汽车用轻量化高强韧铝合金材料及其流变压铸工艺的制作方法
1.本发明涉及高性能铝合金加工技术领域,具体涉及汽车用轻量化高强韧铝合金材料及其流变压铸工艺。
背景技术:
2.高性能铝合金是实现轻量化的重要基础材料,压铸工艺是一种针对形状复杂大批量生产的精密铸造方法,普通压铸合金的延伸率一般在1-3%左右,屈服强度在140mpa左右。目前,我国汽车轻量化取得较大发展,但国内汽车企业在高端产品的材料、制造工艺等方面存在技术瓶颈,被国外公司占据了大部分汽车高端产品市场。在这种紧迫形势下,积极开展汽车用高强韧压铸产品的研发,促进压铸产品技术升级,已成为业界亟待解决的重大难题。
3.对于al-si系合金而言,成分、组织状态以及铸造工艺都对其性能有很大的影响。合金化是提高材料强度的重要手段,但材料强度的提高往往伴随着韧性下降。含固态流变成型技术指在合金液相线微过冷或微过热区间内,对合金熔体施加能量,造成起伏-耗散效应,合金凝固组织为球状,材料具有较高的韧性。现有技术(cn105331909b)公开了一种半固态铝硅合金流变压铸件无泡热处理强化工艺,该工艺包括如下步骤:熔炼、制备半固态浆料、流变压铸、铸件淬火、人工时效处理。工艺没有经过高温固溶处理,只经过人工时效处理,制得的铸件无需担心产生气泡,大大降低产品的报废率;工艺制得铸件的本体力学性能同样也能达到要求。但是研究发现,存在以下技术问题:熔炼的合金成分无法进一步提高铝合金材料的强度和断后伸长率,流变压铸时不能通过多种方式来加速球状组织的凝固和细小化。
4.针对此方面的技术缺陷,现提出一种解决方案。
技术实现要素:
5.本发明的目的在于提供一种汽车用轻量化高强韧铝合金材料及其流变压铸工艺,用于解决现有技术中熔炼的合金成分无法进一步提高铝合金材料的强度和断后伸长率,流变压铸时不能通过多种方式来加速球状组织的凝固和细小化的技术问题。
6.本发明的目的可以通过以下技术方案实现:
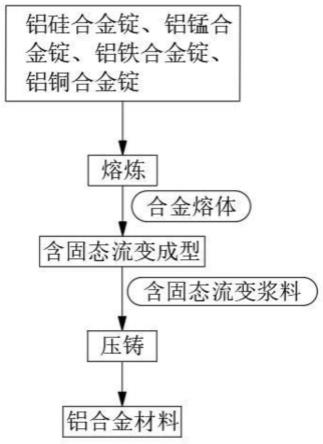
7.汽车用轻量化高强韧铝合金材料,该铝合金材料由铝硅合金锭、铝锰合金锭、铝铁合金锭、铝铜合金锭经熔炼得到合金熔体,合金熔体经含固态流变成型得到含固态流变浆料,含固态流变浆料经流变压铸得到该铝合金材料;合金熔体由以下重量百分比的元素组成:9.6~11.7%si、0.6~1.3%mn、1.2~1.8%cu、0.12~0.18%fe,余量为al。
8.进一步的,所述合金熔体的保温温度为650~670℃,固态流变成型的温度为240~270℃,含固态流变浆料的固相率为5~15%。
9.汽车用轻量化高强韧铝合金材料的流变压铸工艺,包括以下步骤:
10.熔炼:按照元素百分比称取铝硅合金锭、铝锰合金锭、铝铁合金锭、铝铜合金锭,熔
化至液态后于650~670℃保温,惰性气体除气、精炼除渣得到合金熔体;
11.含固态流变成型:合金熔体注入含固态流变成型压射装置内,经过含固态流变成型得到含固态流变浆料;
12.压铸:含固态流变浆料通过含固态流变成型压射装置压入与铝合金材料形状尺寸适配的金属压铸模具内,压铸、脱模得到该铝合金材料。
13.进一步的,所述含固态流变成型的具体过程为:合金熔体从含固态流变成型压射装置的进料口注入后流入流变成型腔内;开启超声波发生器和振动电机,振动电机的振动作用经振动板、支撑柱传导至流变成型腔内,使得流变成型腔内的合金熔体受到低频振动;液压油缸的活塞杆带动移动板沿导柱向外移动,移动板移动的过程中带动驱动电机向外移动,使得剪切叶片相对流变成型室中轴线垂直的方向对合金熔体进行剪切,同时驱动电机通过联轴器驱动搅拌轴和剪切叶片转动,剪切叶片相对流变成型室中轴线平行的方向对合金熔体进行剪切;合金熔体在剪切、振动作用下其内的形核质点凝固为细小球状组织,得到含固态流变浆料。
