无缝连轧管机限动芯棒表面激光陶瓷合金化方法与流程
1.本发明涉及一种无缝连轧管机限动芯棒表面激光陶瓷合金化方法,属于材料加工的表面工程领域。
背景技术:
2.芯棒是钢管行业轧制生产无缝钢管定径的重要部件,也是钢管连轧机组中的易损件。芯棒在服役过程中的工况条件非常恶劣,在轧制过程中反复急冷急热,承受轧制过程中高温管坯和非轧制过程中的喷淋冷却水施加的交替冷热循环,同时还要承受径向轧制力和管坯与芯棒之间相对运动产生的摩擦力。芯棒的主要破坏形式为疲劳裂纹、大面积碰伤、划伤等。下线的芯棒采用先堆焊恢复尺寸后镀铬的方式进行修复,提高芯棒的使用寿命、降低吨钢管损耗一直受到钢管行业的关注,但目前关注的重点多为通过堆焊材料的调整或镀铬工艺的优化提高芯棒的使用寿命,如cn109226935b中采用0cr13nimov系马氏体不锈钢药芯焊丝堆焊修复芯棒,cn104499017b采用由活化处理、镀铬基去氢处理组成的镀铬工艺改善镀铬层质量。由于芯棒表面传统铬层与芯棒基体是化学键结合,结合力较低(不足100mpa),在芯棒苛刻的服役条件下,镀铬层易大面积脱落,使芯棒和管坯之间的摩擦系数大幅度提升(>0.10),导致芯棒表面和钢管内表面损伤,芯棒只能下线处理,难以满足芯棒服役的长寿命化要求。因此需要突破传统镀铬工艺发明新型的芯棒表面处理方法。
3.激光表面处理是新型的表面加工方法,可以在零部件表面获得性能优异的、与母材冶金结合的表面改性层,可替代无缝连轧管机限动芯棒传统镀铬工艺。但目前激光表面处理技术在钢铁冶金行业的应用较少,主要是采用高合金钢的粉末或高温合金+碳化钨粉末,用激光熔覆的方法改善零部件的表面性能,如cn104250802b在热轧无缝钢管张力辊表面激光熔覆高速钢合金粉末,如cn102453902b在高速线材辊环表面激光熔覆镍基合金和碳化钨粉末的混合粉等。但这些激光熔覆层因其耐冷热疲劳性能较低、与钢管管坯的摩擦系数较大,并不适用于无缝连轧管机限动芯棒。
4.本发明提供了一种无缝连轧管机限动芯棒表面激光陶瓷合金化方法,在芯棒表面采用激光合金化制备陶瓷层,其综合性能高于传统镀铬层,解决了芯棒表面传统镀铬层易脱落的问题,显著提高了芯棒的使用寿命。
技术实现要素:
5.本发明提供一种无缝连轧管机限动芯棒表面激光陶瓷合金化方法,陶瓷合金化粉末由六方氮化硼、氧化铝和氧化铈组成。将芯棒表面进行喷砂毛化处理,将聚乙烯吡咯烷酮水溶液作为粘结剂,将所述陶瓷粉末与粘结剂溶液混合均匀,喷涂于芯棒表面,涂层厚度为80μm~150μm;将喷涂后的芯棒于150℃烘干后进行激光合金化处理,在芯棒表面形成深度为0.6mm~0.8mm的激光合金化层。激光陶瓷合金化层与芯棒本体为冶金结合,结合强度大于400mpa,预涂水基石墨润滑剂的陶瓷合金化层与钢管管坯间的摩擦系数为0.03~0.08,合金化层的硬度为hrc63~hrc65,且抗冷热 (700℃~100℃)疲劳裂纹性能高于传统镀铬
层,解决了芯棒表面传统镀铬层易脱落和性能不足问题。
6.为了实现上述目的,本发明采用以下技术方案:
7.采用一种用于无缝连轧管机限动芯棒表面激光合金化的粉末,其特征在于,所述合金化粉末由氧化物陶瓷组成,其成分组成为1%~2%六方氮化硼,0%~10%氧化铝,其余氧化铈。
8.采用如上所述陶瓷粉末的无缝连轧管机限动芯棒表面激光合金化方法,其特征在于方法包括以下步骤:
9.(1)将芯棒表面用粒度30目以上的棕刚玉或白刚玉喷砂毛化,表面粗糙度在 ra6.3-3.2范围内;
10.(2)将聚乙烯吡咯烷酮水溶液作为粘结剂,并将权利要求1所述陶瓷粉末与粘结剂溶液混合均匀,喷涂于芯棒表面,涂层厚度为80μm~150μm;
11.(3)将喷涂后的芯棒于150℃烘干;
12.(4)采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,形成深度为 0.6mm~0.8mm的激光合金化层。
