对应的线上的中心与表层的中间附近的位置(距表层侧为线径的约1/4中心侧的位置)处进行观察。观察视野根据晶粒的大小进行适当调整。并且,根据进行stem观察时拍摄到的图像,判断在线材的平行于长度方向(拉丝方向x)的截面中有无纤维状金相组织。图3是进行stem观察时拍摄到的实施例14的线材的平行于长度方向(拉丝方向x)的截面的stem图像的一部分。在本实施例中,在观察到像图3那样的金相组织时,将纤维状金相组织评价为“有”。进而,在各观察视野中,在晶粒中任意选择100个,测定各晶粒的垂直于长度方向的尺寸、及晶粒的平行于长度方向的尺寸,算出该晶粒的纵横比。进而,针对晶粒的垂直于长度方向的尺寸与纵横比,根据观察到的晶粒的总数算出平均值。另外,在观察到的晶粒明显大于400nm时,减少测定各尺寸的晶粒的选择数,算出各平均值。而且,关于晶粒的平行于长度方向的尺寸明显大于等于晶粒的垂直于长度方向的尺寸的10倍的晶粒,一律判断为纵横比大于等于10。
[0069]
[3]拉伸强度依据jis z2241:2001,使用精密万能试验机(株式会社岛津制作所制)进行拉伸试验,测定拉伸强度(mpa)。另外,上述试验在标距为10cm、变形速度为10mm/分钟的条件下实施。另外,拉伸试验是对在上述a~s的条件下制造后并保持原样状态的线材、以及制造后在110℃加热24小时的线材各测定3根,将各自的平均值(n=3)设为各线材的加热前的拉伸强度及加热后的拉伸强度。
在本实施例中,针对加热前的线材,将大于等于480mpa设为合格水平。另外,针对加热后的线材,将大于等于480mpa评价为特别良好
“◎”
,将小于480mpa且大于等于420mpa评价为良好
“○”
,将小于420mpa评价为不良
“×”
。
[0070]
[4]维氏硬度(hv)依据jis z 2244:2009,使用微小硬度试验机hm-125(株式会社akashi(现为株式会社mitutoyo)制),测定维氏硬度(hv)。此时,将试验力设为0.1kgf,将保持时间设为15秒。另外,将测定位置设为在线材的平行于长度方向的截面中,与线径方向(和长度方向垂直的方向)对应的线上的、中心与表层的中间附近的位置(距表层侧为线径的约1/4中心侧的位置),将测定值的平均值(n=5)作为各线材的维氏硬度(hv)。另外,在测定值的最大值与最小值的差大于等于10时,进一步增加测定数,将平均值(n=10)设为该线材的维氏硬度(hv)。维氏硬度(hv)越大越好,在本实施例中,将大于等于125设为合格水平。
[0071]
(表1)
[0072]
根据表1的结果,确认到本发明的实施例1~17所涉及的铝合金线材具有特定的合金组成,且具有晶粒一致朝向一个方向延伸的纤维状金相组织,在平行于该一个方向的截
面中,晶粒的垂直于长度方向的尺寸小于等于270nm。图3是实施例14所涉及的铝合金线材的平行于拉丝方向的截面的stem图像。另外,针对实施例1~13及15~17所涉及的铝合金线材的平行于长度方向的截面,也确认到与图3相同的金相组织。确认到这种具有特有的金相组织的本发明的实施例1~17所涉及的铝金属线材发挥与铁系和铜系金属材料相当的高强度(例如拉伸强度大于等于480mpa、维氏硬度(hv)大于等于125)。另外,确认到本发明的实施例1~15所涉及的铝金属线材由于含有规定量的选自cu、ag、zn、ni、co、au、mn、cr、v、zr及sn中的至少一种以上,所以即使在加热后也维持高拉伸强度,且耐热性也优异。
[0073]
与此相对,确认到特别是不含cu、ag、zn、ni、co、au、mn、cr、v、zr及sn中的任何一种的比较例4的铝金属线材在加热后,拉伸强度大幅降低,与本发明所涉及的实施例1~17的铝合金线材相比,耐热性较差。
[0074]
另外,确认到比较例1~3及9~13的铝合金线材的合金组成不满足本发明的合理范围,或者不具有晶粒一致朝向一个方向延伸的纤维状金相组织,晶粒的垂直于长度方向的尺寸也大于等于500nm以上。确认到比较例1~3及9~13的铝合金线材与本发明所涉及的实施例1~15的铝合金线材相比,拉伸强度及维氏硬度(hv)均明显较差。
[0075]
另外,在比较例5~7中,确认了由于线材的合金组成不满足本发明的合理范围,所以在拉丝加工[1]中产生加工破裂。另外,在比较例8中,确认了由于在拉丝加工[1]前进行了时效析出热处理[0],所以在为了增加晶界而以高加工度进行的拉丝加工[1]中发生了加工破裂。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1