14.进一步的,所述含固态流变浆料通过含固态流变成型压射装置压入的具体过程为:开启调节阀门,含固态流变浆料经出料口、接料口流入压射料筒内腔,将其内腔的空气排出,即将填满内腔后,压射油缸驱动压射头伸缩,含固态流变浆料在推动力下经压射管压入压铸模具内。
15.进一步的,所述含固态流变成型压射装置包括水平设置的压射料筒,压射料筒的上方设有流变成型室,流变成型室的主体呈圆柱状且其中轴线与压射料筒中轴线的夹角为45
°
;流变成型室的顶部设有进料口,底部设有出料口,流变成型室的内部设有流变成型腔。
16.进一步的,所述流变成型室远离压射料筒侧的外壁设有移动板,移动板的外侧设有定位板,定位板的内侧对称设有两个贯穿移动板并延伸至流变成型室内的导柱,导柱与定位板滑动连接并与流变成型室固定连接;移动板的轴心固定有液压油缸,液压油缸的活塞杆端部伸入定位板且与定位板固定连接;移动板的外壁固定有多个驱动电机,驱动电机通过联轴器连接有贯穿隔热层、保温层并延伸至流变成型腔内的搅拌轴,搅拌轴位于流变成型腔内部的外围通过轴套固定有剪切叶片。
17.进一步的,所述流变成型腔靠近压射料筒侧的外壁设有多个超声波发生器;流变成型室内设有若干个除气机构,除气机构包括除气管、除气头,除气管贯穿定位板、移动板、隔热层和保温层后延伸至流变成型腔内,除气头呈圆锥状且设于除气管靠近定位板的一端,除气头倾斜朝上设置;除气头与除气管的内腔连通,除气管位于流变成型腔内的一端设有第一过滤网,除气头远离除气管的一侧设有第二过滤网。
18.进一步的,所述流变成型室靠近压射料筒的一侧设有振动板,振动板的中轴线与流变成型室的中轴线平行;振动板与流变成型室的外壁之间连接有多个支撑柱,支撑柱的外围缠绕设置有压缩弹簧;振动板背离支撑柱的一侧通过l形板固定有振动电机;振动板背离支撑柱一侧靠上部位与压射料筒之间连接有第一气缸,流变成型室的底部与压射料筒之间连接有倾斜的限位板,限位板与流变成型室之间连接有第二气缸。
19.进一步的,所述出料口上设有调节阀门,压射料筒的一侧延伸设有压射管,压射管的顶部设有与出料口对接的接料口;压射料筒内腔远离压射管的一侧设有压射油缸,压射油缸的端部连接有压射头,压射头内设有刮料电机,刮料电机的电机轴伸出压射头后连接
有与压射料筒内壁接触的刮料板。
20.本发明具备下述有益效果:
21.1、本发明的铝合金材料,由多种铝合金锭经熔炼、含固态流变成型、压铸得到,严格控制al、si、mn、cu、fe元素的含量,以al-si合金为基础合金,cu元素加入能够增加合金中溶质原子的数目,增加固溶强化效果,提高合金强度;mn元素加入能够使合金中形成α-al
x
mnysiz相,有效阻碍晶内位错滑移而产生塞积;在cu、mn作用下fe形态得到很大改善,产生的含铁相由片状或针状组织变为细密的球状组织,提高合金的强度和韧性;含固态流变成型使得合金熔体内大量细小的形核质点凝固为细小球状组织,经检测该铝合金材料的抗拉强度大于330mpa,屈服强度大于240mpa,断后伸长率a50mm大于7%。
22.2、本发明含固态流变成型通过含固态流变成型压射装置完成,通过控制液压油缸的伸缩速率和驱动电机的转速,保持对合金熔体内形核质点的多角度剪切和翻滚,增加形核质点的接触几率和碰撞几率,加速凝固成细小球状组织;振动电机的振动作用经振动板、支撑柱传导至流变成型腔内,压缩弹簧起到缓解振动的作用,使得流变成型腔内的合金熔体受到低频振动;多种振动、剪切作用,使得形成的球状组织更加细小,进一步提高铝合金的强度和韧性。
23.3、除气机构的设置,使得合金熔体在流变过程中产生的气泡,通过第一过滤网的过滤后积聚在除气管内,经除气头扩散、第二过滤网过滤后排出,避免影响球状组织的生成并使铝合金材料产生内部微型缺陷。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1为本发明汽车用轻量化高强韧铝合金材料的流变压铸工艺流程图;