13.如上所述的无缝连轧管机限动芯棒表面激光合金化方法,其特征在于:激光功率为2800~8000w,激光扫描线速度为5~15mm/s,激光扫描道间搭接量为1~3mm,激光光斑为2.5mm
×
14mm的矩形光斑或直径为2.5~6mm的圆形光斑。
14.如上所述无缝连轧管机限动芯棒表面激光陶瓷合金化方法,激光陶瓷合金化层与芯棒本体为冶金结合,结合强度大于400mpa,预涂水基石墨润滑剂的陶瓷合金化层与钢管管坯间的摩擦系数为0.03~0.08,合金化层的硬度为hrc63~hrc65。
15.传统的芯棒堆焊复合制造是在芯棒堆焊恢复尺寸后表面镀铬,尽管镀铬层自身的硬度可以达到hrc60~hrc62,但由于镀铬层下芯棒堆焊材料的硬度较低,导致芯棒表面层的最终硬度低于hrc45。另外,镀铬层与芯棒母材表面为分子键结合,结合力较弱,在使用过程中易脱落,芯棒镀铬层与钢管管坯间的摩擦系数迅速增加(大于0.10),导致芯棒只能下线处理。因此需要发明一种新的芯棒表面加工方法,不仅能得到与芯棒母材结合强度高的高硬度表面层,且能控制表面层与钢管管坯的摩擦系数不超过0.10。
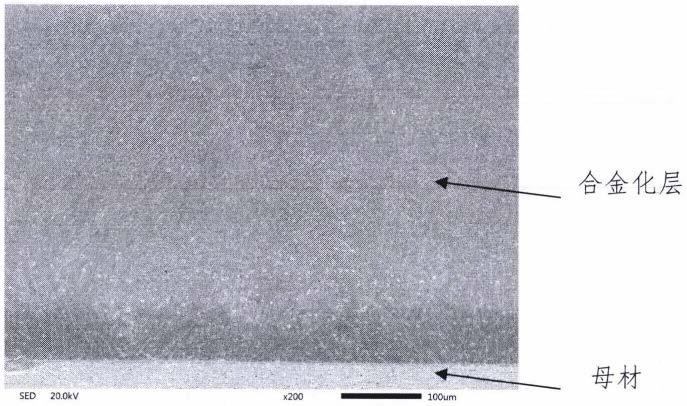
16.本发明摒弃了芯棒表面传统的镀铬工艺,采用激光表面陶瓷合金化的方法制备芯棒表面层,提高无缝连轧管机限动芯棒的使用寿命。首先本发明采用激光表面合金化技术,在激光能量作用下,合金化材料和芯棒表面同时熔化,形成共同熔池,可实现合金化层与芯棒母材的冶金结合,结合强度显著提高(>400mpa),避免了合金化层在服役过程中剥落的现象。另外为了提高芯棒的使用寿命,需要提高表面层的硬度,采用传统电弧堆焊+表面镀铬的方法,芯棒表面的综合硬度一般不超过 hrc45,在保证堆焊层无裂纹的前提下堆焊层硬度很难达到hrc60以上。本发明通过大量的试验研究,采用由六方氮化硼、氧化铝和氧化铈组成的陶瓷粉末作为激光合金化的材料,经激光合金化后,在芯棒表面形成在马氏体基体上弥散分布陶瓷颗粒的显微组织(附图1和附图2),硬度达到hrc63~hrc65,硬度显著提高,表面层的高硬度可进一步提高芯棒的使用寿命。再者,在服役过程芯棒表面预涂水基石墨润滑剂,在与钢管管坯的相对运动中产生摩擦力,控制两者间的摩擦系数是保证芯棒使用寿命的有效措施,本发明通过激光合金化工艺和合金化材料成分研究,控制激光功率为2800~8000w,激光扫描线速度为5~15mm/s,激光扫描道间搭接量为 1~3mm,激光光斑为
2.5mm
×
14mm的矩形光斑或直径为2.5~6mm的圆形光斑;控制陶瓷粉成分组成为(1%~2%)六方氮化硼+(0%~10%)氧化铝+氧化铈,实现陶瓷合金化层与钢管管坯间的摩擦系数在0.03~0.08范围内。最终本发明提供的表面激光陶瓷合金化方法,可将无缝连轧管机限动芯棒的使用寿命提高2~3倍以上。
17.本发明的有益效果为:
18.本发明提供的无缝连轧管机限动芯棒表面激光陶瓷合金化方法,陶瓷合金化粉末由六方氮化硼、氧化铝和氧化铈组成。将激光合金化处理后,在芯棒表面形成深度为0.6mm~0.8mm的激光合金化层。激光陶瓷合金化层与芯棒本体为冶金结合,合金化层的硬度为hrc63~hrc65,且抗冷热(700℃~100℃)疲劳裂纹性能高于传统镀铬层,预涂水基石墨润滑剂的陶瓷合金化层与钢管间的摩擦系数为0.03~0.08,解决了芯棒表面传统镀铬层易脱落和性能不足问题,显著提高了芯棒的使用寿命。
附图说明
19.图1为本发明粉末经激光合金化后在芯棒表面形成在马氏体基体上弥散分布陶瓷颗粒的显微组织图;
20.图2为本发明粉末经激光合金化后在芯棒表面形成在马氏体基体上弥散分布陶瓷颗粒的放大显微组织图。
具体实施方式
21.一种用于无缝连轧管机限动芯棒表面激光合金化的粉末,合金化粉末由氧化物陶瓷组成,其成分组成为1%~2%六方氮化硼,0%~10%氧化铝,其余氧化铈。
22.采用所述陶瓷粉末对无缝连轧管机限动芯棒表面进行激光合金化,包括以下四个步骤:
23.(1)将芯棒表面用粒度30目以上的棕刚玉或白刚玉喷砂毛化,表面粗糙度在 ra6.3~3.2范围内;
24.(2)将聚乙烯吡咯烷酮水溶液作为粘结剂,并将所述陶瓷粉末与粘结剂溶液混合均匀,喷涂于芯棒表面,涂层厚度为80μm~150μm;
25.(3)将喷涂后的芯棒于150℃烘干;
26.(4)采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,形成深度为 0.6mm~0.8mm的激光合金化层。
27.无缝连轧管机限动芯棒表面激光合金化方法,激光功率为2800~8000w,激光扫描线速度为5~15mm/s,激光扫描道间搭接量为1~3mm,激光光斑为2.5mm
×
14mm的矩形光斑或直径为2.5~6mm的圆形光斑。
28.实施例1:
29.以成分组成为2%六方氮化硼,10%氧化铝,88%氧化铈的陶瓷粉末为激光合金化材料;将芯棒表面用粒度30目以上的棕刚玉喷砂毛化,表面粗糙度为ra6.3;将聚乙烯吡咯烷酮水溶液和陶瓷粉末混合均匀,喷涂于芯棒表面,涂层厚度为80μm;将喷涂后的芯棒于150℃烘干后,采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,激光功率为2800w,激光扫描线速度为5mm/s,激光扫描道间搭接量为1mm,激光光斑直径为2.5mm的圆形光斑,最终形
成深度为0.6mm的激光合金化层。
30.实施例2:
31.以成分组成为1%六方氮化硼,5%氧化铝,94%氧化铈的陶瓷粉末为激光合金化材料;将芯棒表面用粒度30目以上的白刚玉喷砂毛化,表面粗糙度为ra3.2;将聚乙烯吡咯烷酮水溶液和陶瓷粉末混合均匀,喷涂于芯棒表面,涂层厚度为150μm;将喷涂后的芯棒于150℃烘干后,采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,激光功率为8000w,激光扫描线速度为15mm/s,激光扫描道间搭接量为2mm,激光光斑直径为6.0mm的圆形光斑,最终形成深度为0.8mm的激光合金化层。
32.实施例3:
33.以成分组成为5%氧化铝,95%氧化铈的陶瓷粉末为激光合金化材料;将芯棒表面用粒度30目以上的白刚玉喷砂毛化,表面粗糙度为ra6.3;将聚乙烯吡咯烷酮水溶液和陶瓷粉末混合均匀,喷涂于芯棒表面,涂层厚度为120μm;将喷涂后的芯棒于 150℃烘干后,采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,激光功率为 6000w,激光扫描线速度为11mm/s,激光扫描道间搭接量为2mm,激光光斑为 2.5mm
×
14mm的矩形光斑,最终形成深度为0.7mm的激光合金化层。
34.实施例4:
35.以成分组成为100%氧化铈的陶瓷粉末为激光合金化材料;将芯棒表面用粒度30 目以上的棕刚玉喷砂毛化,表面粗糙度为ra3.2;将聚乙烯吡咯烷酮水溶液和陶瓷粉末混合均匀,喷涂于芯棒表面,涂层厚度为100μm;将喷涂后的芯棒于150℃烘干后,采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,激光功率为5000w,激光扫描线速度为9mm/s,激光扫描道间搭接量为2mm,激光光斑直径为5.0mm的圆形光斑,最终形成深度为0.7mm的激光合金化层。
36.对比例1:
37.以成分组成为5%六方氮化硼,15%氧化铝,80%氧化铈的陶瓷粉末为激光合金化材料;将芯棒表面用粒度30目以上的棕刚玉喷砂毛化,表面粗糙度为ra6.3;将聚乙烯吡咯烷酮水溶液和陶瓷粉末混合均匀,喷涂于芯棒表面,涂层厚度为80μm;将喷涂后的芯棒于150℃烘干后,采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,激光功率为2800w,激光扫描线速度为5mm/s,激光扫描道间搭接量为1mm,激光光斑直径为2.5mm的圆形光斑,最终形成深度为0.6mm的激光合金化层。