26.图2为本发明含固态流变成型压射装置的主视图;
27.图3为本发明流变成型室的局部剖面图;
28.图4为图3中a处的局部放大图;
29.图5为本发明压射料筒的剖面图;
30.图6为本发明定位板的结构示意图;
31.图7为本发明除气机构的结构示意图。
32.附图标记:1、压射料筒;2、流变成型室;3、流变成型腔;4、移动板;5、定位板;6、导柱;7、液压油缸;8、隔热层;9、保温层;11、振动板;12、支撑柱;13、压缩弹簧;14、l形板;15、振动电机;16、第一气缸;17、限位板;18、第二气缸;19、压射管;21、进料口;22、出料口;23、调节阀门;24、接料口;25、压射油缸;26、压射头;27、刮料电机;28、刮料板;29、超声波发生器;31、除气管;32、除气头;33、第一过滤网;34、第二过滤网;35、耐磨凸起;41、驱动电机;42、联轴器;43、搅拌轴;44、轴套;45、剪切叶片;51、第一通孔;52、第二通孔;53、第三通孔。
具体实施方式
33.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
34.实施例1
35.如图2-3所示,本实施例提供一种含固态流变成型压射装置,用于将合金熔体经含固态流变成型得到含固态流变浆料,收集含固态流变浆料后压射至压铸模具内。具体地,该含固态流变成型压射装置包括水平设置的压射料筒1,压射料筒1的上方设有流变成型室2,流变成型室2的主体呈圆柱状且其中轴线与压射料筒1中轴线的夹角为45
°
。流变成型室2的顶部设有进料口21,底部设有出料口22,流变成型室2的内部设有供合金熔体流动、形核质点球化的流变成型腔3。
36.熔炼得到的合金熔体从含固态流变成型压射装置的进料口21注入后,在流变成型腔3内进行含固态流变运动,熔体内大量细小的形核质点凝固为细小球状组织得到含固态流变浆料,从出料口22排入压射料筒1内,压射料筒1即将填满时,将含固态流变浆料流变压铸至压铸模具内,压铸得到所需的汽车用轻量化高强韧铝合金材料。该含固态流变成型压射装置通过连续化的流变成型、收集压射,保持熔体内大量细小的形核质点迅速凝固为细小球状组织,有效提高铝合金材料的韧性和强度。
37.如图2-4所示,流变成型室2远离压射料筒1侧的外壁设有移动板4,移动板4的外侧设有定位板5,定位板5的内侧对称设有两个贯穿移动板4并延伸至流变成型室2内的导柱6,导柱6与定位板5滑动连接并与流变成型室2固定连接。移动板4的轴心固定有液压油缸7,液压油缸7的活塞杆端部伸入定位板5且与定位板5固定连接。流变成型室2的外壳与流变成型腔3之间依次设有隔热层8和保温层9。移动板4的外壁固定有多个驱动电机41,驱动电机41通过联轴器42连接有贯穿隔热层8、保温层9并延伸至流变成型腔3内的搅拌轴43,搅拌轴43位于流变成型腔3内部的外围通过轴套44固定有剪切叶片45,搅拌轴43的轴向与流变成型室2的中轴线垂直。
38.液压油缸7收缩的过程中,其活塞杆带动移动板4沿导柱6向外移动,移动板4移动的过程中带动驱动电机41向外移动,使得剪切叶片45相对流变成型室2中轴线垂直的方向对合金熔体进行剪切,同时驱动电机41通过联轴器42驱动搅拌轴43和剪切叶片45转动,剪切叶片45相对流变成型室2中轴线平行的方向对合金熔体进行剪切,通过控制液压油缸7的伸缩速率和驱动电机41的转速,保持对合金熔体内形核质点的多角度剪切和翻滚,增加形核质点的接触几率和碰撞几率,加速凝固成细小球状组织。
39.如图3、图7所示,流变成型腔3的截面呈弧形凹凸状,隔热层8的材质为隔热石棉板,保温层9的材质为碳化硅纤维或玻璃棉。流变成型腔3靠近压射料筒1侧的外壁设有多个超声波发生器29。流变成型室2内设有若干个除气机构,除气机构包括除气管31、除气头32,除气管31贯穿定位板5、移动板4、隔热层8和保温层9后延伸至流变成型腔3内,除气头32呈圆锥状且设于除气管31靠近定位板5的一端,除气头32倾斜朝上设置。除气头32与除气管31的内腔连通,除气管31位于流变成型腔3内的一端设有第一过滤网33,除气头32远离除气管31的一侧设有第二过滤网34。第一过滤网33的网孔尺寸为30~50μm,第二过滤网34的网孔
尺寸为20~30μm。除气管31的外围设有多个耐磨凸起35,耐磨凸起35的内腔与除气管31的内腔连通。
40.截面呈弧形凹凸状的流变成型腔3有利于合金熔体在流变成型腔3内的混合接触,延长接触时间;隔热层8和保温层9配合减缓流变成型腔3内的热量散失,保持合金熔体的高速流变。除气机构的设置,使得合金熔体在流变过程中产生的气泡,通过第一过滤网33的过滤后积聚在除气管31内,经除气头32扩散、第二过滤网34过滤后排出,避免影响球状组织的生成并使铝合金材料产生内部微型缺陷。多个超声波发生器29能够向合金熔体传递高频低幅的振动。
41.如图3、图6所示,定位板5的截面呈矩形,定位板5的中心开设供液压油缸7的活塞杆贯穿的第一通孔51,定位板5上还开设有供驱动电机41贯穿的第二通孔52以及供除气管31贯穿的第三通孔53。
42.实施例2
43.如图2-3、图5所示,本实施例提供一种含固态流变成型压射装置,在实施例1的基础上进行改进,区别在于,流变成型室2靠近压射料筒1的一侧设有振动板11,振动板11的中轴线与流变成型室2的中轴线平行。振动板11与流变成型室2的外壁之间连接有多个支撑柱12,支撑柱12的外围缠绕设置有压缩弹簧13。振动板11背离支撑柱12的一侧通过l形板14固定有振动电机15。振动板11背离支撑柱12一侧靠上部位与压射料筒1之间连接有第一气缸16,流变成型室2的底部与压射料筒1之间连接有倾斜的限位板17,限位板17与流变成型室2之间连接有第二气缸18。
44.振动电机15的振动作用经振动板11、支撑柱12传导至流变成型腔3内,压缩弹簧13起到缓解振动的作用,使得流变成型腔3内的合金熔体受到低频振动。第一气缸16、限位板17和第二气缸18配合对流变成型箱2进行支撑限位,保持流变成型箱2进料和出料过程中的稳定性。
45.出料口22上设有调节阀门23,压射料筒1的一侧延伸设有压射管19,压射管19的顶部设有与出料口22对接的接料口24。压射料筒1内腔远离压射管19的一侧设有压射油缸25,压射油缸25的端部连接有压射头26,压射头26内设有刮料电机27,刮料电机27的电机轴伸出压射头26后连接有与压射料筒1内壁接触的刮料板28。
46.开启调节阀门23,含固态流变浆料经出料口22、接料口24流入压射料筒1内腔,将其内腔的空气排出,即将填满内腔后,压射油缸25驱动压射头26伸缩,含固态流变浆料在推动力下经压射管19压入压铸模具内。驱动电机27驱动刮料板28转动的过程中将粘附在压射料筒1内腔的含固态流变浆料刮除,避免含固态流变浆料的残留,节约了铝合金材料的成本。
47.实施例3
48.如图1所示,本实施例提供一种汽车用轻量化高强韧铝合金材料,由铝硅合金锭、铝锰合金锭、铝铁合金锭、铝铜合金锭经熔炼得到合金熔体,合金熔体经含固态流变成型得到含固态流变浆料,含固态流变浆料经流变压铸得到该铝合金材料;合金熔体由以下重量百分比的元素组成:10.5%si、0.9%mn、1.6%cu、0.16%fe,余量为al。铝合金材料的最终产品为新能源汽车电机端盖。
49.其中,合金熔体的保温温度为658℃,固态流变成型的温度为255℃,含固态流变浆