38.对比例2:
39.以成分组成为1%六方氮化硼,5%氧化铝,94%氧化铈的陶瓷粉末为激光合金化材料;将芯棒表面用粒度30目以上的白刚玉喷砂毛化,表面粗糙度为ra3.2;将聚乙烯吡咯烷酮水溶液和陶瓷粉末混合均匀,喷涂于芯棒表面,涂层厚度为150μm;将喷涂后的芯棒于150℃烘干后,采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,激光功率为10000w,激光扫描线速度为15mm/s,激光扫描道间搭接量为2mm,激光光斑直径为5.0mm的圆形光斑,最终形成深度为0.6mm的激光合金化层。
40.对比例3:
41.以成分组成为5%氧化铝,95%氧化铈的陶瓷粉末为激光合金化材料;将芯棒表面用粒度30目以上的白刚玉喷砂毛化,表面粗糙度为ra6.3;将聚乙烯吡咯烷酮水溶液和陶瓷
粉末混合均匀,喷涂于芯棒表面,涂层厚度为120μm;将喷涂后的芯棒于 150℃烘干后,采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,激光功率为 6000w,激光扫描线速度为20mm/s,激光扫描道间搭接量为2mm,激光光斑为 2.5mm
×
14mm的矩形光斑,最终形成深度为0.8mm的激光合金化层。
42.对比例4:
43.以成分组成为100%氧化铈的陶瓷粉末为激光合金化材料;将芯棒表面用粒度30 目以上的棕刚玉喷砂毛化,表面粗糙度为ra3.2;将聚乙烯吡咯烷酮水溶液和陶瓷粉末混合均匀,喷涂于芯棒表面,涂层厚度为100μm;将喷涂后的芯棒于150℃烘干后,采用激光合金化方法将陶瓷粉末熔覆于芯棒表面,激光功率为5000w,激光扫描线速度为9mm/s,激光扫描道间搭接量为2mm,激光光斑直径为2.0mm的圆形光斑,最终形成深度为0.7mm的激光合金化层。
44.实施效果比较如下:
45.实施例1~4和对比例1~4的实施效果见表1。对实施例和对比例所涉及的无缝连轧管机限动芯棒表面激光合金化层的硬度、与钢坯之间的摩擦系数及其上机使用寿命进行评价。其中合金化层的硬度按照gb/t230.1-2018《金属材料洛氏硬度试验第1部分:试验方法》规定的方法测试,摩擦系数由高温销盘式磨损试验机测定,用传统镀铬方法制造的限动芯棒使用寿命为a,通过实施例和对比例制作的限动芯棒使用寿命为 b,以两者的比值s=b/a作为实施例和对比例制作的限动芯棒的相对使用寿命s。
46.表1各实施例及对比例的实施效果
[0047][0048][0049]
对于激光合金化用陶瓷粉末材料中六方氮化硼超过2%,氧化铝超过10%的对比例 1,尽管与实施例1采用相同的激光合金化工艺,但得到的合金化层硬度超过hrc65,与钢坯之间的摩擦系数大于0.10,易损伤钢管管坯内壁,芯棒的使用寿命较传统镀铬工艺制备的芯棒无显著提高。对于激光扫描的功率超过8000w的对比例2,由于激光输入的热量过高,激光合金化过程中芯棒母材的熔化量较高,合金化层的硬度较实施例有所下降,小于hrc63,尽管与钢管管坯的摩擦系数在0.03~0.08之间,但其相对寿命为1.33,较实施例低。对于激光合金化速度大于15mm/s的对比例3,合金化的线能量较低,陶瓷颗粒可更多地保留在合金化层中,且芯棒母材的熔化量少,最终得到硬度大于hrc65的合金化层,且钢管管坯的摩擦系数大于0.08,最终芯棒的相对使用寿命仅接近1.50。对于激光合金化光斑直径小于2.5mm的对比例4,由于光斑直径偏小,激光合金化过程中涉及到更多的道间搭接,会降低合金化层的表面质量,增大合金化层与钢管管坯的摩擦系数,同时也会引起输入的热量增
加,降低合金层的硬度,最终导致其使用寿命低于实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1