料的固相率为12%。
50.如图1-7所示,本实施例汽车用轻量化高强韧铝合金材料的流变压铸工艺,包括以下步骤:
51.熔炼:按照元素百分比称取铝硅合金锭、铝锰合金锭、铝铁合金锭、铝铜合金锭,熔化至液态后于658℃保温,惰性气体除气、精炼除渣得到合金熔体;
52.含固态流变成型:合金熔体注入含固态流变成型压射装置内,经过含固态流变成型得到含固态流变浆料;
53.压铸:含固态流变浆料通过含固态流变成型压射装置压入与铝合金材料形状尺寸适配的金属压铸模具内,压铸、脱模得到该铝合金材料。
54.含固态流变成型的具体过程为:合金熔体从含固态流变成型压射装置的进料口21注入后流入流变成型腔3内;开启超声波发生器29和振动电机15,振动电机15的振动作用经振动板11、支撑柱12传导至流变成型腔3内,压缩弹簧13起到缓解振动的作用,使得流变成型腔3内的合金熔体受到低频振动;液压油缸7的活塞杆带动移动板4沿导柱6向外移动,移动板4移动的过程中带动驱动电机41向外移动,使得剪切叶片45相对流变成型室2中轴线垂直的方向对合金熔体进行剪切,同时驱动电机41通过联轴器42驱动搅拌轴43和剪切叶片45转动,剪切叶片45相对流变成型室2中轴线平行的方向对合金熔体进行剪切;合金熔体在剪切、振动作用下其内的形核质点凝固为细小球状组织,得到含固态流变浆料。
55.含固态流变浆料通过含固态流变成型压射装置压入的具体过程为:开启调节阀门23,含固态流变浆料经出料口22、接料口24流入压射料筒1内腔,将其内腔的空气排出,即将填满内腔后,压射油缸25驱动压射头26伸缩,含固态流变浆料在推动力下经压射管19压入压铸模具内。
56.经检测本实施例制备的铝合金材料抗拉强度为356mpa,屈服强度为257mpa,断后伸长率a50mm为7.9%。
57.实施例4
58.如图1所示,本实施例提供一种汽车用轻量化高强韧铝合金材料,由铝硅合金锭、铝锰合金锭、铝铁合金锭、铝铜合金锭经熔炼得到合金熔体,合金熔体经含固态流变成型得到含固态流变浆料,含固态流变浆料经流变压铸得到该铝合金材料;合金熔体由以下重量百分比的元素组成:10.3%si、0.9%mn、1.6%cu、0.13%fe,余量为al。
59.其中,合金熔体的保温温度为663℃,固态流变成型的温度为262℃,含固态流变浆料的固相率为8%。
60.本实施例汽车用轻量化高强韧铝合金材料的流变压铸工艺与实施例1相同。
61.经检测本实施例制备的铝合金材料抗拉强度为351mpa,屈服强度为254mpa,断后伸长率a50mm为7.6%。
62.实施例5
63.如图1所示,本实施例提供一种汽车用轻量化高强韧铝合金材料,由铝硅合金锭、铝锰合金锭、铝铁合金锭、铝铜合金锭经熔炼得到合金熔体,合金熔体经含固态流变成型得到含固态流变浆料,含固态流变浆料经流变压铸得到该铝合金材料;合金熔体由以下重量百分比的元素组成:11.2%si、0.8%mn、1.7%cu、0.16%fe,余量为al。
64.其中,合金熔体的保温温度为665℃,固态流变成型的温度为262℃,含固态流变浆
料的固相率为10%。
65.本实施例汽车用轻量化高强韧铝合金材料的流变压铸工艺与实施例1相同。
66.经检测本实施例制备的铝合金材料抗拉强度为347mpa,屈服强度为249mpa,断后伸长率a50mm为7.3%。
67.以上内容仅仅是对本发明结构所做的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
68.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
69.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1